
thiết kế máy bẻ lưới thép, thuyết minh máy bẻ lưới thép, quy trình sản xuất máy bẻ lưới thép, bản vẽ nguyên lý máy bẻ lưới thép, bản vẽ thiết kế máy bẻ lưới thép, tập bản vẽ các chi tiết trong máy, Thiết kế kết cấu máy, Thiết kế động học máy
MỤC LỤC
Trang
LỜI NÓI ĐẦU............................................................................................... 1
CHƯƠNG I : PHÂN TÍCH SẢN PHẨM....................................................... 3
CHƯƠNG II : LÊN Ý TƯỞNG , PHÂN TÍCH Ý TƯỞNG VÀ CHỌN Ý TƯỞNG 6
CHƯƠNG III:BẢN VẼ KẾT CẤU SƠ BỘ-NGUYÊN LÝ HOẠT ĐỘNG.... 12
CHƯƠNG IV: PHÂN TÍCH KHUÔN BẺ LƯỚI THÉP................................ 14
CHƯƠNG V: BẢN VẼ SƠ BỘ KẾT CẤU CHÍNH...................................... 16
CHƯƠNG VI: TÍNH TOÁN ĐƯỜNG KÍNH VÀ HÀNH TRÌNH CỦA XILANH 17
CHƯƠNG VII:SƠ ĐỒ ĐIỀU KHIỂN KHÍ NÉN........................................... 20
CHƯƠNG VIII: TRÌNH TỰ LẮP RÁP VÀ ĐIỀU CHỈNH........................... 24
CHƯƠNG IX: TÍNH KIỂM BỀN CỦA CHI TIẾT........................................ 38
CHƯƠNG X: KẾT LUẬN............................................................................. 43
Trong giai đoạn công nghiệp hóa ngày nay,cùng với sự phát triển chung của ngành cơ khí chế tạo máy,hàng loạt máy móc thiết bị ra đời nhằm tiết kiệm sức lao động của con người đem lại năng suất lao động,hiệu quả kinh tế cao hơn.Và áp dụng cơ khí hóa trong sản xuất là đề án quan trọng để phát triển ngành công nghiệp hiện đại ở nước ta,nhờ các ưu điểm nổi trội của công nghệ khí nén-thủy lực mà nền cơ khí chế tạo ở nước ta cũng vươn lên ở một tầm cao mới.
Lưới thép là một trong những sản phẩm quan trọng được sử dụng rộng rãi trong nghành xây dựng tạo ra các khung xương của sàn bê tông, nhằm tăng độ cứng vững,bền bỉ cho các công trình xây dựng.
Việc tạo ra các khung xương đó bằng phương pháp thủ công mất rất nhiều thời gian và công sức,vì vậy máy bẻ lưới thép hoạt động bằng thủy lực-khí nén ra đời với những ưu điểm hơn hẳn các phương pháp thủ công như:máy vận hành êm,ít gây tiếng ồn,độ an toàn cao,tiết kiệm đáng kể thời gian,nhân công lao động…
Máy bẻ lưới thép có kết cấu đơn giản,sử dụng các bộ phận chi tiết được tiêu chuẩn hóa như thép hình chữ I,các pittong,van,đường ống…
Máy bẻ lưới thép được thiết kế có cảm biến khống chế hành trình xilanh,đảm bảo độ ổn định trong quá trình làm việc,độ an toàn cho người vận hành máy.
Qua máy bẻ lưới thép ta cũng thấy được phần nào tầm quan trọng của thủy lực-khí nén trong ngành cơ khí chế tạo máy nói riêng và nền công nghiệp hóa nói chung.
CHƯƠNG I: PHÂN TÍCH SẢN PHẨM
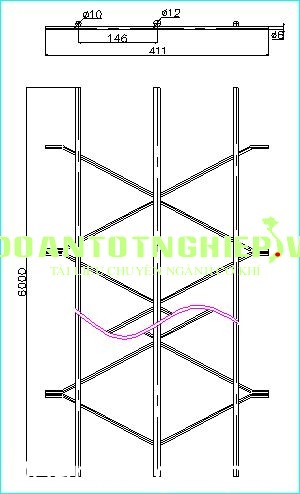
Vật liệu ban đầu là tấm lưới thép dài 6m được hàn dính vào 1 cây sắt có đường kính 12 mm và 2 cây sắt có đường kính 10 mm như hình vẽ:
Nguyên nhân chế tạo ra máy bẻ lưới thép: Việc bẻ tấm lưới trên bằng phương pháp thủ công rất phức tạp,không hiệu quả ngược lại còn mất nhiều thời gian,nhân công và sức lao động.Vì vậy việc chế tạo ra một loại máy để cải thiện các hạn chế trên là một điều tất yếu và cấp bách nhằm tăng hiệu quả làm việc,tăng năng suất lao động.
