
ĐỒ ÁN TỐT NGHIỆP ĐIỆN TỬ PLC QUY TRÌNH SẢN XUẤT NƯỚC TINH KHIẾT
TÓM TẮT NỘI DUNG LUẬN VĂN
Đề tài luận văn này “ ỨNG DỤNG PLC VÀO DÂY CHUYỀN VỆ SINH VÀ VÔ BÌNH NƯỚC KHOÁNG”. Do đó vấn đề quan trọng là ứng dụng PLC để viết chương trình điều khiển cho một dây chuyền sản xuất, ở đây dây chuyền sản xuất đó chỉ là một ví dụ cụ thể để ta thực hiện việc tìm hiểu lý thuyết.
Trong quyển luận văn này em đã thực hiện được các nhiệm vụ như sau:
_ Tìm hiểu đối tượng cần điều khiển: Thì đối tượng của em ở đây là dây chuyền vệ sinh và vô bình nước khoáng. Tìm hiểu về nguyên lý vận hành, quy cách vận hành của các thiết bị để từ đó ta sẽ rút ra được quy luật điều khiển cho thích hợp.
_ Tìm hiểu về công cụ điều khiển: Ở đây em sử dụng PLC S7_200 của hãng SIEMENS để điều khiển quy trình trên. Trong công việc tìm hiểu ta cần làm nổi bậc các vấn đề như: Tìm hiểu về đặc điểm cũng như cấu trúc của PLC, phương thức hoạt động, khả năng lập trình, tập lệnh…
_ Thực hiện bộ điều khiển: cách thức đấu dây cũng như viết chương trình cho PLC điều khiển quy trình trên.
Qua quá trình làm luận văn nhận thấy với việc điều khiển quy trình bằng PLC rất tiện lợi, nó có khả năng điều khiển cho các dây chuyền lớn với số lượng thiết bị cần điều khiển nhiều. Yếu tố quan trọng là PLC có khả năng thay đổi tương thích với nhiều quy trình điều khiển một cách linh động, đáp ứng được nhiều yêu cầu mà con người không thể thực hiện được.
Nhìn chung quy trình sản xuất nước tinh khiết này ta có thể chia thành hai công đoạn chính: _ Công đoạn xử lý nước
_ Công đoạn sản xuất nước thành phẩm.
Mục Lục
Trang
Chương I : Sơ lược về quy trình sản xuất nước tinh khiết. 1.
- : Sơ lược về các công đoạn xử lý nước. 4.
- : Sơ lược về máy vệ sinh, vô nước và đóng nắp bình 5
gallon. 5.
Chương II : Các chế độ hoạt động của quy trình sản xuất. 10 .
- : Đặc điểm và nhiệm vụ của các thiết bị trong quy trình
sản xuất. 10.
- : Phân loại chế độ hoạt động. 10.
- : Lưu đồ điều khiển của quy trình sản xuất. 11.
Chương III : Lưu đồ điều khiển các khâu sản xuất. 12.
3.1 : Chế độ chạy tự động (Auto). 12.
3.2 : Chế độ xuống máy. 26.
Chương VI : Vấn đề xử lý sự cố trong quy trình sản xuất. 42.
4.1 : Xử lý sự cố. 45.
4.2 : Lưu đồ điều khiển khối xử lý sự cố. 46.
4.3 : Chế độ điều khiển bằng tay. 49.
Chương V : Giới thiệu chung về thiết bị điều khiển Logic khả
lập trình PLC. 51.
5.1 : Khái niệm chung. 51
5.2 : Ứng dụng PLC vào các quy trình điều khiển tự động. 51
5.3 : Giới thiệu về họ PLC S7_ 200. 53
5.4 : Các kiểu dữ liệu và định vị của CPU S7_ 200. 62
5.5 : Lập trình cho CPU S7_200.
5.6 : Tập lệnh của CPU S7_200.
Chương VI : Ứng dụng PLC vào sản xuất nước tinh khiết. 98.
6.1 : Tìm hiểu số ngõ vào và ra của quy trình sản xuất. 98.
Chương VII: Chương trình điều khiển dạng LAD.
7.1 : Chương trình chính.
7.2 : Chương trình con chế độ Auto.
7.3 : Chương trình con chế độ xuống máy.
7.4 : Chương trình con xử lý sự cố.
7.5 : Chương trình con chế độ điều khiển
1.1 SƠ LƯỢC VỀ CÁC CÔNG ĐOẠN XỬ LÝ NƯỚC NHƯ SAU
1.1.1 Giếng: Là nguồn nước cung cấp cho quá trình sản xuất nước tinh khiết. Giếng sâu 106 m, được đặt 2 motor bơm nước để lấy nước từ giếng đưa vào hồ chứa. ở chế độ hoạt động bình thường chỉ hoạt động có 1 máy, còn máy còn lại để dự phòng. Hai máy này hoạt động luân phiên nhau.
- Hồ chứa nước giếng: chứa nước được bơm từ giếng lên. Dung tích chứa của hồ là 72 m
1.1.3 Lọc thô tự động: Gồm có ba cột lọc:
- Cột lọc Althacide: Có tác dụng lọc cặn.
- Cột lọc bằng than hoạt tính : Sử dụng than hoạt tính, có tác dụng khử màu , khử mùi.
