
thiết kế khuôn ép nhựa mặt nạ xe máy, đồ án môn học công nghệ chế tạo máy thiết kế khuôn, bài tập lớn công nghệ chế tạo máy thiết kế khuôn
IV. Các bản vẽ:
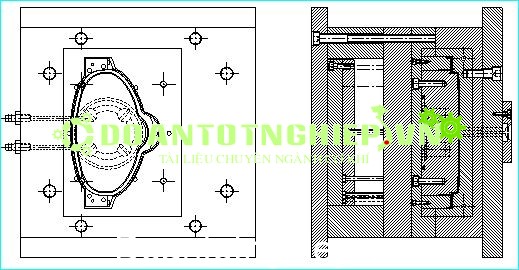
4.1 Bản vẽ chi tiết khuôn mặt đồng hồ xe máy
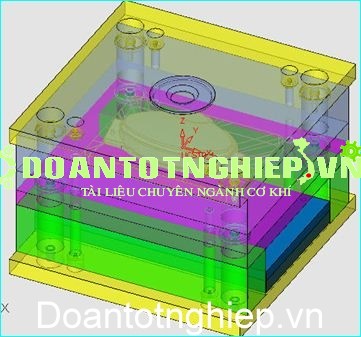
4.2 Bản vẽ lắp khuôn mặt đồng hồ xe máy
4.3 Bản vẽ tách các chi tiết trong bộ khuôn
4.4 Bản vẽ một số loại khuôn cơ bản
4.5 Bản vẽ giới thiệu chung về khuôn và phân nhóm khuôn
4.6 Bản vẽ tháo sản phẩm ra khỏi khuôn
4.7 Bản vẽ các bước thiết kế khuôn
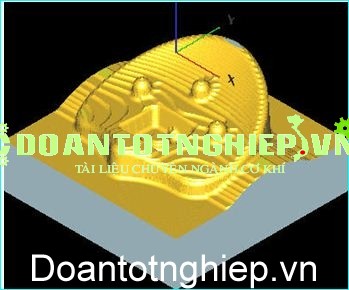
4.8 Bản vẽ 3D chi tiết và quá trình xung chi tiết
4.9 Bản vẽ quá trình gia công chầy và cối của bộ khuôn mặt đồng hồ xe máy
Mục lục
Lời nói đầu. 1
Mục đích của đề tài 1
Chương : i Tổng quan về tình hình làm khuôn mẫu. 4
1.1 Tình hình làm khuôn trên thế giới 4
1.1.1 Lịch sử phát triển. 4
1.1.2 Tình hình làm khuôn. 5
1.2 Tình hình làm khuôn tại Việt Nam... 5
1.2.1 Lịch sử phát triển. 5
1.2.2 Tình hình làm khuôn. 6
Chương: ii Chất dẻo và công nghệ gia công chất dẻo. 8
2.1 Tìm hiểu vật liệu polymer. 8
2.1.1 Khái niệm chất dẻo. 8
2.1.2 Phân loại và tính chất 10
2.2 Công nghệ gia công chất dẻo. 13
2.2.1 Sử dụng chất dẻo trong khoa học kỹ thuật 13
2.2.2 Các phương pháp gia công chất dẻo. 17
Chương : iii Các kiểu khuôn ép phun. 24
3.1 Phân loại các bộ khuôn ép phun. 24
3.1.1 Cấu tạo chung và cách phân loại 24
3.1.2 Đặc điểm cấu tạo và nguyên lý hoạt động của các bộ khuôn. 29
1. Khuôn hai tấm.. 29
2. Khuôn ba tấm.. 30
3. Khuôn nhiều tầng. 32
4. Khuôn không rãnh dẫn. 33
5. Khuôn cho sản phẩm có ren. 35
3.2 Phân loại nhóm sản phẩm chi tiết phù hợp với các loại khuôn. 38
3.2.1 Phân tích ưu nhược điểm các loại khuôn. 38
3.2.2 Phân nhóm chi tiết phù hợp với các loại khuôn. 39
3.3 Xây dựng quy trình thiết kế và chế tạo các bộ khuôn ép phun cơ bản…………………………………………………………………………..41
Chương : iv. 69
Thiết kế bộ khuôn điển hình có sử dụng phần mềm cimatron.e. 69
4.1 Thiết kế và gia công bộ khuôn ứng dụng các phần mềm tin học. 69
4.1.1 Giới thiệu công nghệ CAD/CAM/CAE.. 69
4.1.2 Sử dụng phần mềm Cimatron.E trong thiết kế và gia công khuôn. 74
4.2 Thiết kế bộ khuôn áp dụng quy trình thiết kế đưa ra. 89
4.2.1 Các bước thiết kế bộ khuôn cho mặt trước đồng hồ xe máy. 89
4.2.2 Sử dụng phần mềm Cimatron.E trong thiết kế và gia công bộ khuôn. 102
4.3 Bảo dưỡng, bảo quản khuôn. 139
4.3.1 Kiểm tra khuôn. 139
4.3.2 Lắp đặt khuôn. 139
4.3.3 Hoạt động của khuôn. 140
4.3.4 Lưu giữ khuôn. 140
Kết luận và đề xuất 142
Tài liệu tham khảo. 145
