
THIẾT KẾ MÁY DÂY CHUYỀN MÁY CÁN TÔN TOLE TẤM (THÉP TẤM)
NỘI DUNG Thiết kế cải tiến bộ phận vận chuyển Tôn cuộn với tên gọi “XE RÙA”
Yêu cầu: Hệ thống điều khiển nâng đỡ chịu được tải trọng 10000 Kg ,vận tốc di chuyển phù hợp với điều kiện an toàn trong thực tế 40m/p. Quảng đường vận chuyển dài 5 mét.dùng xilanh thủy lực.
Vận hành êm, nhẹ nhàng, thuận lợi và an toàn.
- PHẦN BẢN VẼ:
- Bản vẽ sơ đồ nguyên lý.
- Bản vẽ lắp chung.
- Bản vẽ tách các chi tiết làm việc của máy.
- PHẦN THUYẾT MINH:
- Giới thiệu chung Phân tích đặc điểm của sản phẩm
- Chọn phương án thiết kế.
- Tính toán thiết kế chi tiết máy
- Tính toán các thông số cần thiết ( Lực kẹp,lực cắt . . .)
- Lập quy trình công nghê gia công 2 chi tiết quan trọng phù hợp với thiết bị của xí nghiệp
- Trình tự lắp ráp các bộ phận
-
Hướng dẫn sử dụng và bảo quản thiết bị máy
- Kết luận.
PHỤ LỤC
Lời nói đầu Chương I: Giới thiệu
Chương II: Tính toán thiết kế chi tiết máy
Chương III: Chọn phương án thiết kế
Chương IV: Lập quy trình công nghệ gia
công một vài chi tiết điển hình
Chương V: Trình tự lắp ráp các bộ phận
Chương VI: Hướng dẩn sử dụng và bảo
quản thiết bị
Chương VII: Kết luận chung
Tài liệu tham khảo
Chương I Giới thiệu
-
Mục đích, công dụng của máy:
- Xe rùa nâng chuyển tôn cuộn có tải trọng đến 10 tấn vào đúng vị trí cần thiết, để đưa cuộn tôn vào máy xả cuộn làm việc
- Vận tốc di chuyển phù hợp với điều kiện an toàn trong thực tế 40 m/phút. Quảng đường vận chuyển 5 mét.
-
Yêu cầu:
- Chịu được tải trọng lớn (trọng tải của cuộn tôn)
- Kích thướt nhỏ gọn
- Làm việc an toàn
- Nguyên lý:
Là một xe nâng chuyển, chuyển động thẳng và có khả năng nâng tole lên cao theo phương đứng đồng thời:
- - Hệ thống 4 bánh xe chuyển động thẳng được kéo bởi động cơ được truyền từ bộ truyền xích
- - Hệ thống thủy lực xy lanh di chuyển lên xuống nâng tole được dẫn hướng bởi 2 trục dẫn hướng.
Cấu tạo:
Nhìn chung hệ thống xe rùa chở tôn cuộn chia làm 2 phần:
Thân xe
Bệ nâng
- Thân xe:
Gồm nhiều tấm thép ghép lại, chứa hầu hết các phụ kiện của máy
- Khung thân máy
- Động cơ giảm tốc
- Bộ truyền xích: bánh xích, dây xích
- Trục chuyền động chính cho bánh xe trước
- Trục bánh xe sau
- Bốn bánh xe bằng thép
- Các ổ bi đủa đở chặn
- Bích dẫn hướng
- Vít dầu
- Các bulông
- Vít chìm
- Các then
- Hệ thống píttông xilanh:1 mặt bích trên và dưới xilanh
- Trục pittông
- Các bạc dẫn
- 4 thanh ren ép chặt kín mặt bích trên, dưới
- Các vòng ngăn dầu, ngăn bụi
- Bệ nâng: gồm nhiều tấm thép ghép lại và bắc thêm vào 2 trục dẫn hướng
- Nguyên tắc vận hành:
Động cơ giảm tốc qua bộ truyền xích nối với trục trên (trục chuyển động chính) kéo 2 bánh xe trước lăn với tốc độ chậm xấm xỉ bằng người đi bộ. 2 bánh trước kéo 2 bánh sau và kéo toàn bộ hệ thống đi chuyển lăn trên đường ray.