- Cột trao đổi Cation: Đây là cột sử dụng nhựa C.100 và A.400 gốc Polystyren để loại bỏ hoặc giảm bớt những ion như : Ca, Mg, Fe NO… có trong nước , khi nước được bơm qua cột lọc này.
-
Tất cả ba cột lọc đều được được điều khiển bằng bộ vi xử lý FX_64MR . Nó có tác dụng điều khiển đóng, mở các van cấp nước (khi hoạt động) và xả nước trở về khi có sự cố hoặc khi mới mở máy sau một thời gian nghỉ lâu dài.
Nguyên tắc vận hành hoạt hoá cột Cation (K) :
_ Chuẩn bị 36 l HCl đậm đặc (30%)
_ Mở van V1, V5, V9 (các van khác đóng ). Bật bơm.
_ Hút hết HCl vào cột với nồng độ khoảng 20%
(điều chỉnh bớt van cấp nước).
_ Hết HCl, giữ nguyên van,rửa xuôi chậm trong 15 phút
(mở van cấp nước cũ).
_ Kở van 7, đóng van V5, V9 rửa ngược 15 phút.
_ Mở van V3, V11, đóng V1, V7 cột K đã hoạt hoá xong.
Nguyên tắc vận hành hoạt hoá cột Anion (A) :
_ Pha 15 Kg NaOH trong 60 lít nước . Để nguội .
_ Hoạt hoá xong cột K, mở van V2, V3, V6, V10, đóng V11.
Hút NaOH vào cột với nồng độ khoảng 10% (điều chỉnh bớt van cấp nước)
_ Hết NaOH, giữ nguyên các van. Rửa xuôi chậm trong 20 phút (mở van cấp nước như cũ)
_ Mở van V8, đóng van V6, V10. Rửa ngược nhanh 15 phút.
_ Mở van V4, V12, đóng van V2, V8. rửa xuôi nhanh 15 phút.
_ Mở van V13, đóng van V12 khi kiểm tra thấy đồng hồ đo độ sạch của nước EC< 15 ms /cm thì cho vào hồ chứa.
Như vậy ta đã xong giai đoạn hoạt hoá cột trao đổi Cation.
- Bồn chứa nước mềm:
Có cấu tạo là bồn không rỉ, gồm có 3 bồn với dung tích mỗi bồn 6 m
Dùng để chứa nước sau khi đã trãi qua giai đoạn lộc thô.
1.1.5 Cột xử lý tia cực tím U.V:
Nước từ bồn chứa sẽ được đưa qua bộ phận xử lý bằng tia cực tím. Bộ phận này cũng có dạng cột, ở bên trong có một đèn phát tia cực tím, khi nước đi ngang qua sẽ được tiệt trùng dưới tác dụng của tia cực tím này.
1.1.6 Cột khử trùng bằng Ozon:
Cũng tương tự như tia cực tím nhưng ở đây là một dàn máy tự động phát ra khí ozon, khí này sẽ hoà vào nước có tác dụng tiệt trùng khi nước được đưa vào cột này.
1.1.7Lọc 1 m và 0,2 m:
Đây là hai cột lọc sử dụng các lưới xốp có kích thước 1m và 0,2m có tác dụng lọc lại các hạt bụi cặn có trong nước.
1.1.8 Bồ trữ nước tinh:
Bồn cũng có cấu tạo bằng chất không rĩ, gồm 3 bồn dung tích mỗi bồn là dùng để trữ nước sau khi đã trải qua các giai đoạn lọc cũng như khử trùng…
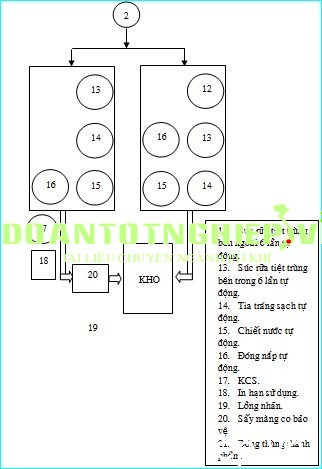
1.2 SƠ LƯỢC VỀ MÁY RỬA _ CHIẾT _ ĐÓNG NẮP BÌNH 5 GALLON
Đây là giai đoạn ta cần điều khiển trong quá trình sản xuất nướctinh khiết . Cũng là đề tài của bài luận văn này.
Cấu tạo của máy được chia thành 3 khâu chính như sau :
- Khâu cấp bình : Gồm các thiết bị như sau :
1) Băng tải:
Nhiệm vụ dùng để tải bình không đưa vào dây chuyền sản xuất.
Cấu tạo của băng tải là dạng tải xích, được kéo bởi một motor giảm tốc có công 1Hp. Băng tải hoạt động khi mất tín hiệu có bình chờ ở cuối băng tải.
2) Piston đẩy bình:
Nhiệm vụ của piston đẩy bình là cấp bình bình cho khâu rửa.
Cấu tạo : là một piston khí nén, với nguồn khí nén được cấp bởimáy bơm áp suất khí nén, áp suất khí nén là15 Kg/cm. Piston hoạt động khi nhận được tín từ piston nâng bình của khâu rửa bình, khi piston này vừa ha xong.
- Khâu rửa bình:
Đây là giai đoạn bình không được súc rửa tiệt trùng ca trong và ngoài, trải qua các công đoạn như sau:
_ Giai đoạn rửa lần 1,2: Đây là giai đoạn rửa trong và ngoài bằng nước thường, nước được bơm với áp lực cao bằng motor 1Hp, công suất của motor 5 Hp.Thuộc rửa giai đoạn 1.
