
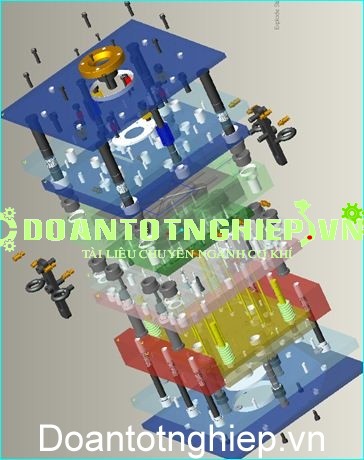
ỨNG DỤNG MODUL EMX VÀ PHẦN MỀM MOULDFLOW ĐỂ THIẾT KẾ KHUÔN ÉP NHỰA, CAD, file 2D, 3D thuyết minh....,file báo cáo, nguyên lý vận hành khuôn, tháo lắp, và cách bảo quản khuôn....Bản vẽ chi tiết sản phẩm....
Phần I:TỔNG QUAN VỀ NGÀNH NHỰA.
1. Tình hình ngành nhựa thế giới trong những năm gần đây:
Bước qua thiên niên kỉ mới, dựa trên nền tảng sự phát triển như vũ bảo của khoa học kỹ thuật, với mong muốn thỏa mản ngày càng tốt hơn nhu cầu của mọi người về mọi mặt, những công nghệ mới những vật liệu mới đã và đang được tìm kiếm và đưa vào trong sản xuất. nổi bật trên hết là loại vật liệu polymer nhân tạo với nhiều đặc tính như nhẹ , bền thích ứng tốt đối với điều kiện môi trường, dễ tái sinh , dễ tạo hình … đã được sử dụng ngày càng phổ biến. Sự cạn kiệt của nguồn tài nguyên như gỗ , kim loại …cũng là lý do thúc đẩy con người dần dần chuyển sang dùng nhựa thay thế các loại vật liệu khác.
Điều này thấy rõ thông qua bản đối chiếu chỉ số chất dẻo bình quân theo đầu người ở một số nước sau:
2.Tình hình ngành nhựa ở các nước ASIAN trong những năm gần đây:
Sau sự kiện khủng bố ở nước Mỹ ngày 11/9/2001 , sự khủng hoảng trầm trọng của nền kinh tế Mỹ ảnh hưởng nền kinh tế toàn cầu trong đó có khu vực ASIAN , có tác động đến ngành công nghiệp nhựa ở các nước ASIAN . Tuy nhiên, tiến độ phát triển ngành nhựa ở khu vực này vẫn đảm bảo tốc độ tăng trưởng 6% mỗi năm trong 5 năm (1999-2003) , cụ thể là từ 6,5 triệu tấn lên 9,44 triệu tấn giá trị tổng sản lượng từ năm 2004 trở đi.
Bảng 1.2 Tốc độ phát triển công nghệ chất dẻo ở các nước ASIAN từ năm 1999 đến năm 2003(triệu tấn)
Ở Thái lan , công nghiệp nhựa giữ một vị trí quan trọng trong việc phát triển công nghiệp quốc gia. Sản xuất nguyên liệu trong nước đạt 2 tỉ USD cho quốc gia và gia công sản phẩm nhựa đạt 4,6 tỉ USD trong tổng số 15 tỉ USD giá trị tổng sản phẩm công nghiệp thái lan.
Cùng với Thái Lan , Singapore là một trụ cột của AFPI (Liên đoàn nhựa các nước ASIAN) . Công nghệ tri thức phát triển đã thúc đẩy kinh tế nói chung và công nghiệp nhựa Singapore nói riêng luôn giữ vị trí hang đầu và là trung tâm xuất khẩu nguyên liệu nhựa của ASIAN ra thị trường thế giới.
3. Tình hình ngành nhựa Việt nam trong những năm gần đây:
Trước năm 1975 nước ta cũng có một số nhà máy sản xuất các sản phẩm nhựa thông dụng trong cuộc sống hằng ngày bằng các phương pháp cổ điển , lạc hậu. chính vì vậy mà chất lượng sản phẩm đạt được không cao không đáp ứng được yêu cầu của người tiêu dùng
Trước sự phát triển mạnh mẽ của ngành nhựa thế giới , ngành nhựa Việt nam trong những năm gần đây đã có tốc độ phát triển khá cao , bình quân 35% /năm trong khoảng thập niên 1988-1998 . Tổng vốn đầu tư nước ngoài đạt 1,7 tỉ USD và trong nước đạt 300 triệu USD . tổng giá trị sản phẩm nhựa tăng gấp 10 lần so với năm 1975 , làm cho Việt Nam trở thành quốc gia có ngành công nghiệp nhựa phát triển tích cực trong khu vực ASEAN
Sản phẩm nhựa của Việt Nam bắt đầu có chỗ đứng trên thị trường do mẫu mã đẹp cũng như chất lượng sản phẩm đã được nâng cao, có khả năng cạnh tranh và đẩy lùi sản phẩm của khu vực như Trung Quốc, Thái Lan, … do trong lĩnh vực thiết kế và sản xuất khuôn mẫu đã ứng dụng những phần mềm ưu việt như Pro/Engineer,Cimatron, MasterCam, Solidwork,… máy móc CNC, EDM hiện đại để thiết kế và chế tạo khuôn tự động, chính xác. Nói khác đi ngành nhựa của ta đang phát triển theo đúng xu hướng của thế giới. Nhưng nói đi thì cũng phải nói lại, giá cả của phần mềm cũng như máy móc còn khá cao so với khả năng đầu tư chung nên vẫn còn khá nhiều cơ sở nhỏ vẫn còn sử dụng các phương pháp thủ công, truyền thống để chế tạo khuôn.