Chương: i Tổng quan về tình hình làm khuôn mẫu
1.1 Tình hình làm khuôn trên thế giới
1.1.1 Lịch sử phát triển
Ngành khuôn nhựa trên thế giới ra đời và phát triển từ rất lâu đời, từ khi nhu cầu cần thiết của con người về sản phẩm làm ra từ vật liệu nhựa, như đồ dùng bằng nhựa ( cốc nhựa, chậu, ghế …), vỏ các thiết bị máy móc cũng làm bằng nhựa ( xe máy, quạt …).
Cách đây gần 200 năm, một nhà nghiên cứu người Anh Joseph Priestley (1733-1809) trong các thí nghiệm của mình đã nhận thấy có một hiệu quả ăn mòn vật liệu gây ra bởi sự phóng điện.
Đến 1943, hai vợ chồng người Nga Lazarenko tìm ra cánh cửa dẫn tới công nghệ gia công tia lửa điện. Khi các tia lửa điện được phóng ra, vật liệu trên bề mặt phôi bị hớt đi bởi một quá trình điện - nhiệt thông qua sự nóng chảy và bốc hơi kim loại mà không phụ thuộc vào độ cứng của vật liệu-đó là quá trình gia công bằng tia
Ngày nay, quá trình gia công EDM đã được phát triển rộng rãi ở các nước phát triển, nhiều loại máy hoạt động trong lĩnh vực EDM đã được sản xuất với nhiều kiểu khác nhau để phục vụ những mục đích khác nhau. Với các thuật toán điều khiển mới, với các hệ thống điều khiển CNC cho phép gia công đạt năng suất và chất lượng cao mà không cần có sự tham gia trực tiếp của con người.
Có hai phương pháp công nghệ gia công tia lửa điện được sử dụng rộng rãi trong công nghiệp là:
+ Gia công tia lửa điện dùng điện cực định hình, gọi tắt là phương pháp “xung định hình” (EDM-Die sinking). Điện cực là một hình không gian bất kỳ mà nó in hình của mình lên phôi tạo thành một lòng khuôn.
+ Gia công tia lửa điện bằng cắt dây (EDM-Wire cutting). đây điện cực là một dây mảnh (d = 0,1¸0,3 mm) được cuốn liên tục và được chạy theo một công tua cho trước, nó sẽ cắt phôi theo đúng công tua đó.
Các hệ thống điều khiển CNC hiện có trên thị trường có tiến bộ rất nhiều, các hệ thống điều khiển CNC đã có mặt ở các máy xung định hình, các chuyển động hành tinh và chuyển động theo công tua của một điện cực có hình dáng đơn giản cho phép gia công xung định hình các hình dáng phức tạp
Xu thế phát triển chung của các ngành công nghiệp trên thế giới là chế tạo ra các sản phẩm thoả mãn yêu cầu của khách hàng, thị trường và cung cấp hàng ngày với chất lượng cao đảm bảo tốt các dịch vụ sửa chữa, bảo hành. Đồng thời các nhà sản xuất phải tìm cách giảm giá thành chế tạo, tăng năng suất và chất lượng của sản phẩm. Do đó kỹ thuật CAD/CAM-CNC trở thành trọng tâm nghiên cứu, phát triển và ứng dụng rộng rãi trên nhiều quốc gia trong đó có Việt Nam.