_ Giai đoạn rửa lần 3, 4: Đây là giai đoạn rửa bằng nước có pha hoá chất tiệt trùng với nồng độ thích hợp. Nước cũng được bơm bằng motor bù rửa, công suất của motor 5 Hp.Thuộc giai đoạn rửa 2.
_ Giai đoạn rửa lần 5,6: Đây là giai đoạn rửa bằng nước tinh-nước đã qua giai đoạn xử lý. Thuộc giai đoạn rửa 3.
Cả hai giai đoạn sau này cũng được bơm bằng motor bù rửa. Công suất của motor 5 Hp.
Các thiết bị chính được sử dụng trong khâu này:
1) Piston nâng bình:
Nhiệm vụ cấp bình vào băng tải rửa bình .
Cấu tạo : Cũng giống như piston đẩy bình, cũng là piston khí nén hoạt động với nguồn bơm áp suất khí nén là 15 Kg/cm Piston hoạt động khi các motor rửa bình bắt đầu hoạt động.
2) Băng tải rửa bình:
Nhiệm vụ: Tải bình lần lượt đi qua các giai đoạn súc rửa, và sau đó sẽ đưa bình qua khâu chiết nước.
Cấu tạo: Là băng tải dạng tải xích, trên bề mặt băng tải có định vị những vị trí để nhận bình không được đưa tới từ khâu cấp bình. Băng tải được kéo bởi một motor giảm tốc hoạt động ở chế độ ngắn hạn lặp lại, công suất của motor 1 Hp. :
3) Bàn chải rửa bình:
Nhiệm vụ: Quét rửa xung quanh phía ngoài thành bình, khi bình mới vừa đuợc đưa sang khâu rửa.
Cấu tạo: Là một thanh chổi bằng sợi, được kéo bởi một motor giảm tốc, hoạt dộng dưới dạng xoay tròn cọ sát vào thành bình. Motor này cũng hoạt động dưới chế độ ngắn hạn lặp lại, công suất của motor 0.5 Hp.
4) Piston rửa trong bình:
Nhiệm vụ: nâng các vòi cấp nước cho các giai đoạn rửa bình. Khi băng tải rửa bình dừng đúng những vị trí cần rửa bình thì Piston này có tác dụng nâng các vòi cấp nước lên để rửa phía trog bình.
Cấu tạo: Là một piston khí nén, hoạt động khi được điều khiển đóng mở các van để đẩy hoặc nén lại. Sử dụng nguồn khí nén của motor máy khí nén với áp suất khí nén 15 Kg/cm .
1.2.3 Khâu chiết nước
Sau khi bình đã được súc rửa xong sẽ được đưa vào khâu chiết nước, đây là công đoạn rót nước vào bình, để tránh tình trạng rót nước ra ngoài ở đây sẽ có bộ cảm biến khi phát hiện có bình đến, bộ cảm biến sẽ tác động hạ piston cấp nước xuống để vòi cấp nước lọt vào khỏi miệng bình , khi đó mới thực hiện cấp cấp nước vào bình.
Bộ phận cấp nước là một motor bù cấp nước, công suất của motor là:1Hp.
6) Piston hạ bình:
Nhiệm vụ: hạ bình xuống khi xong giai đoạn súc rửa, đưa bình vào khâu chiết nước.
Cấu tạo: cũng là piston kkhí nén giống như piston nâng bình ở đầu vào, hoạt động nhờ vào khí nén do máy bơm khí nén cung cấp. Khi có tín hiệu bình đưa đến.
7) Piston đẩy bình:
Nhiệm vụ: Đẩy bình vào khâu chiết nước.
Cấu tạo: Cũng là dạng piston khí nén, sử dưng nguồn khí nén từ máy phát khí nén với áp suất là 15 Kg/cm .
- Băng tải đưa bình ra:
Nhiệm vụ: Thực hiện đưa bình ra sau khi bình đã được chiết nước xong.
Cấu tạo: Là dạng băng tải xích, được kéo bởi một motor giảm tốc hoạt động dưới chế độ dài hạn. Công suất của motor là:
9) Máy rửa nắp:
Nhiệm vụ của máy này là thực hiện tự động rửa, vệ sinh nắp trước khi nắp được đưa vào bộ chọn nắp.
10) Máy sấy nắp: Chức năng là sấy khô lại nắp sau khi rửa. Dùng quạt thổi khí nóng.
11) Máy chọn nắp: Đây là máy tự động chọn nắp theo đúng chiều để khi bình đi ngang có thể d63 dàng nhận nắp trước khi vào đóng nắp.
12) Piston đóng nắp: Cũng là dạng piston khí nén thực hiện nhiệm vụ đóng nắp trước khi ra thành phẩm.
Các loại cảm biến được sử dụng:
- Cảm biến quang: Thành phần quan trọng nhất trong cảm biến quang chính là tế bào quang điện. Cơ sở vật lý của tế bào quang điện là hiện tượng quang dẫn. Đó là hiện tượng giải phóng các hạt mang điện trong vật liệu dưới tác dụng của ánh sáng làm tăng độ dẫn điện của vật liệu, dẫn đến làm thay đổi điện trở trong của vật liệu.