Sản phẩm lưới thép trên được sử dụng trong ngành xây dựng,cụ thể ở đây chúng được dùng làm các khung,sườn để đổ bêtông.Những tấm lưới này có tác dụng làm tăng thêm độ cứng vững cho các sàn bêtông đó.
........................................................................................................
NGUYÊN TẮC HOẠT ĐỘNG:
Phôi được trên trục đở có gắn lò xo,pittông từ từ hạ xuống đẩy khuôn ép đi xuống ép phôi xuống khuôn tạo thành hính dáng cần tạo. Khi pittông đi lên kéo khuôn ép đi lên,đồng thời trục đở củng từ từ đi lên ( nhờ vào sức bật của lò xo) đẩy sản phẩm đi lên.
ƯU ĐIỂM:
- Có thể thay đổi góc của sản phẩm bằng cách thay đổi khuôn.
- Sau khi sản phẩm hoàn thành sẻ được lò xo nâng lên giúp dễ dàng cho việc lấy sản phẩm ra khỏi khuôn.
- Chỉ cần dùng 1 pittong để di chuyển khuôn ép.
- Cấu tạo khuôn đơn giản.
NHƯỢC ĐIỂM:
- Không thay đổi được độ cao sản phẩm
- Độ cứng vững của khuôn không cao.
- ..................................................
CẤU TẠO:
1.Khuôn dập.
2.Đế gắn khuôn.
3.Pittông.
4.Trục đở nâng khuôn.
NGUYÊN TẮC HOẠT ĐỘNG:
Phôi được đặt trên khuôn dập,pittông từ từ hạ xuống ép phôi vào khuôn dập tạo thành hình dáng sản phẩm.Ta có thể thay đổi góc,độ cao của sản phẩm bằng cách nâng hạ độ cao của trục đỡ.
ƯU ĐIỂM:
- Thay đổi được độ cao của sản phẩm bằng cách nâng hoặc hạ độ cao của khuôn.
- Cấu tạo khuôn đơn giản nên dễ dàng chế tạo.
- Có thể dể dàng thay đổi khuôn để chế tạo những sản phẩm khác nhau.
NHƯỢC ĐIỂM:
- Cần nhiều pittông để ép thành sản phẩm.
- Độ cứng vững của khuôn không cao.
CẤU TẠO:
1.Khuôn dập.
2.Đế gắn khuôn.
3.Pittông.
4.Tấm đế.
5.Đế treo pittong.
6.Cánh dập.
7.Đế khung.
8.Chốt.
NGUYÊN TẮC HOẠT ĐỘNG:
Phôi được đặt trên khuôn dập,pittông hạ xuống giữ phôi cố định, 2 pittông ở 2 bên hạ xuống đẩy cánh dập đi xuống ép phôi vào khuôn tạo thành hình dáng sản phẩm.
ƯU ĐIỂM:
- Dễ dàng gia công được các sản phẩm có hình dáng khác nhau nhờ thay thế các khuôn có hình dạng khác nhau.
- Độ cứng vững cao.
- Lực phân bố đều,khuôn bẻ được gia công chính xác nên đảm bảo được yêu cầu của chi tiết gia công.
- Máy hoạt động bằng cơ cấu thủy lực nên rất êm,không gây tiếng ồn.
NHƯỢC ĐIỂM:
- Việc chế tạo khuôn khá phức tạp.
KẾT LUẬN:
So sánh ba ý tưởng trên ta chọn ý tưởng 3.Vì:
-Độ cứng vững cao.
-Lực phân bố đều,khuôn bẻ được gia công chính xác nên đảm bảo được yêu cầu của chi tiết gia công.
-Máy hoạt động bằng cơ cấu thủy lực nên rất êm,không gây tiếng ồn.
.................................................................................................
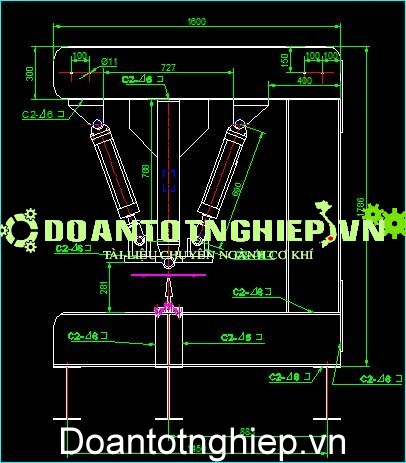
Khuôn có hình dạng như hình trên , khuôn dài 6200 mm được tạo thành do sự lắp ghép của 3 khuôn có chiều dài 1200 mm và hai khuôn có chiều dài 1300mm giống nhau.
