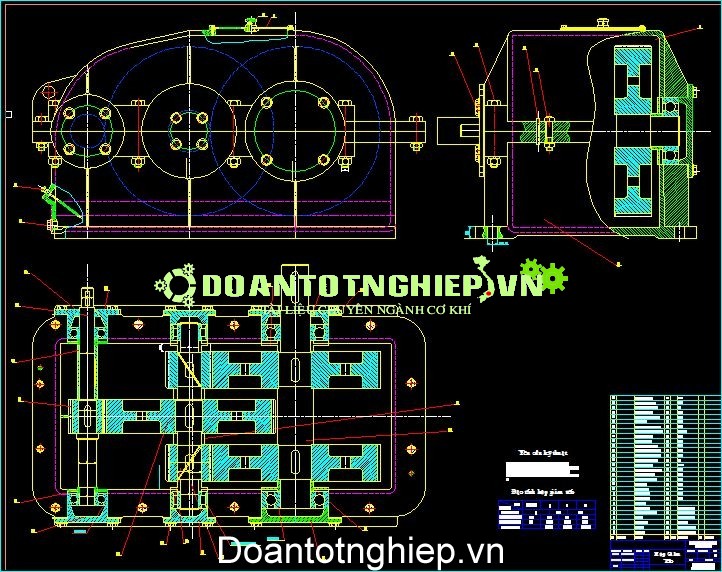
Hộp giảm tốc 2 cấp bánh răng trụ nghiêng- nghiêng (phân đôi) đường kính trục dẫn 45, bánh răng nghiêng, hộp giảm tốc đồng trục, khai triển , thuyết minh, nguyên lý Hộp giảm tốc, quy trình sản xuất Hộp giảm tốc, kết cấu Hộp giảm tốc, động học hộp giảm tốc
Mục lục
Mục lục
A. Chọn động cơ và phân phối tỷ số truyền......................................................... 2
I . Xác định công suất cần thiết , số vòng quay sơ bộ hợp lý của động cơ điện và chọn động cơ điện:............................................................................................................. 2
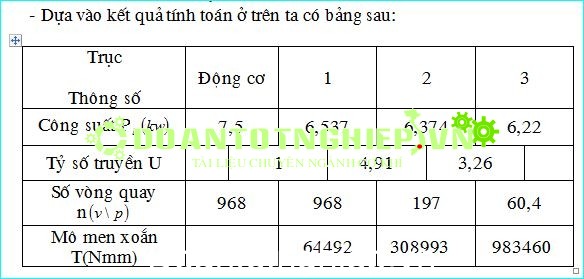
II. Xác định tỉ số truyền động U của toàn bộ hệ thống và phân phối tỷ số truyền cho từng bộ truyền của hệ thống dẫn động , lập bảng công suất , mô men xoắn , số vòng quay trên các trục:.................................................................................................................. 3
B. Thiết kế các bộ truyền...................................................................................... 4
I. Chọn vật liệu:............................................................................................... 4
II. Xác định ứng suất cho phép:........................................................................ 4
III.Tính bộ truyền cấp nhanh 6
IV. Tính bộ truyền cấp chậm:......................................................................... 10
V.Tính bộ truyền ngoài................................................................................... 14
C. Thiết kế trục và then...................................................................................... 19
I . Chọn vật liệu.............................................................................................. 19
II.Xác định sơ bộ đường kính trục.................................................................. 19
III. Xác định chiều dài trục.............................................................................. 19
IV. Xác định chính xác đường kính trục......................................................... 22
V.Tính kiểm nghiệm trục về độ bền mỏi......................................................... 30
VI.Tính kiểm nghiệm trục về độ bền tĩnh........................................................ 30
VII.Chọn các then…………………………………………………………………34
D. ổ lăn............................................................................................................... 36
I. Tính cho trục 1............................................................................................ 36
II.Tính cho trục 2............................................................................................ 38
III.Tính cho trục 3........................................................................................... 39