Tế bào quang điện được đưa vào các mạch đo như cầu Wheatston, mạch khuếch đại thuật toán v.v… Khi ánh sáng tác động lên tế bào quang điện làm thay đổi tính chất điện của tế bào, gây nên sự thay đổi trong mạch đo.
Về mặt cấu tạo, cảm biến quang gồm hai bộ phận chính là bộ phận phát và bộ phận thu.
Bộ phận phát: Gồm một máy phát sóng và một Diode phát quang.
Bộ phận thu: Là một tế bào quang điện.
Bộ phận phát sẽ phát ra một chùm tia hồng ngoại bằng Diode phát quang, chùm tia sáng này hướng tới bộ phận nhận là một Transistor quang. Tại bộ phận nhận tia hồng ngoại sẽ được xử lý và cho tín hiệu ra sau khi đã khuếch đại, tín hiệu này đưa đến bộ phận điều khiển. Nếu xuất hiện vật cản làm cho chùm tia sáng này không tới được bộ phận nhận sẽ không có tín hiệu vào bộ điều khiển (tín hiệu vào mức 0).
Tuỳ theo cách sắp xếp của bộ phận thu và phát mà ta phân ra làm hai loại cảm biến quang: Cảm biến quang một chiều vàcảm biến quang phản hồi.
Diode phát quang Máy phát sóng
..........................................................................
CHƯƠNG II
CÁC CHẾ ĐỘ HOẠT ĐỘNG CỦA QUY TRÌNH SẢN XUẤT
2..1 Đặc điểm và nhiệm vụ của các thiết bị trong quy trình sản xuất:
Nội dung chương I đã trình bày một cách tổng quát về quy trìng sản xuất, trong chương này quy trình sẽ được thể hiện cụ thể hơn bằng cách đi sâu vào phân loại các chế độ sản xuất, các chi tiết của lưu đồ điều khiển.
Do đặc điểm và nhiệm vụ của các thiết bị trong quy trình sản xuất, nhằm thuận tiện cho việc thiết kế, quy trình được chia thành ba khâu nhỏ: khâu cấp bình, khâu rửa bình và khâu chiết_đóng nắp.
- Khâu cấp bình:
Khâu này gồm các thiết bị: Băng tải cấp bình vào được kéo bởi Motor M1, Piston cấp bình P1.
Khâu này có nhiệm vụ cấp bình không vào cho khâu rửa bình.
- Khâu rửa bình:
Khâu này gồm: Băng tải rửa bình được kéo bởi Motor M2, Piston nâng bình P2, các motor rửa bình M3, M4, M5, M6 và piston rửa trong bình P3.
Nhiệm vụ của khâu này là thực hiện quá trình vệ sinh bình trước khi đưa vào chiết nước.
- Khâu chiết_đóng nắp:
Khâu này gồm: Piston cấp bình vào chiết P4, P5, motor chiết nước M7, piston nâng hạ vòi chiết P6, piston đẩy bình ra P7, máy rửa nắp, chọn nắp M9, quạt sấy nắp M10, ba7ng tải đưa bình ra được kéo bởi motor M8, piston đóng nắp P8.
Nhiệm vụ của khâu này là thực hiện chiết nước vào bình sau đó đóng nắp thành phẩm.
2.2 Phân loại chế độ hoạt động:
Trong quy trình nài ta phân làm các chế độ hoạt động như sau:
- Chế độ chạy Auto:
Do đa số các thiết bị trong quy trình làm việc ở chế độ ngắn hạn lặp lại và thời gian hoạt động của chúng tương đối ngắn, cho nên ta không có chế độ khởi động mà chế độ khởi động sẽ được lồng vào chế độ tự động Auto.
Khi đang hoạt động nếu có sự cố xảy ra cho bất kỳ một thiết bị nào chế độ Auto sẽ chuyển sang chế độ sử lý sự cố tương ứng với vị trí xảy ra sự cố.
- Chế độ xuống máy:
Trong quá trình hoạt động nếu có yêu cầu xuống máy hoặc xuống máy cuối ngày hoặc xuống máy giữa ca thì chương trình sẽ chuyển sang chế độ xuống máy.
Trong khi đang thực hiện xuống máy nếu có sự cố xảy ra thì chương trình sẽ chuyển sang chế độ xử lý sự cố tương ứng với vị trí xảy ra sự cố.
- Chế đổ sử lý sự cố:
- ..................................
CHƯƠNG III
LƯU ĐỒ ĐIỀU KHIỂN CÁC KHÂU SẢN XUẤT
3.1 Chế độ chạy tự động (Auto):
Trong quy trình này có đặc điểm là không có chế độ lên máy, do thời gian khởi động cũng như hoạt động của máy quá ngắn. Khi ta vừa khởi động lên là tất cả các máy đều hoạt động và chuyển sang chế độ tự động. Vã lại do các motor là hoạt động ở chế độ ngắn hạn lặp lại nên ta không cần phải thực hiện chế độ khởi động.
3.1.1 Quy trình thực hiện chế độ Auto:
B1: Thực hiện chế độ Auto của khâu cấp bình.
B2: Thực hiện chế độ Auto của khâu rửa bình
B3: Kiểm tra 3 có báo không? Nếu có thực hiện cấp bình vào khâu chiết_đóng nắp.
B4: Thực hiệ chế độ Auto khâu chiết_đóng nắp.
3.1.2 Chú thích trong lưu đồ:
Mi_ Motor thứ i.