ƯU ĐIỂM:
- . Độ cứng vững tốt , độ chính xác cao.
- .Định vị chi tiết gia công dễ dàng.
- .Dễ dàng quan sát khi máy làm việc.
- .Lực phân bố đều trên toàn bộ khuôn đảm bảo yêu cầu của chi tiết gia công.
NHƯỢC ĐIỂM:
- Yêu cầu của khuôn phải chính xác nên việc gia công hơi khó khăn , phức tạp.
- Khuôn cồng kềnh , định vị khuôn trên máy cũng khá phức tạp vì nó đòi hỏi phải có độ cứng vững cao.
............................................................................................................
CHƯƠNG VI: TÍNH TOÁN ĐƯỜNG KÍNH VÀ HÀNH TRÌNH CỦA XILANH
Theo yêu cầu thiết kế ta có:
+Xilanh 1:
Lực tác dụng thực tế khi cần pittong đi ra là 1809 N.
Lực tác dụng thực tế khi cần pittong đi ngược trở về là 1690 N.
Lực ma sát bằng 10% lực lý thuyết.
Áp suất làm việc là 4 bar.
Đường kính trong của xilanh là:
.............................................................................................
CHƯƠNG VII:SƠ ĐỒ ĐIỀU KHIỂN KHÍ NÉN
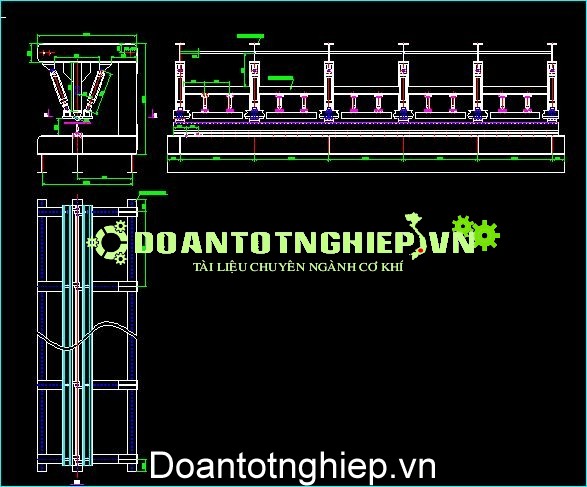
Hệ thống khí nén gồm 10 xylanh A , 12 xylanh B,một xylanh C , van đảo chiều 4/2 , van tiết lưu một chiều điều chỉnh bằng tay , bộ lọc , nguồn,nam châm điện , khóa k , đường ống…
Để đơn giản hóa ta xét một cụm của hệ thống khí nén trên:
+Hai xylanh A đi xuống kẹp chặt phôi vào khuôn.
+Hai xylanh B đi xuống thưc hiện quá trình ép định hình thành sản phẩm.
+Một xylanh C làm nhiệm vụ đẩy sản phẩm ra ngoài.
Sau khi ép xong hai xylanh B kéo vị trí ban đầu. Hai xylanh A kéo về vị trí ban đầu nhả sản phẩm đã được gia công ra. Xylanh C đi ra tiến hành quá trình đẩy sản phẩm trượt trên rãnh khuôn.
Kết thúc quá trình làm việc của máy.
..........................................................................................................
Dựa vào kết quả trên ta thấy:
+Ứng suất lớn nhất tác động lên khung là 5.645 MPa.
+Ứng suất bền của thép C45 là 360 MPa.
So sánh ta thấy ứng suất tác động lên khung nằm trong giới hạn cho phép của thép C45.Do đó khung vẩn đảm bảo độ bền và có thể dùng thép C45 để làm khung.
CHƯƠNG X: KẾT LUẬN
NHẬN XÉT ĐỀ TÀI
-Máy bẻ lưới thép có thể gia công được sản phẩm theo yêu cầu.
-Các chi tiết cấu tạo nên máy có cấu tạo đơn giản dể dàng chế tạo.
-Thời gian gia công sản phẩm được rút ngắn nhiều so với sản xuất thủ công như trước đây.
HƯỚNG CẢI TIẾN:
Thêm vào cơ cấu cấp phôi tự động để tăng năng suất, khả năng hoạt động của máy.





