E. Nối trục đàn hồi............................................................................................. 41
F.Tính kết cấu vỏ hộp........................................................................................ 42
I.Vỏ hộp......................................................................................................... 42
II.Các phương pháp bôi trổn trong và ngoài hộp........................................... 45
G- Xác định và chọn các kiểu lắp....................................................................... 47
H- Phương pháp lắp ráp hộp giảm tốc............................................................... 49
I-Phương pháp lắp ráp các tiết máy trên trục................................................. 49
II- Phương pháp điều chỉnh sự ăn khớp bộ truyền ......................................... 49
III.Phương pháp điều chỉnh khe hở các ổ lăn.................................................. 49
Tài liệu tham khảo.......................................................................................... 51
A. CHỌN ĐỘNG CƠ VÀ PHÂN PHỐI TỶ SỐ TRUYỀN
I . Xác định công suất cần thiết , số vòng quay sơ bộ hợp lý của động cơ điện và chọn động cơ điện:
- Công suất cần thiết được xác định theo công thức:
F. TÍNH KẾT CẤU VỎ HỘP
I- Vỏ hộp
Nhiệm vụ của vỏ hộp giảm tốc là bảo đảm vị trí tương đối giữa các chi tiết và bộ phận máy , tiếp nhận tải trọng do các chi tiết lắp trên vỏ truyền đến , đựng dầu bôi trơn , bảo vệ các chi tiết tránh bụi bặm
Vật liệu phổ biến nhất dùng để đúc hộp giảm tốc là gang xám GX 15-32
1,Chọn bề mặt lắp ghép giữa nắp và thân
Bề mặt ghép của vỏ hộp (phần trên của vỏ là nắp , phần dưới là thân ) thường đi qua đường tâm các trục , nhờ đó việc lắp ghép các chi tiết sẽ thuận tiện hơn
Bề mặt ghép thường chọn song song với mặt đế
2,Xác định các kích thước cơ bản của vỏ hộp
a, Chiều dày thân và nắp.
+ Chiều dầy thân hộp d : Xác định theo công thức sau,
d = 0,03.aw +3 =0,03.170 + 3=8,1 mm , Lấy d = 9 mm,
+ Chiều dầy nắp hộp d1: d1 = 0,9, d = 0,9.9 =8,1 mm
b, Gân tăng cứng ,
+ Chiều dầy gân e : e= (0,8…1),d = (0,8…1).9 =7,2…9 mm Lấy e = 8 mm.
+ Chiều cao h : lấy h = 40 mm
+ Độ dốc lấy bằng 20,
c, Các đường kính bulông và vít,
+ Đường kính bulông nền d1 :
d1 > 0,04.aw + 10 = 0,04.170 + 10 = 16,8 mm
Lấy d1 = 18 mm, chọn bulông M18 ( theo TCVN).
+ Đường kính bulông cạnh ổ d2 :
d2 = (0,7…0,8)d1 = (0,7…0,8) 18 = 12,6…14,4 mm
Lấy d2 = 14 mm, chọn bulông M14 ( theo TCVN).
+ Đường kính bulông ghép bích nắp và thân ,
d3 = (0,8…0,9)d2= (0,8…0,9).14 = 11,2…12,6 mm
Lấy d3= 12 mm, chọn bulông theo TCVN : M12.
+ Đường kính vít ghép nắp ổ d4:
d4 = (0,6…0,7)d2 = (0,6…0,7).14 = 8,4…9,8mm
Lấy d4=10 mm, chọn vít M10,( theo TCVN)
+Đường kính vít nắp cửa thăm d5 :
d5 = (0,5…0,6)d2 = (0,5…0,6).14 =7…8,4 mm
Lấy d5= 8mm, chọn vít M8 (theo TCVN)
d, Mặt bích ghép nắp và thân.