Pi_ Piston khí nén đẩy bình không.
Ti_ Timer thứ i.
1_ Cảm biến thứ i.
- Lưu đồ điều khiển chế độ Auto:
- ............................
CHƯƠNG IV
VẤN ĐỀ XỬ LÝ SỰ CỐ TRONG QUY TRÌNH SẢN XUẤT
Trong toàn bộ quy trình hoạt động ta tổng kết được có 48 sự cố (lỗi ) có thể xảy ra.Trong 48 lỗi này có những lỗi có tính chất giống nhau, tác động trên cùng một thiết bị và có những lỗi trùng nhau trong cùng chu trình hoạt động hoặc trong các chế độ khác nhau.
Bảng phân loại lỗi có thể xảy ra trong quy trình hoạt động:
Số thứ tự |
Mô tả |
Quá trình chạy chế độ Auto |
|
|
1 |
P4 hạ không đạt |
|
2 |
P5 hạ không đạt |
|
3 |
P5 lui về không đạt |
|
4 |
P4 nâng không đạt |
|
5 |
M1 không hoạt động |
|
6 |
P1 đẩy không đạt |
|
7 |
P1 lui về không đạt |
|
8 |
P2 nâng không đạt |
|
9 |
M2 không hoạt động |
|
10 |
M2 không dừng |
|
11 |
P3 nâng không đạt |
|
12 |
M3, M4, M5, M6 không hoạt động |
|
13 |
P2 hạ không đạt |
|
14 |
P3 hạ không đạt |
|
15 |
M9 không hoạt động |
|
16 |
M10 không hoạt động |
|
17 |
M8 không hoạt động |
|
18 |
P6 hạ không đạt |
|
19 |
M7 không hoạt động |
|
20 |
P6 nâng không đạt |
|
21 |
P7 đẩy không đạt |
|
22 |
P7 lui về không đạt |
|
23 |
P8 hạ không đạt |
|
24 |
P8 nâng không đạt |
Quá trình chạy chế độ xuống máy |
|
|
25 |
P2 nâng không đạt |
|
26 |
P4 hạ không đạt |
|
27 |
P5 đẩy không đạt |
|
28 |
P5 lui về không đạt |
|
29 |
P4 nâng không đạt |
|
30 |
P1 đẩy không đạt |
|
31 |
P1 lui về không đạt |
|
32 |
P3 hạ không đạt |
|
33 |
M2 không hoạt động |
|
34 |
P3 nâng không đạt |
|
35 |
M3, M4, M5, M6 không hoạt động |
|
36 |
P3 hạ không đạt |
|
37 |
M2 không hoạt động |
|
38 |
P3 nâng không đạt |
|
39 |
M5, M6 không hoạt động |
|
40 |
P3 hạ không đạt |
|
41 |
M2 không hoạt động |
|
42 |
P3 nâng không đạt |
|
43 |
M6 không hoạt động |
|
44 |
P3 hạ không đạt |
|
45 |
M2 không hoạt động |
|
46 |
M7 không hoạt động |
|
47 |
P8 hạ chưa đạt |
|
48 |
P8 nâng không đạt |
Trong chế độ này, ta coi như trước thời điểm xảy ra sự cố toàn bộ hệ thống đang hoạt động bình thường. Ở đây ta nhóm các lỗi trong một khâu thành một sự cố lớn, để khi có sự cố xãy ra đối với một khâu nào đó thì ta có thể cho các khâu còn lại không bị ảnh hưởng tiến hành xuống máy bình thường nhằm chuẩn bị khi khắc phục xong sự cố ta có thể bắt tay vào sản xuất ngay.
Do các lỗi trùng nhau hoặc có tính chất giống nhau, ta có thể gôm chúng lại thành 4 nhóm sự cố lớn như sau:
Số tứ tự |
Mô tả |
Sự cố 1 |
|
|
5 |
M1 không hoạt động |
|
6 |
P1 đẩy không đạt |
|
7 |
P1 lui về không đạt |
|
30 |
P1 đẩy không đạt |
|
31 |
P1 lui về không đạt |
|
Sự cố 2 |
|
|
8 |
P2 nâng không đạt |
|
9 |
M2 không hoạt động |
|
10 |
M2 không dừng |
|
11 |
P3 nâng không đạt |
|
12 |
M3, M4, M5, M6 không hoạt động |
|
13 |
P2 hạ không đạt |
|
14 |
P3 hạ không đạt |
|
25 |
P2 nâng không đạt |
|
32 |
P3 hạ không đạt |
|
33 |
M2 không hoạt động |
|
34 |
P3 nâng không đạt |
|
35 |
M3, M4, M5, M6 không hoạt động |
|
36 |
P3 hạ không đạt |
|
37 |
M2 không hoạt động |
|
38 |
P3 nâng không đạt |
|
39 |
M5, M6 không hoạt động |
|
40 |
P3 hạ không đạt |
|
41 |
M2 không hoạt động |
|
42 |
P3 nâng không đạt |
|
44 |
M6 không hoạt động |
|
45 |
P3 hạ không đạt |
Sự cố 3 |
|
|
1 |
P4 hạ không đạt |
|
2 |
P5 hạ không đạt |
|
3 |
P5 lui về không đạt |
|
4 |
P4 nâng không đạt |
|
18 |
P6 hạ không đạt |
|
19 |
M7 không hoạt động |
|
20 |
P6 nâng không đạt |
|
21 |
P7 đẩy không đạt |
|
22 |
P7 lui về không đạt |
|
26 |
P4 hạ không đạt |
|
27 |
P5 đẩy không đạt |
|
28 |
P5 lui về không đạt |
|
29 |
P4 nâng không đạt |
|
46 |
M7 không hoạt động |
Sự cố 4 |
|
|
15 |
M9 không hoạt động |
|
16 |
M10 không hoạt động |
|
17 |
M8 không hoạt động |
|
23 |
P8 hạ không đạt |
|
24 |
P8 nâng không đạt |
|
47 |
P8 hạ chưa đạt |
|
48 |
P8 nâng không đạt |
-
Xử lý sự cố:
- Xử lý sự cố 1:
Lỗi xảy ra đối với M1 và P1.