Tole cuộn chứa trên bệ máy được nâng lên bởi bộ 1 hệ thống thủy lực
Chương II: Tính toán và thiết kế chi tiết máy
- Tính toán bộ truyền xích
Tỉ số truyền xích 1:1, tỉ số truyền của động cơ qua hộp tốc độ là 1:30
- Chọn loại xích:
Ta chọn xích ống con lăn:
- Giá thành rẽ
-
Vận tốc nhỏ.........................................................
Chương III:
Phân tích chọn phương án thiết kế
-
Phân tích sản phẩm:
- Sản phẩm làm việc: tole cuộn
- Vật liệu tole là thép CT3
- Cơ tính giới hạn:
- Độ cứng HB=140
- Là cuộn tole có kích thướt: đường kính lớn nhất của cuộn là 1.4m
- Chiều dài lớn nhất của cuộn là: 2m
- Khối lượng (tải trọng lớn nhất là 10 tấn)
- Tấm thép dày 0.8-3 mm
- Phương án thiết kế:
Ta nhận thấy 1 cơ cấu nâng chuyển tole vừa chuyển cuôn tole mà vừa có khả năng nâng tole lên xuống nên ta chọn phương án:
- Hệ thống 4 bánh xe được kéo bởi động cơ để di chuyển tole: vừa đơn giản vừa chịu được tải trọng cao, dể sửa chửa bảo quản thay thế
- Hệ thống thuỷ lực nâng tole: kết cấu hệ thống đơn giản, chịu được tải trọng lớn hoạt động êm, bền, chính xác.
Chương IV:
Lập quy trình công nghệ gia công một số chi tiết điển hình
- Lập quy trình gia công chi tiết trục dẩn hướng:
Phân tích chức năng nhiệm vụ và tính công nghệ của chi tiết:
Chi tiết: dạng trụ
Chức năng làm việc của chi tiết: trượt, dẩn hướng chống xoay, chịu tải trọng va đập
Nhiệm vụ:
Chi tiết chi tiết trượt trong ống dẫn hướng nên yêu cầu: độ bóng, độ cứng cao để chống ma sát gây mòn chi tiết.
Vât liệu: C45
Thành phần hoá học
...............................................
THIẾT KẾ MÁY XẢ CUỘN TÔN (THÉP TẤM)
NHIỆM VỤ THIẾT KẾ
Yêu cầu của đồ án là thiết kế máy xả cuộn tôn đảm bảo yêu cầu về thông số hoạt động và đặc tính kỹ thuật cho trước:
- Đảm bảo tính bền, an toàn kinh tế, dễ dàng vận hành, bảo trì.
- Góp phần tăng năng suất cho dây chuyền máy nắn tôn.
- Kích thước nhỏ gọn nhất có thể để phù hợp với không gian làm việc trong xưởng.
-
Đặc tính kỹ thuật:
- Đường kính cuộn lớn nhất 1,6m
- Vận tốc xả cuộn 30-40 m/p
- Số vòng quay trục gá 6 đến 20 v/p
- Bề rộng cuộn 1,6m
- Máy có thể kẹp được cuộn có đường kính lỗ thay đổi từ 410-480 mm
Mục lục
Trang
NỘI DUNG
- Lời nói đầu ……………………………………………………………..
- Lời cảm ơn……………………………………………………………..
- Nhiệm vụ thiết kế………………………………………………………
- Mục lục…………………………………………………………………
- Chương I: GIỚI THIỆU TỔNG QUAN VỀ MÁY XẢ CUỘN
- Chương II: THIẾT KẾ SƠ BỘ MÁY XẢ CUỘN………………………
- Yêu cầu thiết kế………………………………………….
- Các phương án thiết kế…………………………………
- Nguyên lý……………………………………………….
- Chương III: TÍNH VÀ THIẾT KẾ CÁC CƠ CẤU TRONG MÁY
- Tính toán và chọn động cơ dầu …………………………
- Tính lực cần thiết để kẹp chặt cuộn và áp suất pistong kẹp
- Tính chiều dày thành máy ………………………………
- Tính áp suất và lực tác dụng của cụm tang thắng……….
- Tính và chọn bộ truyền xích…………………………….
- Tính trục bánh xích chủ động……………………………
- Tính trục gá………………………………………………
- Tính và chọn ổ bi………………………………………..
- Tính then………………………………………………..
- Chương IV: QUY TRÌNH CÔNG NGHỆ
- Quy trình công nghệ gia công cánh hoa………………..