+ Chiều dầy bích thân hộp s3:
s3= (1,4…1,8).d3= (1,4…1,8).12 =16,8…21,6 [mm] Lấy s3 = 18 mm,
+ Chiều dầy bích nắp hộp S4:
s4= (0,9…1)s3 =16,2…18 mm
+ Bề rộng bích nắp và thân
K3 = k2- (3 ¸5)mm
K2 = E2 + R2+(3 ¸5)mm
E2= 1,6.d2 = 1,6.14 =22,4 mm lấy E2 = 22mm
R2 = 1,3.d2= 1,3.14 =18,2 mm , lấy R2= 18 mm
K2 = E2 + R2+(3 ¸5)mm = 22+18+4 = 44 mm
K3 = k2 - (3 ¸5)mm = k2- 4 = 44 – 4 = 40 mm
e: Gối trục trên vỏ hộp
Gối trục cần phải đủ độ cứng vững để không ảnh hưởng đến sự làm việc của ổ , để dễ gia công mặt ngoài của tất cả các gối đỡ nằm trong cùng một mặt phẳng , Đường kính ngoài của gối trục được chọn theo đường kính nắp ổ, theo bảng 18-2/2/ ta tra được các kích thước của các gối như sau.
|
Kích thước (mm) |
TrụcI |
Trục II |
Trục III |
|
D |
62 |
72 |
110 |
|
D2 |
75 |
90 |
130 |
|
D3 |
90 |
115 |
160 |
|
|
|
|
|
|
|
|
|
|
+ h xác định theo kết cấu, phụ thuộc tâm lỗ bu lông và kích thước mặt tựa
k ³ 1,2.d2 = 1,2.14 =16,8mm , Lấy k= 16 mm
f, Đế hộp.
+ Chiều dầy đế hộp khi không có phần lồi S1.
S1 » (1,3…1,5).d1 = (1,3…1,5).18 = 23,4…27 mm
Chọn S1 = 24mm
+ Bề rộng mặt đế hộp: K1 » 3.d1 = 3,18 =54 mm
q³ k1 + 2.d = 54 +2.9 = 72 mm
g, Khe hở giữa các chi tiết ,
+ Khe hở giữa bánh răng với thành trong hộp,
D ³ ( 1…1,2).d = (1…1,2).9 = 9…10,8 mm
Chọn D = 9 mm
+ Khe hở giữa đỉnh bánh lớn với đáy hộp,
D1 = (3…5). d = (3…5).9 = 27…45 mm Chọn D1 = 30 [mm]
+ Khe hở giữa các bánh răng với nhau D> d =9, lấy D = 10 mm
h, Số lượng bulông nền.
Z= Lấy Z= 4
Sơ bộ chọn L =518 mm, B= 236 mm,
3, Một số chi tiết khác
a, Cửa thăm.
Để kiểm tra quan sát chi tiết máy trong hộp khi lắp ghép và để đổ dầu vào hộp, trên đỉnh hộp có lắp cửa thăm,
cửa thăm được đậy bằng nắp, cửa thăm có kết cấu và kích thước như hình vẽ , theo bảng 18-5/2/ trađược các kích thước của cửa thăm.
b, Nút thông hơi.
Khi làm việc nhiệt độ trong nắp tăng nên, để giảm áp xuất và điều hoà không khí bên trong và bên ngoài hộp ta dùng nút thông hơi, theo bảng 18-6/2/ tra được các kích thước như hình vẽ.
c, Nút tháo dầu
Sau một thời gian làm việc , dầu bôi trơn chứa trong hộp bị bẩn, hoặc bị biến chất , do đó cần phải thay dầu mới, để tháo dầu cũ ở đáy hộp có lỗ tháo dầu, lúc làm việc lỗ tháo dầu được bịt kín bàng nút tháo dầu, kết cấu và kích thước như hình vẽ (các kích thước tra bảng 18-7/2).
d, Kiểm tra mức dầu.
Để kiểm tra mức dầu trong hộp ta dùng que thăm dầu, que thăm dầu có kích thước và kếcấu như hình vẽ.
e- Chốt định vị.
Mặt ghép giữa nắp và thân nằm trong mặt phẳng chứa đường tâm các trục. Lỗ trụ lắp trên nắp và thân hộp được gia công đồng thời, để đảm bảo vị trí tương đối của nắp và thân trước và sau gia công cũng như khi lắp ghép, ta dùng 2 chốt định vị , nhờ có chốt định vị , khi xiết bulông không bị biến dạng vòng ngoài ổ.