Thêm một khó khăn lớn nữa là yếu tố con người vẫn chưa đáp ứng kịp cho sự phát triển. Nguồn nhân lực đào tạo ra hằng năm rất ít không đủ để cung cấp cho nhiều nhà máy xí nghiệp lớn sản xuất các sản phẩm nhựa trong khắp cả nước như xí nghiệp nhựa Rạng Đông, Bình Minh, Mô Tiến, Duy Tân, Tân Lập Thành, Đô Thành, Tân Tiến, Phú Vinh… Và hàng trăm cơ sở nhỏ nằm rải rác. Lấy ví dụ cụ thể, với dân số Việt Nam hiện nay không phải là nhỏ, trình độ dân trí ngày một cao do mức sống ngày một tăng lên thì nhu cầu đồ chơi cho trẻ em là một thị trường rất lớn, nhưng đầu tư cho lĩnh vực này còn rất ít và hầu như sản phẩm đồ chơi do ta sản xuất không được chấp nhận. Do đồ chơi của chúng ta sản xuất mẫu mã không đẹp, chất lượng kém. Nhưng nguyên nhân chính là ta không có đội ngũ thiết kế sản phẩm có chất lượng và không có công cụ hỗ trợ hợp lý và thiếu một đội ngũ bảo trì các máy ép nhựa và khuôn mẫu có nhiều kinh nghiệm.
Theo thống kê chưa đầy đủ thì sản phẩm nhựa tại Thành Phố Hồ Chí Minh chiếm khoảng 80% tổng sản phẩm nhựa trên toàn quốc, các tỉnh phía Bắc chủ yếu tập trung ở Hà Nội, Hải Phòng chiếm khoảng 14 đến 15%, các tỉnh miền Trung chủ yếu tập trung ở Đà Nẵng.
Theo những thông tin gần đây thì Tp.HCM nói riêng và nước ta nói chung
đã và đang thành lập các dự án lớn liên quan đến ngành nhựa như nhà ở bằng vật liệu nhựa PVC xốp và cứng cho người dân có thu nhập thấp và dân ở vùng thường xuyên chịu những ảnh hưởng do thiên tai gây ra; dự án tàu đánh bắt xa bờ làm bằng nhựa trọng tải khoảng 2000 tấn, không bị hủy hoại do môi trường nước biển,sóng gió dùng thay thế cho vỏ tàu bằng gỗ ngày càng khan hiếm; … tạo điều kiện cho ngành nhựa Việt Nam phát triển. Ngoài ra, trong kỳ họp ở Singapore của liên đoàn nhựa khối ASEAN, nước ta được giữ chức chủ tịch hiệp hội nhựa ASEAN từ năm 2001, việc này tạo điều kiện cho ta mở rộng mối quan hệ không chỉ với các nước ASEAN mà còn với các nước ngoài khu vực giúp ta tiếp cận được với thị trường thế giới. Hướng phấn đấu của ngành nhựa Việt nam đến năm 2010 phải đạt 1.8 triệu tấn và chỉ số chất dẻo trên đầu người phải đạt được 50 kg/người. Như vậy, so với thế giới và khu vực, ngành nhựa của ta vẫn còn yếu nhưng với tốc độ phát triển và nhu cầu như hiện nay thì chẳng mấy chốc ngành nhựa Việt Nam có thể vững mạnh.
PHẦN II:TỔNG QUAN VỀ KHUÔN NHỰA.
CHƯƠNG I: TỔNG QUAN VỀ CÔNG NGHỆ ÉP PHUN
1.1 . CÔNG NGHỆ ÉP PHUN:
1.1.1. Khái niệm về công nghệ ép phun:
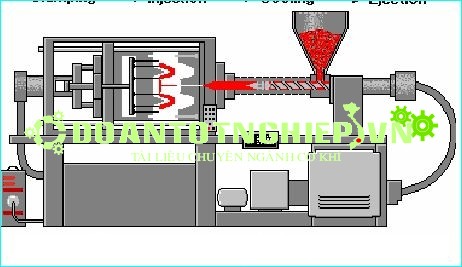
Một cách đơn giản nhất, công nghệ ép phun là quá trình phun nhựa nóng chảy điền đầy lòng khuôn. Khi nhựa được làm nguội và đông cứng lại trong lòng khuôn thì khuôn được mở ra và sản phẩm được đẩy ra khỏi khuôn nhờ hệ thống đẩy. Trong quá trình này không có bất kỳ phản ứng hòa học nào.