B1: Tắt M1, khóa van khí nén P1.
B2: Xuống máy bình thường cho khâu rửa bình và khâu chiết_đóng nắp.
- Xử lý sự cố 2:
Lỗi xảy ra đối với M2, M3, M4, M5, M6, P2, P3. Lỗi này có thể ảnh hưởng đến chất lượng sản phẩm (do bình chưa được súc rửa đạt yêu cầu ).
B1:. Khóa P2, P3
B2: Tắt M2, M3, M4, M5, M6
B3:Tiến hành xuống máy cho khâu cấp bình và khâu chiết_đóng nắp.
- Xử lý sự cố 3:
Lỗi này xảy ra với P4, P5, P6, M7, P7. Sự cố này cũng ảnh hưởng đến chất lượng của sản phẩm, do khi xảy ra sự cố này ta phải dừng toàn bộ hệ thống chiết đồng thời cho các khâ khác xuống máy bình thường.
B1: Khóa P4, P5. Tắt M7, khóa P6, P7.
B2:Tắt M8, M9, M10. Khóa P8.
B3: Xuống máy khâu cấp bình và khâu rửa bình.
- Xử lý sự cố 4:
Lỗi này xảy ra đối với M8, M9, M10 và P8. Khi sự cố xảy ra phải dừng tất cả hệ thống chiết và đóng nắp, sau đó cho xuống máy khâu cấp bình và khâu rửa bình.
B1: Tắt M8, M9, M10. Khóa P8.
B2: Khóa P4, P5, P6, P7. Tắt M7.
B3: Xuống máy khâu cấp bình và khâu rửa bình
- Lưu đồ điều khiển khối xử lý sự cố:
- .........................................
- Chế độ điều khiển bằng tay
Đây là chế độ dùng để theo dõi, kiểm tra xem quy trình thực hiện có đúng theo yêu cầu không? Các khâu hoạt động có đúng trình tự không? Các thiết bị có hoạt động bình thường không…
Trong chế độ này, có những thiết bị ta có thể điều khiển bằng tay được và cũng có những thiết bị ta không thể điều khiển được, do điều kiện tác động để nó hoạt động phụ thuộc vào trạng thái của thiết bị trước nó, và nó có thời gian tác động ngắn nên ta không thể đáp ứng bằng tay kịp.
- Quy trình điều khiển bằng tay:
B1: Khởi động khâu cấp bình (M1).
B2: Khởi động băng tải rửa bình (M2).
B3: Thực hiện rửa giai đoạn 1.
B4: Thực hiện rửa giai đoạn 2.
B5: Thực hiện rửa giai đoạn 3.
B6: Thực hiện chiết nước vô bình.
B7: Khởi động băng tải đưa bình ra (M8).
B8: Thực hiện đóng nắp
- Lưu khiển:đồ điều
Trong quy trình này nhận thấy lưu đồ điều khiển bằng tay tương tự với lưu đồ của chế độ Auto và các lỗi sự cố cũng giống nhau. Chỉ khác ở chổ đối với chế độ Auto ta chia ra từng khâu: Cấp bình, rửa bìnhvà chiết_đóng nắp còn ở chế độ điều khiển bằng tay thì ta không có chia.
Mặt khác ta nhận thấy, ở chế độ điều khiển bằng tay ta điều khiển bằng công ở một vài thiết bị như: Khởi động băng tải cấp bình, băng tải rửa bình, rửa giai đoạn 1, 2, 3 và đóng nắp thay cho các điều kiện nhận biết để cho các thiết bị đó tự hoạt động .
Do đó ở chế độ này không có vẽ lưu đồ điều khiển, đây cũng là khuyết điểm của luận văn này.
...............................................................................
CHƯƠNG V
GIỚI THIỆU CHUNG VỀ THIẾT BỊ ĐIỀU KHIỂN LOGIC KHẢ LẬP TRÌNH PLC
- Khái niệm chung:
Viết tắt của chữ Programmable Logic Controller, đây là bộ điều khiển logic dựa trên công nghệ vi điều khiển. Một hệ thống PLC là một mạch tích hợp của nhiều bộ phận bao gồm xử lý số học, điều khiển bộ nhớ, và các thiết bị nhập – xuất v.v…, chức năng chính mà bất kỳ PLC nào cũng phải có là thu nhập các tín hiệu đầu vào, căn cứ vào yêu cầu chương trình trong PLC mà thực hiện so sánh, tính toán và xuất các tín hiệu đóng ngắt đầu ra cho phù hợp. Chương trình trong PLC là do người sử dụng thực hiện bằng một hệ thống ngôn ngữ lập trình dựa trên quy trình của một sơ đồ điều khiển bất kỳ, chương trình sau khi viết xong đụ¬c dịch ra mã máy và nạp vào bộ nhớ chương trình (EEPROM-Electrical Erase Programmable Read Only Memory hay còn gọi là ROM điện) của PLC ( các PLC khác nhau có dạng ngôn ngữ lập trình khác nhau). PLC cho phép nối trực tiếp những cơ cấu tác động đóng ngắt có công suất nhỏ ở ngõ ra và những mạch chuyển đổi ngõ vào, đối với các mạch có công suất lớn khi cần ghép nối với PLC cần có mạch điệ tử trng gian.