Để giảm mất mát công suất vì ma sát, giảm mài mòn răng, đảm bảo thoát nhiệt tốt và đề phòng các tiết máy bị han gỉ cần phải bôi trơn liên tục các bộ truyền trong hộp giảm tốc.
II- Các phương pháp bôi trơn trong và ngoài hộp giảm tốc
1, Bôi trơn trong hộp
Theo cách dẫn dầu đến bôi trơn các tiết máy , người ta phân biệt bôi trơn ngâm dầu và bôi trơn lưu thông , do các bộ truyền bánh răng trong hộp giảm đều có vận tốc v < 12 m/s nên ta bôi trơn bánh răng trong hộp bằng phương pháp ngâm dầu
Theo bảng 18-13 ta chọn được loại dầu AK-15 có độ nhớt 20Centistoc
2, Bôi trơn ngoài hộp
Với bộ truyền ngoài hộp do không có thiết bị nào che dậy nên dễ bị bụi bặm vào do đó ở bộ truyền ngoài ta thường bôi trơn bằng mỡ định kỳ
3, Bôi trơn ổ lăn
Khi ổ được bôi trơn đúng kỹ thuật, nó sẽ không bị mài mòn, ma sát trong ổ sẽ giảm, giúp tránh không để các chi tiết kim loại trực tiếp tiếp xúc với nhau, điều đó sẽ bảo vệ được bề mặt và giảm được tiếng ồn. Thông thường thì các ổ lăn đều có thể bôi trơn bằng dầu hoặc mỡ, nhưng trong thực tế thì người ta thường dùng mỡ bởi vì so với dầu thì mỡ bôi trơn được giữ trong ổ dễ dàng hơn, đồng thời có khả năng bảo vệ ổ tránh tác động của tạp chất và độ ẩm. Ngoài ra mỡ được dùng lâu dài ít bị ảnh hưởng của nhiệt độ theo bảng 15-15a tập 2 ta dùng loại mỡ M và chiếm 1/2 khoảng trống. Để che kín các đầu trục ra, tránh sự xâm nhập của bụi bặm và tạp chất vào ổ cũng như ngăn mỡ chảy ra ngoài, ở đây ta dùng loại vòng phớt, theo bảng 15-17/2/ tra được kích thước vòng phớt cho các ổ như sau.
|
d |
d1 |
d2 |
D |
a |
b |
S0 |
|
25 |
26 |
24 |
38 |
6 |
4,3 |
9 |
|
30 |
31 |
29 |
43 |
6 |
4,3 |
9 |
|
50 |
51,5 |
49 |
69 |
9 |
6,5 |
12 |
Bảng thống kê dùng cho bôi trơn
|
Tên dầu hoặc mỡ |
Thiết bị cần bôi trơn |
Lượng dầu hoặc mỡ |
Thời gian thay dầu hoặc mỡ |
|
Dầu ôtô máy kéo AK- 15 |
Bộ truyền trong hộp |
0,6 lít/Kw |
5 tháng |
|
Mỡ M |
Tất cả các ổ và bộ truyền ngoài |
1/2 chỗ rỗng bộ phận ổ |
1 năm |
G- XÁC ĐỊNH VÀ CHỌN CÁC KIỂU LẮP.