Chu kỳ hình thành sản phẩm công nghiệp theo phương thức hiện đại là ứng dụng kỹ thuật CAD/CAM-CNC để thiết kế gia công và lắp ráp sản phẩm nhằm sáng tạo sản phẩm nhanh đáp ứng nhu cầu của thị trường. Trong đó kỹ thuật vi xử lí máy tính và kỹ thuật dò hình số hoá từ vật mẫu là công cụ đắc lực để sáng tạo sản phẩm công nghiệp.
Cimatron là hệ thống tích hợp đặc sắc nhất được dùng trong lĩnh vực thiết kế và gia công cơ khí do nhóm chuyên gia của nhật bản và Isael hợp tác xây dựng từ những năm 1990. Chỉ trong mấy năm mà hệ thống này được các công ti hàng đầu thế giới sử dụng và khoảng 85% sản phẩm ngành công nghệ cao được tạo ra bởi sự trợ giúp của Cimatron
1.1.2 Tình hình làm khuôn
Trên thế giới hiên nay đã đạt được rất nhiều thành tựu về ngành công nghiệp khuôn mẫu. Các loại khuôn nhựa cho sản phẩm rất phức tạp, khuôn cho sản phẩm to nhỏ bất kì .
Trên thế giới áp dụng các phân mềm tự động hoá cho tất cả các nguyên công thiết kế do vậy thời gian cho thiết kế một bộ khuôn khá nhanh so với tại Việt Nam và giá thành để làm ra sản phẩm cũng được giảm bớt, do áp dụng công nghệ điển hình lên chất lượng sản phẩm cũng cao hơn ở Việt Nam.
1.2 Tình hình làm khuôn tại Việt Nam
1.2.1 Lịch sử phát triển
Trước đây việc chế tạo chày và cối của khuôn ép các sản phẩm nhựa thường được chế tạo bằng các phương pháp cắt gọt truyền thống gặp rất nhiều khó khăn khi lòng khuôn có hình dạng phức tạp. Việc chế tạo lòng khuôn còn phụ thuộc nhiều vào trình độ người thợ, thời gian chế tạo khuôn dài và độ chính xác lòng khuôn thấp.
Tại Việt Nam thì ngành công nghiệp khuôn mẫu mới chỉ bắt đầu thực sự từ những năm 1990 khi cuộc hội thảo đầu tiên về khuôn ép nhựa diên ra lần đầu tiên tại thành phố Hồ Chí Minh khi đó thì các nhà máy nhựa đều do Liên Xô để lại các kỹ sư lúc đó rất thiếu những tài liệu tham khảo về khuôn ép nhựa với dự án quốc gia VIE85/012 những con số, bảng biểu, thông tin kỹ thuật đã được hỗ trợ rất nhiều bởi tài liệu của người Nhật và những người châu Âu.
Nước ta việc sản xuất các sản phẩm từ nhựa phục vụ cho đời sống cũng như trong kỹ thuật đang được phát triển rất mạnh mẽ, số lượng các cơ sở sản xuất ứng dụng khoa học kĩ thuật các phần mềm công nghệ vào sản xuất, đặc biệt là trong lĩnh vực gia công khuôn mẫu, nó đã giải quyết được các khó khăn trước đây và đem lại hiệu quả kinh tế rất cao.