- Quy trình công nghệ gia công trục gá………………….
- Chương V: KẾT LUẬN
- Tài liệu tham khảo…………………………………………………….
CHƯƠNG I
GIỚI THIỆU TỔNG QUAN VỀ
MÁY XẢ CUỘN TÔN
Máy xả cuộn tôn là máy dùng để xả tôn cuộn thẳng ra trước khi tôn được nắn thẳng nhờ máy nắn thô và máy nắn tinh. Trong dây chuyền nắn tôn thì máy xả cuộn là máy thứ nhất trong hệ thống máy đóng vai trò cung cấp phôi cho các máy phía sau.
Máy xả cuộn thường gặp vấn đề về vận tốc xả so với máy nắn thô và máy nắn tinh, nếu vận tốc xả của máy nhanh hơn của máy nắn thô thì tôn sẽ bị đùn lại, nếu vận tốc xả của máy nhỏ hơn máy nắn thô thì sẽ không cung cấp đủ tôn cho máy nắn thô và khi đó hệ thống sẽ tạm dừng làm việc. Do đó phải có một cơ cấu làm nhiệm vụ khắc phục sự cố này. đó là nhờ hệ thống tang thắng thủy lực, vận tốc xả cuộn luôn lớn hơn hoặc bằng vận tốc nắn của máy nắn thô cả khi đường kính ngoài của cuộn nhỏ lại nên khi đường kính ngoài của cuộn lớn thì lượng tôn xả ra nhiều và dễ dẫn đến hiện tượng tôn bị đùn lại, khi đó hệ thống tang thắng dưới tác dụng của hệ thống điện, thủy lực sẽ thắng trục gá của máy lại làm cho máy ngừng hoạt động và không xả tôn ra nữa.
CHƯƠNG II:
THIẾT KẾ SƠ BỘ MÁY XẢ CUỘN TÔN
I .YÊU CẦU KỸ THUẬT CỦA MÁY:
Máy dùng để xả cuộn có đường kính tối đa là 1,6m với lỗ bên trong có đường kính thay đổi từ 410-480 mm, bề rộng cuộn tối đa là 1,6 m, máy sử dụng động cơ thủy lực có công suất 5,2 Kw cho ra vận tốc xả là 30-40 m/p.
II. CÁC PHƯƠNG ÁN THIẾT KẾ MÁY:
- Phương án 1: Sử dụng họp giảm tốc và ly hợp siêu việt:
Chuyển động quay từ động cơ được chuyền tới hộp giảm tốc qua bộ truyền đai, qua ly hợp siêu việt làm cho bộ truyền xích hoạt động tuyến chuyển động tới trục gá làm cho trục gá và ben quay cụm pitong phía sau cũng quay theo, khi vận tốc xả của cuộn nhanh hơn máy nắn thô thì cuộn được ngừng xả bằng hệ thống tang thắng ,khi vận tốc xả của cuộn nhỏ hơn của máy nắn thô (khi cuộn nhỏ lại) thì nhờ cơ cấu ly hợp siêu việt sẽ làm cho đĩa xích chủ động quay lồng không đối với trục của hộp giảm tốc .Do đó sẽ không gây ảnh hưởng đến hộp giảm tốc và động cơ.
- Phương án 2: Sử dụng hệ thống bơm dầu và motor dầu.
Động cơ dầu có công suất 2,5 Kw quay nhờ áp lực dầu của bơm dầu qua bộ truyền cacđăng làm cho trục bánh xích chủ động quay kéo bánh xích chủ động được hàn trên trục gá quay cùng chiều với nó, trục gá quay dẫn tới ben quay làm cho cả cụm pittong phía sau quay theo và cuộn được xả ra nhờ chuyển động quay này.
Ưu điểm của dộng co dầu là tốc độ của nó có thể điều chỉnh được nhờ van tiết lưu do đó ta có thể điều chỉnh sao cho vận tốc xả của cuộn luôn lớn hơn vận tốc của máy nắn thô.
]Với 2 phương án thiết kế như trên ta chọn phương án dùng động cơ dầu để thay thế cho việc phảisử dụng hộp giảm tốc và ly hợp siêu việt vì:
- Vừa đơn giản được cơ cấu của máy ,thuận tiện trong quá trình thiết kế.