|
Thứ tự |
Tên mối ghép |
Kiểu lắp |
Sai lệch giới hạn của lỗ và trục |
Ghi chú |
|
1 |
Bánh răng trụ và trụcI |
F30 |
+ 21 mm |
Bánh răng nhỏ cấp nhanh với trục I |
|
+15mm +2mm |
||||
|
2 |
Bánh răng và trục II |
F45 |
+ 25 mm |
Bánh răng lớn cấp nhanh với trục II |
|
+ 18 mm + 2 mm |
||||
|
3 |
Bánh răng và trục III |
F55 |
+ 30 mm |
Bánh răng lớn cấp chậm với trục III |
|
+ 21mm + 2 mm |
||||
|
4 |
Khớp nối x trụcI |
F20 |
+ 33 mm |
|
|
+ 15 mm + 2 mm |
||||
|
5 |
Đĩa xích xTrụcIII |
F45 |
+ 39 mm |
|
|
+18 mm + 2 mm |
||||
|
6 |
Then x trụcI |
F8 |
-36mm |
bxh=8x7 |
|
-22mm |
||||
|
7 |
Then xTrụcII |
F14 |
- 43 mm |
bxh=14x9 |
|
- 27 mm |
||||
|
8 |
Then xTrụcIII |
F14 |
- 43 mm |
bxh=14x9 |
|
- 27 mm |
||||
|
9 |
Bạc chặn x trục I |
F25 |
+ 33mm |
Dùng khống chế bánh răng |
|
+ 15 mm + 2 mm |
||||
|
10 |
Bạc chặn x trục II |
F30 |
+ 33mm |
Dùng khống chế bánh răng |
|
+ 15 mm + 2 mm |
||||
|
11 |
Bạc chặn và trục III |
F50 |
+ 39 mm |
Dùng khống chế bánh răng |
|
+ 18 mm +2mm |
||||
|
12 |
TrụcI x Vòng trong ổ |
F25k6 |
+ 15 mm +2mm |
|
|
13 |
TrụcII x Vòng trong ổ |
F30k6 |
+ 15mm +2mm |
|
|
14 |
TrụcIIIxVòng trong ổ |
F50k6 |
+ 18mm +2mm |
|
|
15 |
Vòng ngoài ổ lăn với lỗ hộp |
F62H7 |
+30 mm |
Hai ổ trụcI |
|
16 |
Vòng ngoài ổ lăn với lỗ hộp |
F72 H7 |
+30 mm |
Hai ổ trụcII |
|
17 |
Vòng ngoài ổ lăn với lỗ hộp |
F110 H7 |
+35 mm |
Hai ổ trụcIII |
|
18 |
Lỗ hộp trục I và nắp ổ |
F62 |
+30mm |
|
|
+9,5 mm - 9,5 mm |
||||
|
|
Lỗ hộp trục II và nắp ổ |
F72 |
+30mm |
|
|
+9,5 mm - 9,5 mm |
||||
|
20 |
|
|
|
|
|
|
||||
|
21 |
Lỗ hộp trục III và nắp ổ |
F110 |
+40mm |
|
|
+11 mm - 11 mm |
Mối ghép giữa bánh răng và trục với yêu cầu không tháo lắp thường xuyên, khả năng định tâm đảm bảo, không di trượt dọc trục nên ta dùng kiểu lắp , Còn đối với mối ghép bạc và trục độ đồng tâm yêu cầu không cao nên ta dùng kiểu lắp
Mối ghép then và trục ta dùng mối ghép trung gian , còn đối với mối ghép giữa lỗ hộp và nắp thì ta dùng mối ghép lỏng chẳng hạn .
Mối ghép giữa ổ và trục thì lắp theo hệ thống lỗ ta chọn kiểu lắp k6, còn mối ghép giữa vòng ngoài ổ và lỗ hộp thì ta dùng mối ghép H7.
H- PHƯƠNG PHÁP LẮP RÁP CÁC CHI TẾT CỦA HỘP GIẢM TỐC.
I- Phương pháp lắp ráp các tiết máy trên trục.
Ổ lăn được lắp trên trục hoặc nên vỏ hộp bằng phương pháp ép trực tiếp hoặc phương pháp nung nóng, để tránh biến dạng đường lăn và không cho các lực khi lắp tác dụng trực tiếp lên các con lăn, cần tác dụng lực đồng đều trên vòng trong khi lắp ổ trên trục hoặc vòng ngoài trên vỏ, mặt khác để dễ dàng lắp ổ trên trục hoặc vỏ, trước khi lắp cần bôi một lớp dầu mỏng nên trục hoặc lố hộp.