Sản phẩm nhựa xuất hiện trong hầu hết các lĩnh vực khoa học kỹ thuật cũng như trong đời sống hàng ngày. Trong các ngành công nghiệp nhẹ, từ trước đến nay đã sử dụng rất nhiều các chi tiết thiết bị chế tạo từ vật liệu Polyme. Trong các ngành công nghiệp nặng xa kia hầu hết các chi tiết máy, các thiết bị đều đđược chế tạo từ thép. Ngày nay, các chi tiết ít chịu lực đã bắt đầu đđược chế tạo từ vật liệu nhựa, cá biệt một số loại nhựa có tính chịu lực cao, chịu nhiệt, chịu mài mòn và chịu môi trthường mà các loại thép bị phá huỷ, được thay thế thép để chế tạo các chi tiết máy làm việc trong các điều kiện nói trên. Trực quan nhất, trong đời sống hàng ngày, hầu hết các vật dụng cần thiết phục vụ cho cuộc sống đều là các sản phẩm nhựa.
1.2.2 Tình hình làm khuôn
Nhưng hiên nay công việc làm khuôn tại Việt Nam vẫn còn nhiều nguyên công mà người công nhân còn phải thực hiện rất thô sơ ví dụ như nguyên công mài bóng thường được người làm khuôn dùng các loại bột cứng ( bột kim cương, bột ôxít nhôm…) và được trà sát bằng vải những nguyên công này thường mất rất nhiều thời gian và làm giảm năng suất làm khuôn và làm tăng giá thành của bộ khuôn.
Như vậy mặc dù ngành công nghiệp khuôn mẫu ở nước ta thời gian gần đây phát triển rất mạnh nhưng so với thế giới thì vẫn còn rất non trẻ và đang tiếp cận dần với tốc độ phát triển của ngành công nghiệp thế giói.
Các phần mềm tuy mới được đưa vào Việt Nam trong những năm gần đây nhưng nó đã tạo được sự quan tâm thu hút của nhiều công ty,doanh nghiệp lớn nhỏ và được ứng dụng rộng rãi trong nhiều lĩnh vực, đặc biệt là trong công nghệ chế tạo các bộ khuôn mẫu. Trang bị máy công cụ gia công điều khiển số CNC để chế tạo khuôn mẫu phục vụ cho cơ sở ngày càng phổ biến ở các doanh nghiệp. Đặc biệt ở các doanh nghiệp miền Bắc có thể kể đến các công ty và các Viện tiếp cận sớm nhất với máy CNC và chế tạo khuôn mẫu như: Viện IMI, Công ty HAMECO, VINASHIOKI,… song sản phẩm của họ vẫn ở mức đơn giản, chất lượng thấp, tuổi thọ ngắn.
Kĩ thuật CAD/CAM có vai trò đặc biệt quan trọng trong việc thiết kế và chế tạo ra các bộ khuôn mẫu phức tạp và có độ chính xác cao. Rất nhiều công ty như Kim khí Thăng Long, nhựa Hà Nội, Hoà Phát, HAMECO… Đã đầu tư vào các phần mềm CAD/CAM như: CATIA, Cimatron, Pro/E, MasterCa… Sản xuất của các Công ty trên có sự đóng góp rất lớn của hệ phần mềm tích hợp CAD/CAM.
Hiện nay hầu hết các trường đại học, cao đẳng đã đưa vào giảng dạy môn học CAD/CAM-CNC với các kiến thức mới và được cập nhật khá thường xuyên như trường ĐHBK Hà Nội. Trường cao đẳng sư phạm Hưng Yên,… Tuy nhiên sinh viên vẫn phải “học chay” mà không có điều kiện thực hành một cách có hệ thống. Ngoài nguyên nhân không có máy CNC công nghiệp hoặc có nhưng mới chỉ mang tính chất trưng bày để sau những bài lý thuyết thì người học biết được hình thù thực tế của máy.
Chính vì tình hình phát triển và sản xuất khuôn mẫu như trên mà chúng em đã mạnh dạn tìm hiểu nghiên cứu đề tài về thiết kế và gia công khuôn ứng dụng các phần mềm CAD/CAM/CAE để phục vụ cho tốc độ phát triển rất cao của ngành công nghiệp khuôn ép phun tại Việt Nam.
..........................................................................
+Định lại một số tham biến cần thiết cho yêu cầu gia công của chi tiết.