- Ứng dụng PLC vào cac quy trình điều khiển tự động:
Tự động hoá là một trong những yêu cầu căn bản của một nền công ngiệp phát triển, đối với tự động hoá các quy trình điều khiển sẽ chính xác hơn, các sản phẩm làm ra sẽ có chất lượng đồng nhất hơn và quan trọng nhất là do tiết kiệm được chi phí nhân công và tiêu hao vật tư nên các sản phẩm này sẽ có giá thành rẻ hơn các sản phẩm cùng loại sản xuất bằng tay.
Tự động hoá giải phóng người lao động khỏi những công việc nặng nhọc và nguy hiểm, tạo điều kiện cho họ có nhiều thời gian hơn để nghiên cứu và cải tiến các quy trình tự động hoá ngày càng tốt hơn.
Ngày nay với sự phát triển của xã hội, nhu cầu về cuộc sống ngày càng cao, tự động hoá không chỉ là ứng dụng trong công nghiệp mà xuất hiện ở khắp mọi nơi, phục vụ cho mọi nhu cầ dân dụng của cuộc sống.
Trong giai đoạn ban đầu ( khoảng cách giữa những thập niên 50 của thế kỷ 20) trong các quy trình sản xuất của các ngành công nghiệp một hệ thống điều khiển tự động la tổ hợp phức tạp cua các rơle điện cơ. Tuy nhiên các hệ thống có một số nhược điểm:
_ Kích thước quá lớn và quá phức tạp đối với các hệ thống lớn, khó kiểm soát, thời gian lắp đặt lâu.
_ Khi hoạt động xuất hiện hiện tượng hao mòn các tiếp điểm dóng ngắt nên yêu cầu bảo dưỡng duy tu thường xuyên, tuổi thọ thiết bị thấp.
_ Hệ thống điều khiển rơle là một hệ thống điều khiển theo quy trình cứng có chức năng cố định,khi có yêu cầu thay đổi bất kỳ về quy trình hoạt động thì chỉ thực hiện bằng cách nối lại hệ thống dây dẫn hoặc thay đổi thành hệ thống.
Các khuyết điểm của hệ thống sử dụng rơle được khắc phục khi công nghệ mạch tích hợp ra đời vào những năm cuối thập niên 60 đầu thập niên 70, với một mạch tích hợp người ta có thể kết hợp một lượng lớn Transistor trên một vi mạch, các bộ PLC ra đời dựa trên công nghệ này. PLC được ứng dụng rộng rãi trong các hệ thống tự độnghoá do thoả mãn được các tính năng yêu cầu mà các rơ le điện không có:
- Độ tin cậy cao, khả năng kháng nhiễu tốt, không cần kiểm tra bảo dưỡng định kỳ.
- Nhiều chức năng, có thể dùng để tính toán, so sánh các biến trạng thái với đáp ứng thời gian nhanh do xử lý bằng tín hiệu điện tử.
- Có khả năng cập nhật chương trình điều khiển do bộ nhớ chương trình lưu trữ bằng EEPROM.
- Lắp đặt đơn giản, kích thước hệ thống nhỏ, tiết kiệm không gian, dể dng cải tiến quy trình ssản xuất, thay đổi thông số chương trình khi có yêu cầu bằng việc thêm vào các môdul mở rộng và cấu trúc lại chương trình điều khiển.
- Có kkhả năng nối mạng với các PLC theo mạng chủ tớ( Master_ Slave) hay mạng ngang cấp.
- Dùng PLC ta có thể không cần đến các bộ rơle trung gian, thời gian, các bộ đếm do chúng được tích hợp trong bộ nhớ của PLC.
Với các ưu điểm trên, dần dần các hệ thống điều khiển bằng PLC đã thay thế cho điều khiển bằng rơle, trải qua nhiều giai đoạn, PLC hiện nay rất đa dạng về tính năng với nhiều chủng loại do nhiều tập đoàn thiết bị điện sản xuất. Hiện nay trên thị trường Việt Nam có thể tìm thấy OMRON và MITSUBISHI của Nhật, SIEMENS và FESTO của Đức, SCHNEIDER và TELEMECANIQUE của Pháp, AB (Allen_Bradley) của Mỹ và một số thương hiệu của Trung Quốc, Đài Loan v.v… Các PLC của từng hãng khác nhau có các tính năng khác nhau, một số PLC còn được nhà sản xuất cung cấp phần mềm mô phỏng (Run Time Screen) trên máy vi tính (PC) kèm theo phần mềm lập trình nhằm giúp người sử dụng dể dang kiểm tra chương trình điều khiển mà không cần thi công mạch điều khiển thực tế như họ PLC của hãng SCHNEIDER.