Ở đây dùng bạc chặn và mặt mút của vòng ổ để định vị bánh răng, khi sử dụng cần đảm bảo sự tiếp xúc chính xác giữa các mặt mút bánh răng, bạc chặn và vòng ổ, vì vậy chiều dài bạc cần phải đảm bảo chính xác và phải dài hơn đoạn trục lắp bạc.
II- Phương pháp điều chỉnh sự ăn khớp bộ truyền .
Sai số về chế tạo các chi tiết theo kích thước chiều dài và sai số lắp ghép làm cho vị trí bánh răng trên trục không chính xác, vì vậy để bù vào những sai số đó thường lấy chiều rộng bánh răng nhỏ tăng lên 10% so với chiều rộng bánh răng lớn,
Khi đó chiều rộng bánh răng nhỏ là: bw = 51.110% = 56,1 [mm].
lấy bw= 57 mm
Để đảm bảo sự ăn khớp của bộ truyền trục vít có hai phương pháp sau:
+ Dịch chỉnh các bánh răng trên trục đã cố định, sau đó định vị từng bánh.
III- Phương pháp điều chỉnh khe hở các ổ lăn.
Khe hở ảnh hưởng đến sự phân bố tải trên các con lăn và độ bền lâu của ổ, lựa chọn khe hở thích hợp có khả năng giảm tiếng ồn, giảm dao động tăng độ cứng của gối trục.
Theo bảng 15-11/2/ đối với ổ bi đỡ lắp trên trục I và III ta tra được khe hở dọc trục cho phép là: Min = 20 mm, max =40 mm.
Min = 30 mm, max = 50 mm
Theo bảng 15-12/2/ đối với ổ đũa ngắn đỡ lắp trên trục II ta tra được khe hở dọc trục cho phép là: Min = 20 mm, max =40 mm.
Điều chỉnh ổ bằng cách dịch chỉnh vòng ngoài được thực hiện bằng các cách sau:
+ Điều chỉnh nhờ những tấm đệm đặt giữa lắp và vỏ hộp
+Điều chỉnh khe hở hoặc tạo độ dôi bằng vòng đệm 2
+ Điều độ dôi của ổ bằng vít, vít tỳ vào vòng trung gian tác động đến vòng ngoài ổ và làm cho vòng ngoài dịch chuyển theo phương dọc trục.
+ Mài bớt vòng ngoài ổ hoặc đặt giữa vòng ổ các miếng bạc có chiều dầy khácnhau.
Bảng thông kê các chi tiết tiêu chuẩn
|
TT |
Ký hiệu |
Tên gọi |
Số lượng |
Ghi chú |
|
1 |
M6 |
bulông |
2 |
bulông nắp cửa thăm |
|
2 |
M12 |
Bulông |
6 |
Bulông cạnh ổ |
|
3 |
M14 |
Bulông |
6 |
Ghép thân và đáy hộp |
|
4 |
M9 |
Bulông |
4 |
Bulông ghép bích nắp và thân |
|
5 |
M5 |
Bulông |
12 |
Bulông ghép nắp ổ |
|
6 |
305 |
ổ bi đỡ |
2 |
Lắp trên trục I |
|
7 |
2606 |
ổ đũa ngắn đỡ |
2 |
Lắp trên trục II |
|
8 |
310 |
ổ bi đỡ |
2 |
Lắp trên trục III |
tham khảo
Trịnh Chất – Lê Văn Uyển : Tính toán thiết kế hệ thống dẫn động cơ khí: Tập I, II Nhà xuất bản Giáo dục-1999.
Nguyễn Trọng Hiệp : Chi tiết máy: tập I và tập II.
Nhà xuất bản Giáo dục.
Ninh Đức Tốn - Đỗ Trọng Hùng: Hướng dẫn làm bài tập dung sai
Trường đại học bách khoa Hà nội – 2000,
Trịnh Chất : Cơ sở thiết kế máy và chi tiết máy
Nhà xuất bản khoa học và kỹ thuật, Hà nội 1994.