Thiết lập thông số chế độ cắt
Chọn số vòng quay( Spin), lượng tiến dao (Feed), các thông số của máy gia công…
Phân tích chế độ gia công
Sau khi thiết lập các thông số , để thấy được hành trình gia công của dao ta nhấn nút Excute để phân tích quá trình gia công đã lựa chọn.
Cimatron E sẽ cho ta thấy đường chạy dao và các điểm trong quá trình gia công.
Bước 7: Mô phỏng quá trình gia công
Trong bước này chúng ta có thể thấy được toàn bộ công việc chúng ta thực hiện ở các bước trên có thực sự tối ưu và chính xác không
Hình 4.16 : Mô phỏng quá trình gia công
Bước 8: Xuất ra file với mã G để thực hiện gia công trên các máy CNC
Với file mã G được tự động tính toán với hàng chục nhgìn câu lệnh chúng ta có thể thấy được sự hữu ích của phần mền cad/cam/cnc với tốc độ phát triển theo cấp số nhân của công nghiệp
4.2 Thiết kế bộ khuôn áp dụng quy trình thiết kế đưa ra
4.2.1 Các bước thiết kế bộ khuôn cho mặt trước đồng hồ xe máy
Với quá trình tìm hiểu và thiết kế các bộ khuôn điển hình chúng em đã có đầy đủ các kiến thức cần thiết cho việc thiết kế một bộ khuôn với bất kỳ sản phẩm được giao
Theo như trình bầy ở các chương trước chúng ta đã phân loại khuôn ra thành các họ phù hợp, với sản phẩm chúng em được giao là mặt trước của đồng hồ xe máy:
Hê thống cửa được gia công trên tâm khuôn chứa cối (Cavity)
Bước 11 Hệ thông làm mát
Với chi tiết này ta thấy chi tiết không qua mỏng với độ dầy trung bình khoảng b= 2,5 mm ta chỉ cần bố trí hai đường ống làm mát dọc theo chiều dài chi tiết như hình vẽ dưới đây:
.........................................
11.Bước 11:
Ta sẽ thiết kế nốt các phần còn lại như hệ thông đẩy, hệ thống làm mát, hệ thống cuống phun, móc vận chuyển cho khuôn… nhờ thư viện có sẵn trong CimatronE
2/ Quy trình công nghệ và gia công lòng khuôn nhờ phần mềm CIMATRON.E
Trong phần này chúng ta sẽ nghiên cứu kỹ phần gia công core (cối) và cavity (Cavity) dùng phần mềm CimatronE.
a.Quy trình công nghệ gia công Core (phần cối)
Với phần cối ta không thể dùng một lần phay để tạo ran gay được phần cối vì phần tai của chi tiết có độ phức tạp rất cao nếu phay có thẻ thực hiện được nhưng thời gian phay sẽ rất lâu và rất dễ sẩy ra gẫy dao do phải dùng các con dao phay mặt đầu đường 
4.3.2 Lắp đặt khuôn.
Theo qui tắc chung, phải kiểm tra các điểm sau đây trước khi lắp đặt khuôn:
Nếu khuôn đã được sử dụng từ trước, xem xét xem nó đã được kiểm tra hoặc sửa chữa chỗ hỏng chưa?.
Kiểm tra đầu vào và ra của kênh nước băng cách thổi khí nén để chắc chắn rằng kênh nước thông và sạch.
Chắc chắn vòng định vị ăn khớp chính xác với lỗ ở tâm của tấm khuôn cố định. Điều đó sẽ đảm bảo độ thẳng hàng chắc chắn của cuống phun và vòi phun.
Kiểm tra chiều cao tổng của khuôn có vượt quá khoảng sáng của máy không
Kiểm tra giá trị lực kẹp khi gia công
Theo quy tắc thực tế, chắc chắn trọng lượng lớn nhất của phát đạn là đủ cho khối lượng của sản phẩm.
Một thực tế tốt là kiểm tra độ song song của hai tấm khuôn trước khi lắp khuôn, kiểm tra các bu lông kẹp vòng an toàn có kẹp chắc chắn không, các trụ đỡ có bám bụi bẩn hoặc phoi kim loại không.