- Vừa có thể điều chỉnh được vận tốc xả của máy nhờ van tiết lưu.
III.NGUYÊN LÝ LÀM VIỆC CỦA CÁC CỤM, CƠ CẤU TRONG MÁY:
1.Nguyên lý kẹp chặt cuộn: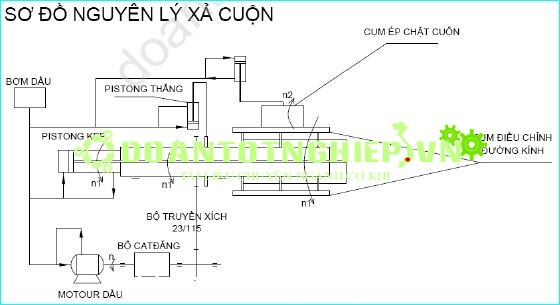
Mô tơ dầu quay nhờ áp lực dầu từ bơm dầu ,mô tơ dầu quay sẽ truyền chuyển động quay tới đĩa xích chủ động thông qua bộ truyền Cacđăng làm cho đĩa xích chủ động quay cùng chiều với môtơ dầu qua đó đĩa xích bị động cũng quay theo,mà đĩa xích bị động gắn trên trục gá nên khi nó quay sẽ làm cho trục gá quay cùng chiều với nó ,trục gá quay sẽ làm cho khối đỡ mang cuộn tôn và cụm pistong bẹp phía sau cũng quay theo khi cuộn tôn quay nó sẽ được xả ra ,đây là nguyên lý để xả cuộn. Để đảm bảo cho độ cứng vững trong quá trình xả ta làm thêm cụm ép chặt cuộn, cụm này gồm có 1 pistong và một trục lăn. Cụm này cũng do bơm dầu điều khiển thông qua tác động của pistong, dưới tác động của pistong thì trục lăn luôn luôn tì sát trên bề mặt cuộn để giằng cuộn trong trường hợp cuộn bị đùn. Trục lăn quay ngược chiều với trục giá.
3.Nguyên lý hoạt động của cụm tang thắng:
Cấu tạo của tang thắng gồm có các bộ phận chính: một pistong thủy lực, một tay dòn có thể quay quanh chốt gắn phía đầu cần pistong, một bố thắng, một đầu của bố thắng được gắn với thân máy nhờ cụm chi tiết số 5, một đầu được gắn với tay đòn thông 8 bulong M18. Trong quá trình máy xả cuộn nếu vận tốc xả của máy lớn hơn vận tốc làm việc của máy nắn thô thì tôn sẽ bị đùn lại ở chỗ gọi là “hố bù” , tại đây có gắn một tiếp điểm điện nếu cuộn bị đùn lại thì nó sẽ trùng xuống và chạm vào tiếp điểm điện, khi tiếp điểm này bị tác động thì nó sẽ tác động đến tiếp điểm điện ở van cung cấp dầu vào motor dầu làm cho dầu không được bơm vào motor nữa và motor dầu ngừng hoạt động, đồng thời nó cũng tác động đến tiếp điểm điều khiển van 4/2 cung cấp dầu vào pistong thắng làm cho cần của pistong này đi ra đẩy tay đòn xoay quanh chốt, kéo bố thắng xuống thắng trục gá lại làm cho trục gá ngừng quay và tôn không được xả ra nữa. Khi tôn không bị đùn nữa thì nó sẽ không còn tác động vào tiếp điểm ở hố bù nữa lúc này tiếp solenoi điều khiển van cung cung cấp dầu vào motor tác động trở lại
dầu lại được bơm vào motor làm motor quay bình thường đồng thời tiếp điểm chỗ van 4/2 cũng ngừng tác động và lò xo sẽ đẩy van 4/2 về vị trí cũ và dầu sẽ vào pistong đẩy pistong đi về, lúc này bô thắng sẽ không còn tác động đến trục gá nữa và trục gá lại quay bình thường tiếp tục xả cuộn tôn ra.
4.Nguyên lý hoạt động của cụm ép chặt cuộn: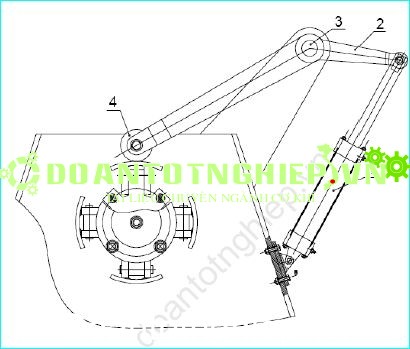
Cụm ép chặt cuộn đóng vai trò giằng cuộn trong quá trình xả tránh không cho cuộn bung ra.
