
CHƯƠNG I:GIỚI THIỆU SẢN PHẨM UỐN
I.Tính năng kỹ thuật sản phẩm thép uốn
Uốn là một trong nhóm các phương pháp gia công kim loại không phoi,tạo hình sản phẩm bằng cách đưa phôi qua hệ thống con lăn,trục uốn hoặc hệ thống khuôn uốn có lỗ hình được thiết kế sẵn để tạo ra sản phẩm mong muốn.Do đó sản phẩm có hình dạng của lổ hình được thiết kế và mang các đặc điểm sau:
*Ưu điểm:
-Bề dày sản phẩm bằng hoặc thay đổi rất ít so với bề dày ban đầu,do đó ta có thể chọn phôi có bề dày tương ứng bề dày của sản phẩm để khỏi cán mỏng phôi và tiết kiệm được thời gian uốn.
-Chi phí gia công thấp ,tiết kiệm vật liệu,năng lượng.
-Giá thành sản phẩm rẻ.
-Kết cấu có khả năng chịu lực tốt.
-Khối lượng sản phẩm gọn nhẹ,mỹ thuật.
-Chủng loại sản phẩm đa dạng.
-Một số sản phẩm uốn nguội có tính chất lượng bề mặt rất tốt có thể uốn được sản phẩm đã được phun sơn,xi mạ,mà sau khi uốn không cần phải sơn hoặc xi mạ lại.
-Sản phẩm có chiều dài tùy ý.
*Nhược điểm:
-Đối với sản phẩm uốn nguội tồn tại ứng suất dư.
-Chỗ bán kính cong dể bị rỉ sét.
-Uốn nguội không uốn được trụ đặt có kính thước lớn,phạm vi giới hạn bán kính uốn nhỏ,dể bị nứt gãy.
-Lực cần thiết để uốn lớn.
*Phân loại quá trình uốn:
+Theo trạng thái nhiệt khi uốn:
-Uốn nóng:bán kính có phạm vi rộng hơn so với uốn nguội,chất lượng bề mặt kém do bị oxi hóa,do phải nung cung cấp nhiệt nên chỉ uốn được sản phẩm có bề dày tương đối lớn đảm bảo quá trình nung phôi không chảy,lực uốn giảm so với uống nguội.
-Uốn nguội:chất lượng bề mặt tốt hơn ,lực uốn lớn,đòi hỏi công suất máy lớn nên chỉ sử dụng cho sản phẩm có bề dày nhỏ.
+Theo chế độ làm việc ta có:
-Uốn liên tục:phôi đươc cung cấp liên tục,thường được áp dụng cho sản xuất lớn,quá trình tự động hóa.
-Uốn gián đoạn:thường được sản xuất với quy mô vùa và nhỏ.
+Theo đó tùy theo yêu cầu về hình dạng,kích thước sản phẩm ,dạng sản xuất mà ta chọn phương pháp gia công cho phù hợp.
II.Nhu cầu và sự phát triển của thép hình uốn trong công nghiệp và dời sống xã hội
*Trong công nghiệp:
-Xây dựng nhà xưởng:làm khung để lợp các mái nhà tạm,kết cấu gọn nhẹ và được sử dụng nhanh trong các việc làm linh kiện dân dụng.
*Trong đời sống:
-Được ứng dụng nhiều trong xây dựng nhà cửa,trưởng học.v..
Ngoài ra còn được ứng dụng rất nhiều trong các lĩnh vực như ô tô,sản xuất máy công nghiệp để làm thân máy đơn giản.v..
Với sự phát triển của khoa học kỹ thuật,nhu cầu đời sống con người ngày càng cao đòi hỏi sản phẩm ngày càng tăng và đa dạng và chất lượng sản phẩm đạt tiêu chuẩn cao là điều tất yếu.
Với dân số ngày càng tăng và rất đông,việc xây dựng công trình nhà cửa ,xí nghiệp cơ quan để phục vụ xã hội cũng tăng, đòi hỏi một số lượng lớn về sản phẩm uốn do đó sự cấn thiết về chất lượng, chủng loại cũng rất đa dạng.
Hiện nay bình quân sản lượng thép nước ta trong năm còn rất thấp, một số sản phẩm còn thiếu phải nhập từ nước ngoài với giá rất cao.
Trong giai đoạn xây dựng cơ sở hạ tầng phục vụ cho quá trình CNH,HĐH đất nước ,nhà nước ta đả chủ trương phấn đấu đến năm 2012 đạt từ 15%đến 30%/năm.
Hiện nay trong thành phố có khoảng hơn 30 nhà máy sản xuất sản phẩm uốn với trên 100 chủng loại thép hình được phổ biến trong đó có một số sản phẩm có chất lượng chưa cao giá thành đắt,nên việc cải tiến chất lượng và xử lý bề mặt,giảm giá thành sản phẩm cũng là hướng phát triển trong tương lai.
Nhà nước ta cần có biện pháp khuyến khích ,hỗ trợ để các nhà đầu tư mạnh và phát triển một cách tốt hơn.