Đặt khuôn vào hai nửa đóng vào nhau. Điều đó ngăn ngừa hai nửa khuôn khỏi bị các hư hỏng có thể xảy ra trong khi lắp khuôn.
Không nên cố gắng lắp khuôn nặng bằng tay, cần sử dụng máy nâng cần cẩu phù hợp hoặc cơ cấu xích ròng rọc. Xích ròng rọc có thể điều chỉnh chậm nhưng rất tốt.
Giữ cho xích cùng với khuôn cho đến khi cả hai nữa đã gắn chặt vào tấm khuôn. Đối với khuôn nặng, đó là một thực tế tốt để tránh kẹp bulông lắp ở tấm di động để tránh bất kỳ một chuyển động đi xuống nào của khuôn trong quá trình.
Trong lúc tháo khuôn, không bao giờ được gõ búa vào khuôn trong khi các bulông an toàn vẫn còn chặt, nếu không sẽ làm hỏng khuôn và bộ phận máy nối với khuôn. trong khi khuôn còn được giữ bởi xích chỉ nới lỏng một nửa bulông an toàn và làm các điều chỉnh cần thiết thông qua bulông.
4.3.3 Hoạt động của khuôn.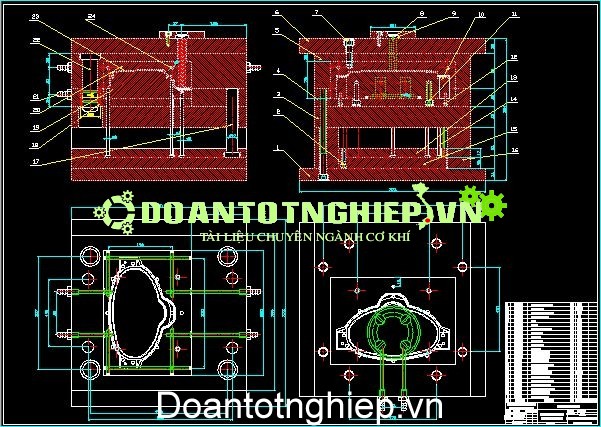
Để đảm bảo chất lượng của sản phẩm tốt, khuôn phải được duy trì ở nhiệt độ làm việc của nó.
Khi tháo khuôn bằng tay, không nên sử dụng dụng cụ kim loại cứng hoặc cạnh sắc để tránh bị xước bề mặt khuôn hoặc các cạnh sắc có thể làm cho bề mặt phân khuôn không quy tắc. Nó tạo nên khe hở dọc theo đường phân khuôn của sản phẩm.
Không bao giờ được sờ tay vào bề mặt nhẵn bóng của khuôn để không để lại dấu vết dể gây ăn mòn kim loại.
Người thợ điều khiển máy phải xem xét các khuôn có sẵn sàng làm việc không. Nói cách khác nếu có điều gì bất thường phải dừng máy ngay và báo cho người lắp khuôn để có những đo đạc điều chỉnh cần thiết.
Nếu máy không được sử dụng qua đêm thì cần bôi trơn lên bề mặt nhẵn bóng của khuôn một lớp mỏng kerosin hoặc turpenline.
Khi không làm việc, tất cả các khuôn có phần tử lò xo tự do cần được ở vị trí thả lỏng.
Khuôn không hoạt động cần phải để mở nhưng phải phủ bằng vải khô.
Trước khi nghỉ cần để cho hệ thống nước làm nguội liên tục được tuần hoàn cho đến khi khuôn nguội.
4.3.4 Lưu giữ khuôn.
Cần phải giữ sản phẩm cuối cùng được tháo ra khỏi khuôn để làm tham khảo cho bất kỳ sự sửa chữa nào. Cần làm nhãn của sản phẩm với tên của nó, kích thước, vật liệu, số khuôn và số sản xuất của chính sản phẩm đó.
Tất cả các bộ phận khuôn cần được kiểm tra và sửa chữa trước khi đưa vào kho để nó thường xuyên sản sàng cho đến khi có yêu cầu sản xuất tiếp theo.