Cụm ép chặt cuộn gồm có các bộ phận chính: pistong thủy lực (1), tay đòn (2), con lăn (4).
Sau khi gá cuộn lên trục gá và kẹp chặt cuộn thì ta sẽ mở van đưa dầu vào pistong làm cho cần pistong đi ra tác động vào tay đòn làm cho tay đòn quay quanh chốt (3), khi đó con lăn sẽ đè lên bề mặt cuộn làm cho cuộn không bị bung ra trong quá trình xả, đồng thời con lăn quay ngược chiều với trục gá nên không gây cản trở đến chuyển động quay của trục gá. Bề mặt con lăn luôn đè lên bề mặt của cuộn trong quá trình xả do áp lực dầu luôn được cung cấp vào pistong nên khi cuộn nhỏ lại thì cần pistong sẽ vươn ra dài hơn và con lăn sẽ hạ xuống để luôn tiếp xúc với bề mặt cuộn. Khi cuộn được xả xong thì ta mở van đưa dầu vào pistong theo đường đẩy pistong về và con lăn được nâng lên để tạo không gian trống cho việc gá cuộn mới lên.
5.Nguyên lý hoạt động của cum pistong: ...........
CHƯƠNG III
TÍNH TOÁN CÁC CƠ CẤU TRONG
MÁY XẢ CUỘN
I . TÍNH TOÁN VÀ CHỌN MOTOR DẦU:
(còn nữa..................................
*. TÀI LIỆU THAM KHẢO:
|
TT |
Tên sách |
Tác giả |
NXB |
Nơi xuất bản |
Năm |
|
1 |
Sổ tay dụng cụ cắt và dụng cụ phụ |
GS.TS Trần Văn Địch |
NXB khoa học và kỹ thuật |
Hà Nội |
2004 |
|
2 |
Sổ tay thiết kế cơ khí 1,2,3 |
PGS.TS Hà Văn Vui Nguyễn Chỉ Sáng |
NXB khoa học và kỹ thuật |
Hà Nội |
2004 |
|
3 |
Sổ tay công nghệ chế tạo máy 1,2,3 |
GS.TS Nguyễn Đắc Lộc PGS.TS Ninh Đức Tốn |
NXB khoa học và kỹ thuật |
Hà Nội |
2006 |
|
4 |
Chế độ cắt gia công cơ khí |
Nguyễn Ngọc Đào Trần Thế Sang Hồ Viết Bình |
NXB Đà Nẵng |
|
2001 |
|
5 |
Sổ tay dung sai lắp ghép |
Ninh Đức Tốn |
|
Hà Nội |
2005 |
|
6 |
Giáo trình dung sai lắp ghép và đo lường |
Ninh Đức Tốn |
NXB Giáo Dục |
Tp. Hồ Chí Minh |
205 |
|
7 |
Thiết kế chi tiết máy |
Nguyễn Trọng Hiệp Nguyễn Văn Lẫm |
NXB Giáo Dục |
|
2005 |
|
8 |
Vẽ kỹ thuật cơ khí 1,2 |
Trần Hữu Quế |
NXB Giáo Dục |
Tp. Hồ Chí Minh |
2005 |
.................................................................................................................................................................................................................
THIẾT KẾ CHẾ TẠO MÁY NẮN TINH TÔN

MỤC LỤC
Trang
Phần I: Nguyên lý hoạt động chung của máy trong
dây chuyền máy nắn tôn ............................................................. 4
PhầnII: Thiết kế từng cụm máy trong máy nắn tôn
Chương I.Thiết kế hộp truyền lực................................................... 6
Chương II.Thiết kế cụm các đăng truyền...................................... 46
Chương III.Thiết kế cụm trục cán.................................................... 62
Chương IV.Thiết kế cụm nâng...................................................... 108
Phần I: Nguyên Lý Hoạt Động Chung Của Máy Trong Dây Chuyền Máy Nắn Tôn
- Đế máy
- Động cơ điện
- Hộp truyền lực kiểu hộp số
- Các đăng truyền lực
- Bộ nâng hạ dầm trục máy nắn trên: 4 bộ truyền trục vít – bánh vít, hệ truyền động xích các đăng.