Trong tình hình hiện nay tài liệu về lĩnh vực này còn rất hạn chế,các công thức tính toán trong thiết kế còn dựa vào kinh nghiệm rất ít được phổ biến,do vậy rất khó khăn cho các nhà thiết kế trẻ,đặc biệt là các kỹ sư mới ra trường.Việc đầu tư phổ cập tài liệu,kinh nghiệm cho giới trẻ cũng là điểu kiện quan tâm hiện nay.
III.Nghiên cứu lý thuyết uốn hình
+ Uốn hình là một phương pháp gia công thường gặp trong nhóm phương pháp gia công biến dạng dẻo kim loại.
+ Uốn là biến phôi ban đầu phẳng thành phôi có profin đa dạng theo mong muốn .
+ Phôi ban đầu dem uốn thường là phôi tấm.
+ Phương pháp uốn là không uốn được trục đặc.
*Phân loại uốn:
- Theo trạng thái nhiệt ta có:uốn nóng,uốn nguội
- Theo phương pháp sản xuất:bán tự động và tự động
- Theo hình thức tạo hình sản phẩm:sử dụng máy ép,dập,con lăn định.
CHƯƠNG II:CÁC PHƯƠNG PHÁP THIẾT KẾ
I.Các phương pháp tạo hình
1.Phương án 1:tạo hình bằng cách dập từng sóng uốn theo phương dọc sau đó dập theo phương ngang tạo sóng ngang.
*Ưu điểm:
-Phương án đơn giản,rẻ tiền dể thiết kế
-Thích hợp cho những nơi sản xuất nhỏ
*Nhược điểm
-Phương án này cắt phôi ở dạng rời,hoặc được cắt trước do đó khổ thép bị giới hạn chiều .
-Năng suất thấp
2.Phương án 2:tạo hình bằng cách uốn liên tục nhiều sóng cùng một lúc,phôi được cấp liên tục ở dạng cuộn sau khi ra khỏi giàn con lăn uốn sản phẩm được cắt theo chiểu dài mong muốn.
*Ưu điểm:
-Năng suất cao
-Dễ dàng cho việc tự động hóa
-Chiều dài sản phẩm uốn không bị hạn chế
-Kiểu dáng đa dạng hơn
*Nhược điểm
-Giá thành thiết bị cao
-Chiều ngang của thép uốn bị hạn chế
-Lượng dư co rút khi uốn sóng không theo một trình tự nhất định
3.Phương án 3:tạo hình bằng cách uốn sóng từ giữa trước rồi theo trình tự 2 sóng ở 2 bên.
-Phương án 3 còn có những ưu điểm của phương án 2 ,việc tạo hình theo phương án này tốt hơn, lượng dư co rút được lấy 2 bên dễ dàng hơn,không có hiện tượng kéo giật sóng khi uốn.
Do đó ,ta chọn phương án 3 để thiết kế máy cán xà gồ để tạo profin như trên
II.Các phương án chọn máy cán
Máy cán là loại máy gia công kim loại bằng áp lực(không tạo phoi)dể cán ra sản phẩm có hình dáng,kích thước nhất định.
Máy gồm 3bộ phận chính:nguồn động lực,bộ truyền động,các trục cán,...
Máy cán có nhiều loại như:máy cán hình.ống,tấm,hình đặc biệt,...
*Máy cán xà gồ là một dạng của máy cán hình,trong đó trục cán được trên khoét các lỗ hình dạng của sản phẩm
Các thông số của sản phẩm(xà gồ thép):a=2.5mm
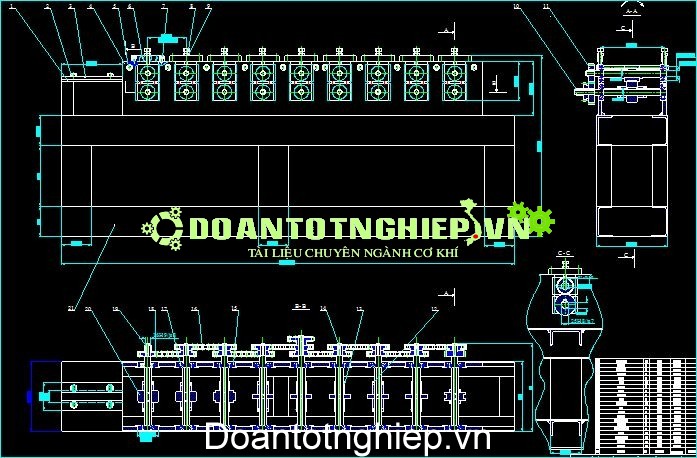
a.Bố trí trục cán
Máy cán 9 trục đôi.
Ta nhận thấy phôi liệu của ta là thép cuộn đã được gia công chuẩn bị sẳn,có nghĩa là bề dày và bề rộng đã được xác định với kích thước nhất định ta không cần gia công phá,gia công chuẩn bị phôi…và lại phôi liệu có bề dày nhỏ,lực để định hình
Hình không lớn lắm,không cần sử dụng nhiều trục thiết bị ít có cồng kềnh,kết cấu gọn nhẹ.