1.1.2. Chu trình ép phun :
Chu trình ép phun gồm bốn giai đoạn.
Giai đoạn kẹp (Claming phase): Khuôn đóng lại
Giai đoạn phun (Injection phase): Nhựa điền đầy vào khuôn.
Giai đoạn làm nguội (Cooling phase): Nhựa đông đặc lại trong khuôn.
Giai đoạn đẩy (Ejector phase) : Đẩy sản phẩm ra khỏi lòng khuôn
..........................................................
1.1.2.1. Giai đoạn kẹp :
Lúc đầu phần di động của khuôn di chuyển nhanh đến phần cố định nhưng sau đó chậm dần cho đến khi khuôn đóng hoàn toàn ( không xảy ra tiếng động lớn ). Khi khuôn đã đóng cũng là lúc áp lực kìm rất lớn được tạo ra để chống lại áp cao từ dòng nhựa bắn vào lòng khuôn. Điều này rất quan trọng vì nếu áp lực kìm không chống lại nổi áp lực phun thì khuôn sẽ bị hư hại và sản phẩm có ép được chắc chắn sẽ gặp khuyết tật.
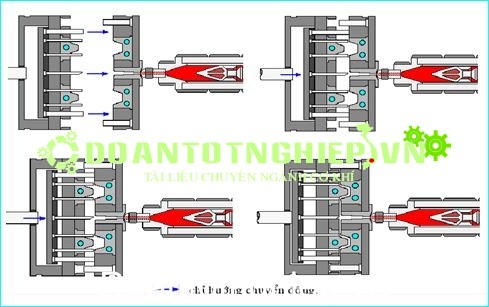
Hình 1.5 Giai đoạn đẩy sản phẩm ra khỏi khuôn.
1.1.3. Thời gian chu kỳ phun ép :
Thời gian chu kỳ ép phun là khoảng thời gian cần thiết để nhựa điền đầy lòng khuôn và bề dày sản phẩm đông đặc khoảng 90%. Như vậy thời gian chy kỳ sẽ là tổng các khoảng thời gian của từng giai đoạn ép phun. Các khoảng thời gian này là:
- Thời gian phun.
- Thời gian giữ : gồm thời gian định hình và thời gian làm lạnh.
- Thời gian mở khuôn.
- Thời gian đóng khuôn
1.1.4. Trọng lượng phun :
Trọng lượng phun được đo bằng trọng lượng của nhựa được phun khi đầu phun ở trạng thái không có giá đỡ (không tựa vào khuôn).
Trọng lượng phun của một máy phun nhựa thường được tính với PS có trọng lượng riêng là 1,05. Vì thế nếu vật liệu được phun không phải PS thì cần phải tính trọng lượng phun chính xác với loại vật liệu đó theo công thức sau:
Trọng lượng phun chất dẻo = (c b)/1,5
Với b : trọng lượng riêng chất dẻo (g/cm3)
c : trọng lượng phun của PS (g)
Trọng lượng riêng của một số loại chất dẻo thông dụng :
Chất dẻo Kí hiệu Trọng lượng tại 25OC
General Purpose Polystyrene GPPS (PS) 1.04 - 1.09
High Impact Polystyrene HIPS 1.14 - 1.20
Acrylonitrile Butadiene Styrene ABS 1.01 - 1.08
Acrylonitrile Styrene AS (SAN) 1.06 - 1.10
Low Density Polyethylene LDPE 0.89 - 0.93
High Density Polyethylene HDPE 0.94 - 0.98
Polypropylene PP 0.85 - 0.92
Plasticized Polyvinyl Chloride (soft) PPVC 1.19 - 1.35
Unplasticized Polyvinyl Chloride (rigid) UPVC 1.38 - 1.41
Polyamide-6 PA-6 1.12 - 1.15
Polyamide-66 PA-66 1.13 - 1.16
Polymethyl Methacrylate PMMA 1.16 - 1.20
Polycarbonate PC 1.20 - 1.22
Polyoxymethylene (Polyacetal) POM 1.41 - 1.43
Polyethylene Terephthalate PET 1.29 - 1.41
Polybutylene Terephthalate PBT 1.30 - 1.38
Cellulose Acetate CA 1.25 - 1.35
Polyphenylene Oxide, modified PPO-M 1.04 - 1.10
Polyphenylene Sulfide PPS 1.28 - 1.32
Bảng 1.1 Trọng lượng riêng của một số loại chất dẻo thông dụng
1.1.5. Thể tích phun.
Thể tích phun tính trên lý thuyết bằng diện tích cắt ngang trục vít nhân với khoảng phun.



