- Trục nắn di động : Dầm trên, trục nắn, trục đỡ.
- Trục nắn cố định.
- Cấu tạo của cụm máy nắn tinh:
- Máy nắn tinh gồm các phần cơ bản sau: động cơ điện, đế máy, hộp truyền lực kiểu hộp số, các đăng truyền lực, các đăng nâng, các trục nắn cố định, các trục nắn di động, tay quay điều chỉnh, vách đỡ trục nắn, bộ truyền trục vít – bánh vít và ngoài ra còn có một số bộ phận phụ khác giúp cụm máy làm việc hoàn thiện hơn.
- Trong các bộ phận nêu trên, hoạt động của hai bộ phận được xem là ảnh hưởng nhiều nhất đến sản phẩm là hộp truyền lực và các trục nắn. Bởi vì các tấm tole sau khi cán phải có độ phẳng nằm trong giới hạn cho phép. Do đó, hộp truyền lực phải có tốc độ xác định và trục nắn phải có đủ độ cứng và độ cứng vững.
- Hoạt động của cụm:
- Tole được cắt thành từng tấm và được chuyển đến máy nắn tinh nhờ băng tải thường. Tole sẽ đi vào khe hở giữa các trục nắn di động và trục nắn cố định, các trục nắn này có chiều quay phù hợp để đẩy tole về phía trước và làm tole nắn đạt yêu cầu.
-
Ban đầu động cơ truyền chuyển động đến hộp truyền lực kiểu hộp số bằng bộ truyền đai thang. Hộp truyền lực truyền chuyển động đến các trục nắn thông qua các đăng truyền lực. Bộ truyền các đăng được thiết kế do khoảng cách của các trục cán bằng với khoảng cách các đầu trục ra của hộp truyền lực. Các trục các đăng này làm việc nằm trong giới hạn

- Do máy nắn tole nắn có dộ dày từ 0.8-3.2 mm nên khoảng cách giữa trục nắn cố định và di động cũng phải thay đổi cho phù hợp. Việc này thao tác rất đơn giản, ta quay volăn theo chiều kim đồng hồ hoặc ngược chiều kim đồng hồ là thay đổi được khoảng cách.Một vòng quay của volan khoảng cách các trục dịch chuyển khoảng 0.25 mm. Nhưng chuyển động lại phức tạp: volan quay truyền chuyển động qua bộ truyền xích, bộ truyền xích truyền chuyển động đến bộ truyền trục vít – bánh vít. Để 4 bộ truyền trục vít – bánh vít hoạt động phải thông qua các bộ truyền các đăng nâng hạ.
-
Để giảm bớt tải trọng cho bộ nâng hạ trục nắn ta sử dụng bốn lò xo treo.

- Chiều rộng của tole cán lớn nhất là 2 m. Vì thế trục cán cần phải có độ cứng vững.Để tăng độ cứng vững của trục cán ta thiết kế thêm bộ đỡ các trục cán. Trên các bộ đỡ này có lắp những rãnh trượt nghiêng và có thể dịch chuyển được.
- Công dụng của cụm:
- Công dụng quan trọng của nhất của máy nắn tinh là làm cho tole có độ phẳng theo yêu cầu.
- Đẩy tole đã nắn về phía băng tải từ, để dược xếp thành chồng.
- Vai trò của cụm trong dây chuyền:
- Cụm máy nắn tinh có vai trò khá quan trọng trong dây chuyền nắn tole. Nếu máy nắn tinh làm việc không tốt thì sản phẩm làm ra không đạt yêu cầu và không thể sử dụng được và trở thành phế phẩm. Nếu dây chuyền không có máy nắn tinh thì tole muốn sử dụng được thì người sử dụng phải nắn lại bằng phương pháp thủ công hoặc bằng phương pháp nào đó mà mất nhiều công sức hơn.