Chọn máy cán hình 2 trục
b.Theo cách làm việc ta phân ra:
Máy cán 2 trục đảo chiều dùng động cơ điện và truyền động xích và bánh răng.
III.Phương án và cách bố trí con lăn
Việc bố trí con lăn cũng có nhiều phương pháp,ở đây giới thiệu 2 phương án tiêu biểu:
-Phương án này thay đổi rất dễ dàng,chỉ cần tháo puli thay thế khi thay đổi sản phẩm hoặc sửa chửa,lúc này thao tác rất dễ dàng vì không cần tháo ổ đỡ.
Nhược điểm
-Kết cấu chịu lực yếu,phải dùng ổ đỡ chặn
-Chỉ thích hợp cho sản phẩm mỏng,lực uốn nhỏ
-Thích hợp sản xuất hàng loạt nhỏ và vừa.
*Ưu điểm:
-Phương án này kết cấu chịu lực tốt
-Thích hợp cho những sản phẩm có bề dày tương đối lớn
-Sản phẩm có độ cứng cao
-Sản phẩm có bề rộng tương đối lớn.
*Nhược điểm:
-Thay thế khó khăn khi thay đổi chủng loại sản phẩm hoặc thay thế sửa chửa
-Thích hợp cho sản xuất hàng loạt lớn
Theo hình dạng và kích thước cũng như nhu cầu sàn phẩm ta chọn phương án 2 là hợp lí nhất và phương án 2 để bố trí máy cán.IV.Các phương án bố trí truyền động
1.Truyền động đai:
*Ưu điểm:
-Có thể truyền động giữa các trục xa nhau
-Làm việc êm,không ồn nhờ vật liệu dẻo của đai
-Kết cấu và vận hành đơn giản
*Nhược điểm:
-Kích thước bộ truyền lớn
-Tỉ số truyền không ổn địch
-Tải trọng tác dụng lên trục và ổ lớn do căng đai
-Tuổi thọ thấp(từ 1000-5000 giờ)
Phạm vi sử dụng:bộ truyền đai được sử dụng khi khoảng trục tương đối xa,công suất truyền tải không quá 50kw và thường đặt ở trục có số vòng quay cao.
2.Truyền động xích
*Ưu điểm:
-Có thể truyền động giữa các trục cách nhau tương đối xa(khoảng 8m)
-Khả năng tải và hiệu suất cao hơn bộ truyền đai,kết cấu nhỏ gọn hơn
-Lực tác dụng lên trục nhỏ hơn truyền động đai
-Không có hiện tượng trượt,tỉ số truyền trung bình ổn định.
..............................................................................................................................................
CHƯƠNG V:CÁCH VẬN HÀNH MÁY
I.Công tác chuẩn bị
-Kiểm tra lại xem mọi thiết bị lắp đầy đủ chưa ,các bulong đã vặn chặt chưa,các chốt,hệ thống điện đã có cấm chưa…
-Kiểm tra xem có còn sót lại những dụng cụ vật liệu lại trên máy không.
-Kiểm tra vị trí tương đối giữa các lô cán,khe hở giữa các lô cán.
II.Vận hành và chạy thử
*Kiểm tra không tải
Trong quá trình máy chạy luôn quan sát theo dõi kiểm tra các hoạt động của các bộ phận máy,kiểm tra tốc độ chạy không tải…
*Kiểm tra khi có tải
Cho tole vào chạy thử xem các khe hở có phù hơp với tole không,tole cán ra có điều các mép không..
III.Cách bảo quản
Thường xuyên lao chùi các con lăn để không bị rỉ sét,châm dầu vào các ổ lăn,cảng xích khi bị dãn…
MỤC LỤC
CHƯƠNG I:GIỚI THIỆU SẢN PHẨM UỐN
I.Tính năng kỹ thuật sản phẩm thép uốn
II.Nhu cầu và sự phát triển của thép hình uốn trong công nghiệp và dời sống xã hội
III.Nghiên cứu lý thuyết uốn hình
CHƯƠNG II:CÁC PHƯƠNG PHÁP THIẾT KẾ
I.Các phương pháp tạo hình
II.Các phương án chọn máy cán
III.Phương án và cách bố trí con lăn
IV.Các phương án bố trí truyền động
CHƯƠNG III:TÍNH TOÁN THIẾT KẾ ĐỘNG LỰC HỌC
I.Tính toán động lực học
II.Tính toán thiết kế bộ truyền xích
III.Tính toán bộ truyền bánh răng
CHƯƠNG IV:TÍNH TOÁN VÀ THIẾT KẾ TRỤC VÀ THEN
I.Thiết kế trục
II.Chọn then
CHƯƠNG V:CÁCH VẬN HÀNH MÁY
I.Công tác chuẩn bị
II.Vận hành và chạy thử
III.Cách bảo quản
TÀI LIỆU THAM KHẢO





