Các khuôn được xác định là sẻ không đưa vào sản xuất cần phải được tháo ra, loại ra, để cho các giá hoặc phòng chứa khuôn không có lẫn khuôn hư hỏng.
Di chuyển tất cả các đầu lắp kênh nước vì chúng dể bị hư hỏng khi lưu trữ. Thổi khí nén vào đầu vào của kênh nước cho đến khi nước ra hết và hơ cho nó khô. Đậy kín một đầu kênh nước cho đến khi nước ra hết và hơ cho nó khô, đậy kín một đầu kênh và rót vào kênh nước một loại dầu khoáng thích hợp. Chắc chắn rằng mọi phần của kênh đã được bôi dầu thì tháo dầu khỏi kênh và nút tất cả các miệng kênh bằng nút kim loại màu. làm điều đó để giữ khuôn được lâu dài.
Bôi mỡ tất cả các chi tiết của khuôn và giữ kín chúng trong thời gian lưu giữ.
Đối với khuôn có lò xo không nên đóng chặt, đặt các nêm cao su phù hợp ở trạng thái mở khuôn để giữ cho lò xo ở vị trí tháo lỏng và bịt kín các lỗ bằng các băng để tránh bẩn hoặc hơi ẩm. Đối với khuôn nhỏ chỉ cần cho vào trong túi nilông là được.
Khuôn cần được sắp xếp phù hợp với kiểu của chúng hoặc phù hợp với số và vị trí của nó trên giá nặng và giữ trong phòng sạch.
Để dễ xác định, tất cả các khuôn đều phải có tên hoặc số khuôn.
Tài liệu tham khảo
1/. Sổ tay công nghệ chế tạo máy tập 1 [1]-PGS.TS Nguyễn Đắc Lộc-PGS.TS Lê Văn Tiến-PGS.TS Ning Đức Tốn-TS Trần Xuân Việt-Nhà xuất bản khoa học và kỹ thuật-2001.
2/. Sổ tay công nghệ chế tạo máy tập 2 [2] -PGS.TS Nguyễn Đắc Lộc-PGS.TS Lê Văn Tiến-PGS.TS Ning Đức Tốn-TS Trần Xuân Việt-Nhà xuất bản khoa học và kỹ thuật-2001.
3/. Sổ tay công nghệ chế tạo máy tập 3 [3] -PGS.TS Nguyễn Đắc Lộc-PGS.TS Lê Văn Tiến-PGS.TS Ning Đức Tốn-TS Trần Xuân Việt-Nhà xuất bản khoa học và kỹ thuật-2001.
4/. Công nghệ chế tạo máy tập 1 [4]-Trường đại học Bách Khoa Hà Nội-Khoa Cơ Khí-Bộ môn công nghệ chế tạo máy- Nhà xuất bản khoa học và kỹ thuật-2002.
5/. Công nghệ chế tạo máy tập 2 [5]- Trường đại học Bách Khoa Hà Nội-Khoa Cơ Khí-Bộ môn công nghệ chế tạo máy- Nhà xuất bản khoa học và kỹ thuật-2002.
6/. Thiết kế đồ án công nghệ chế tạo máy [6]-PGS.TS Trần Văn Địch - Nhà xuất bản khoa học và kỹ thuật-2002.
7/. Vật liệu chất dẻo-Tính chất và công nghệ gia công-PGS.TS Phạm Minh Hải-Năm 2003.
8/. Tài liệu giảng dạy khuôn nhựa – Lê Gia Bảo-Nguyễn Tuấn Anh-Nguyễn Xuân Huy-Nguyễn Hữu Tuấn. Hiệu đính: YAMAMOTO FUJIO
9/. Phương pháp gia công khuôn – VINASHIROKI
10/. Tiêu chuẩn thiết kế – VINASHIROKI
11/. Tiêu chuẩn khuôn cơ sở – FUTABA
12/. Tiêu chuẩn thép làm khuôn - ASSAB





