Chương I: CỤM HỘP TRUYỀN LỰC CHỦ ĐỘNG MÁY NẮN TÔN
Phần A:Công Dụng Hộp Truyền Lực: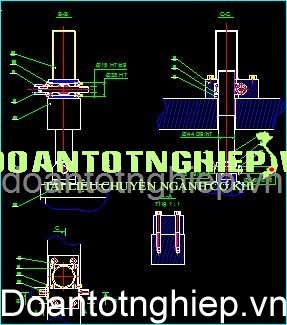
- Hộp truyền lực là một bộ phận trong cụm máy nắn tinh tole và giữ vai trò quan trọng trong cụm máy. Máy nắn tinh tole hoạt động được là truyền chuyển động từ động cơ qua bộ truyền đai sang hộp truyền lực tới các đăng cuối cùng là đến trục nắn làm cho trục nắn xoay và khi đó tole đưa vào thì được nắn lại lần cuối sau khi qua nắn thô ở công đoạn trước.
- Tóm lại, trong máy nắn tole hộp truyền lực có vai trò là truyền lực làm cho máy hoạt động.
Phần B:Thiết Kế Hộp Truyền Lực:
Chọn động cơ:
Để chọn động cơ điện cần tính công suất cần thiết. Nếu gọi N- công suất trên băng tải, - hiệu suất chung; N- Công suất cần thiết .Ta có:.....................................................................................
PHẦN C: CÔNG DỤNG CỦA CỤM TRUYỀN ĐỘNG ĐỂ THAY ĐỔI CHIỀU DÀY NẮN TÔN
Cụm truyền động để thay đổi chiều dày nắn tôn gồm có ba bộ truyền: bộ truyền trục vít- bánh vít ( số lượng: bốn bộ truyền ); bộ truyền xích ( số lượng: một bộ truyền ); bộ truyền vít me- đai ốc ( số lượng: bốn bộ truyền) và khớp nối các đăng (số lượng : bốn bộ ). Các bộ truyền và khớp nối liên hệ với nhau để nâng hoặc hạ bộ phận trục nắn ở phía trên ( trục nắn di động ) mục đích thay đổi khoảng cách của hai dãy lô cán cho phù hợp với những loại tôn khác nhau. Bởi vì, dây chuyền này có thể nắn tôn có chiều dày từ 0.8 mm đến 3.2 mm. Một trong những yêu cầu của tôn sau khi được nắn là có độ phẳng nằm trong giới hạn cho phép; Việc này khá quan trọng và được quyết định bởi khoảng cách của hai dãy lô cán.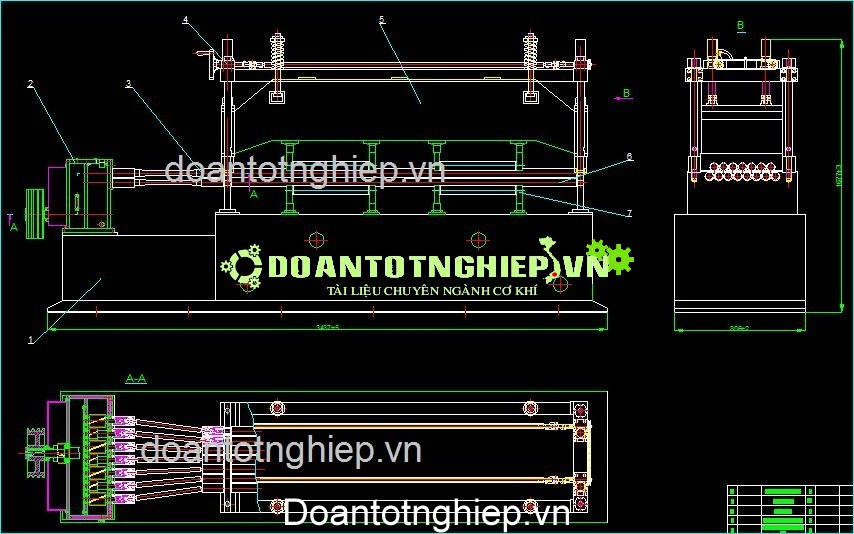
- Trên máy nắn tinh tôn các bộ truyền này có kích thước rất nhỏ so với toàn máy. Nếu chỉ dùng những bộ truyền này để nâng hạ trục nắn di động có khối lượng khá lớn thì quả là khó khăn. Do đó, để khử trọng lượng này chúng ta dùng thêm một kết cấu. Kết cấu này làm việc chủ yếu dựa vào đặc tính của lò xo nén. Trong máy này dùng bốn kết cấu như thế.