Đối với mỗi thương hiệu PLC , tuỳ theo nhu cầu của người sử dụng mà có nhiều chủng loại PLC khác nhau của cùng một hãng, lấy ví dụ với hãng SIEMENS có họ PLC S7_200 dùng cho các quy trình vừa và nhỏ, họ PLC S7_300 dùng cho các quy trình lớn. Trong cùng họ PLC, căn cứ vào số đầu vào và ra (Input/ Output) và khả năng lưu trữ bộ nhớ cũng phân ra làm nhiều dòng PLC khác nhau, đáp ứng mọi nhu cầu của người sử dụng, cụ thể như họ PLC S7_200 có dòng 21x bao gồm CPU 212, 214, 215, 216, dòng 22x bao gồm 221, 222, 224, 226 v.v…
Theo yêu cầu nhiệm vụ của luậ văn, họ PLC S7_200 của hãng SIEMENS được chọn cho việc điề khiển quy trình sản xuất nước tinh khiết đã trình bày ở phần đầu của luận văn.
- Giới thiệu về họ PLC S7_ 200 :
Như đã trình , họ S7_200 của hãng SIEMENS dùng cho việc điều khiển các quy trình sản xuất nhỏ ( Micro Programmable Logic Controller). Các PLC trong họ này có cấu trúc nhỏ gọn, dể mở rộng, ít tốn kém.
- Phân loại PLC S7_200:
Họ PLC S7_200 bao gồm hai dòng khác nhau, dòng cũ là dòng 21x bao gồm CPU 212, 214, 215, 216 các CPU này chạy trên chương trình STEP7_Micro/Win16. vào giữa năm 2000 SIEMENS cho ra đời dòng 22x chạy trên chương trình ứng dụng STEP7-Micro/ Win32, dòng 22x bao gồm CPU 221, 222, 224, 226. mỗi CPU trong cùng một dòng sử dụng chung một tập lệnh, chúng chỉ khác nhau về số đầu vào ra ( I/O) và dung lượng bộ nhớ chương trình cũng như bộ nhớ dữ liệu, tuỳ theo yêu cầu của quy trình điều khiển mà ta có sự lựa chọn chủng loại PLC phù hợp sao cho đạt được hiệu quả kinh tế cao nhất.
.................................................4
CHƯƠNG VI
ỨNG DỤNG CỦA PLC VÀO SẢN XUẤT NƯỚC TINH KHIẾT
6.1 Tìm hiểu số ngõ vào và ngõ ra của quy trình sản xuất:
Căn cứ vào số ngõ vào và ra của quy trình để chọn PLC có số đầu vào và ra tương ứng.
Bảng tổng kết các ngõ vào (tích cực mức 1)
Ngõ vào Dạng thiết bị Tên dùng trong chương trình. Tác dụng
I0.0 Cảm biến 1 Báo ngừng M1. Báo ngừng M1
I0.1 Cảm biến 2 Báo ngừng M2. Báo khởi động P1
I0.2 Cảm biến 3 Bao chiết trống. Báo chiết nước trống
I0.3 Công tắc định vị 1 Báo P1_đđạt. Báo Piston P1 đẩy đạt
I0.4 Công tắc định vị 2 Báo P1_lđạt. Báo Piston P1 lùi đạt
I0.5 Công tắc định vị 3 Báo P2_nđạt. Báo Piston P2 nâng đạt
I0.6 Công tắc định vị 4 Báo P2_hđạt. Báo Piston P2 hạđạt
I0.7 Công tắc định vị 5 Báo P3_nđạt. Báo Piston P3 nâng đạt
I1.0 Công tắc định vị 6 Báo P3_lđạt. Báo Piston P3 hạ đạt
I1.1 Công tắc định vị 7 Báo P4_hđạt. Báo Piston P4 hạ đạt
I1.2 Công tắc định vị 8 Báo P4 nđạt. Báo Piston P4 nâng đạt
I1.3 Công tắc định vị 9 Báo P5_đđạt. Báo Piston P5 đẩy đạt
I1.4 Công tắc định vị 10 Báo P5_lđạt. Báo Piston P5 lùi đạt
I1.5 Công tắc định vị 11 Báo P6_hđạt. Báo Piston P6 hạ đạt
I1.6 Công tắc định vị 12 Báo P6_nđạt. Báo Piston P6 nâng đạt
I1.7 Công tắc định vị 13 Báo P7_đđạt. Báo Piston P7 đẩy đạt
I2.0 Công tắc định vị 14 Báo P7_lđạt. Báo Piston P7 lùi đạt
I2.1 Công tắc định vị 15 Báo P8_hđạt. Báo Piston P8 hạ đạt
I2.2 Công tắc định vị 16 Boa 1P8_nđạt. Báo Piston P8 nâng đạt
I2.3 Công tắc điện từ 1 Ngừng M2. Báo ngừng M2
I2.4 Cảm biến quang 1 Báo hết nắp. Báo hết nắp
I2.5 Cảm biến quang 2 Báo đóng nắp. Báo cho P8 thực hiện đóng nắp
ĐỒ ÁN TỐT NGHIỆP ĐIỆN TỬ ỨNG DỤNG PLC VÀO DÂY CHUYỀN VỆ SINH VÀ VÔ BÌNH NƯỚC KHOÁNG



