- Nguyên lý của bộ nâng này có thể tóm tắt như sau: Khi chúng ta quay tay làm cho trục vít quay, trục vít quay ăn khớp với bánh vít, bánh vít này còn đóng vai trò của đai ốc. Chỗ này chúng ta cần nhớ nguyên tắc truyền động của bộ truyền vít me – đai ốc là: khi đai ốc quay và đứng yên thì vít me sẽ có chuyển động tịnh tiến. Chuyển động tịnh tiến ở đây là chuyển động lên hoặc xuống của lô cán trục nắn di động. Nguyên lý này tương đối phức tạp nhưng đây là phương án tạm xem là tối ưu nhất trong bước đầu thiết kế dây chuyền nắn tôn.
PHẦN D: PHÂN TÍCH YÊU CẦU KĨ THUẬT
Trong thiết kế nói chung, chúng ta nên chọn những phương pháp đơn giản và tối ưu nhất mà chúng ta đã biết. Chẳng hạn, việc thiết kế một dây chuyền, chúng ta phải bắt đầu từ việc thiết kế từ những cụm máy; việc thiết kế một cụm máy, chúng ta phải bắt đầu từ một cụm truyền động và để truyền các chuyển động từ chi tiết này cho chi tiết khác, chúng ta phải bắt đầu phân tích yêu cầu của chi tiết. Do đó, việc phân tích yêu cầu kĩ thuật của chi tiết khá quan trọng. Điều này có thể giúp chúng ta thay thế bộ truyền này bằng bộ truyền khác hoặc làm giảm giá thành sản phẩm hoặc nâng cao tuổi thọ làm việc của máy.
Trong máy nắn tinh tôn, có khá nhiều bộ truyền và rất nhiều chi tiết. Chi tiết được chọn để phân tích trong cụm truyền động làm thay đổi chiều dày nắn tôn là chi tiết bánh vít. Sau khi hoàn tất việc thiết kế, chúng ta chọn vật liệu làm bánh vít là gang xám, bởi vì đặc tính làm việc của bộ truyền là thời gian làm việc không liên tục, công suất, vận tốc làm việc không lớn. Tiếp theo chúng ta xem quy trình công nghệ của chi tiết, có khoảng năm hay sáu nguyên công, trong đó nguyên công phay bánh vít được xem là tương đối quan trọng. Do đó, chúng ta phân tích sơ bộ nguyên công này. Nguyên công phay này chúng ta dùng dao phay trục vít có số đầu mối là một, dạng vít là dạng Acsimet. Khi gia công, chúng ta có hai phương pháp điều chỉnh để gia công trên máy phay lăn răng 5B32. Thứ nhất, dao vừa quay vừa tịnh tiến, phôi chỉ có chuyển động quay tròn, phương pháp này phải có chuyển động bù dao. Thứ hai, dao chỉ có chuyển động quay tròn, phôi quay và có chuyển động hướng kính để đạt chiều sâu răng.
+ Ngoài ra còn một số nguyên công khác như: tiện mặt đầu, tiện trụ ngoài, tiện ren… Ứng với mỗi nguyên công thì có một hoặc một vài bước quan trọng. Chẳng hạn, nguyên công tiện mặt đầu có bước tiện tinh đầu A là quan trọng, bởi vì mặt A cần đảm bảo độ vuông góc với đường tâm lỗ.
+ Sau khi gia công xong, chúng ta tiến hành lắp ráp bánh vít vào hộp trục vít bánh vít. Do dạng sản xuất là đơn chiếc nên có những khó khăn như : bánh vít nào thì phải đi chung với trục và hộp vít đó , có nghĩa là trục vít và bánh vít có thể ăn khớp với nhau nhưng không truyền chuyển động được hoặc truyền động được nhưng hiệu suất không cao. Như vậy, chúng ta phải tháo ra và làm một thêm một vài bước nữa rồi lại lắp vào. Đó là đặc điểm của sản xuất đơn chiếc.
+ Chúng ta phân tích vài dòng về yêu cầu kĩ thuật lắp rắp bộ nâng. Đó là bộ truyền vít me –đai ốc , bộ cân bằng trọng lượng, bộ truyền trục vít bánh vít. Các bộ truyền khi lắp ráp phải đảm bảo các yêu cầu như : độ không song song, độ không vuông góc …các yêu cầu này đều có trên bản vẽ. Nếu các yêu cầu này không được thực hiện thì bộ nâng làm việc rất khó khăn và không còn chính xác nữa. ..........................




















