-
THIẾT KẾ QUI TRÌNH SỬA CHỮA TRỤC II HỘP SỐ THEN KÉO
LỜI NÓI ĐẦU
Trong xu thế phát triển và hội nhập cùng kinh tế thế giới, với mục tiêu phát triển kinh tế đưa đất nước phát triển. Nhà nước đề ra chủ trương công nghiệp hóa hiện đại hóa đất nước, lấy cộng nghiệp hóa làm nền tảng để phát triển đất nước.
Sau những năm đổi mới cùng với tiến trình công nghiệp hóa, hiện đại hóa nền kinh tế nước ta ngày càng phát triển, sản lượng sản xuất hàng hóa hàng năm tăng mạnh. Một số sản phẩm được xuất khẩu sang thị trường nước ngoài đáp ứng cho nhu cầu cuộc sống.
Nếu so với trước đây thì đó là một thành quả lớn mà chúng ta gặt hái được sau khi công nghiệp hóa hiện đại hóa đất nước. Sử dụng máy móc để thay thế cho sức lao động của con người. Cùng với việc khoa học kỹ thuật ngày càng phát triển mạnh mẽ thì các máy móc mới với những công nghệ hiện đại ra đời đáp ứng những nhu cầu của cong người trong sản xuất cũng như tăng hiệu xuất làm việc.
Tuy nhiên máy móc cũng không phải là vĩnh cửu, mà phải được bảo trì kiểm tra sửa chữa để có thể duy trì được tuổi thọ của máy. Trong quá trình sản xuất nếu xảy ra sự cố thì phải tiến hành sản xuất để bảo đảm tiến độ sản xuất. Chúng ta cần nghiên cứu rõ kết cấu máy, cách vận hành…từ đó rút ra được những nguyên nhân gây ra hư hỏng để có biện pháp khắc phục và phòng ngừa. Kết hợp với đó chúng ta cần đề ra các biện pháp sửa chữa hợp lý, kinh tế mà vẫn đảm bảo được các yêu cầu kỹ thuật đề ra.
Dưới đây là bài thuyết minh sửa chữa trục II của hộp số then kéo. Với kiến thức đã học cùng với sự hướng dẫn của giáo viên chúng em đã hoàn thành được đồ án. Tuy nhiên vẫn còn nhiều thiếu xót rất mong quý thầy cô cảm thông và chỉ bảo thêm.
PHẦN I: CHỨC NĂNG LÀM VIỆC CỦA MÁY
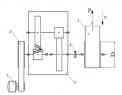
Hộp số sử dụng cơ cấu then kéo bao gồm 2 trục và 8 bánh răng ăn khớp với nhau. Trên trục chủ động lắp các bánh răng cố định Z22, Z30, Z36, Z42; truyền chuyển động tương ứng cho các bánh răng Z44, Z36, Z30, Z24, các bánh răng này được lắp lồng không trên trục II. Trên trục II được tạo lỗ rỗng có xẻ 2 rãnh có bề rộng và chiều dài bằng nhau, lệch nhau 90 độ. Bên trong trục rỗng có lồng chốt mang then hoa để truyền moment xoắn từ các bánh răng lồng không qua trục II.

- NGUYÊN LÝ HOẠT ĐỘNG CỦA MÁY:
Khi trục chủ động quay thì các bánh răng trên trục chủ động được gắn cố định với trục cũng quay theo. Các bánh răng cố định này được gắn ăn khớp với các bánh răng lồng không trên trục II làm cho các bánh răng lồng không này cùng quay theo. Then hoa di trượt tự do trong trục rỗng II. Khi nó ăn khớp với một trong các bánh răng lồng không thì nó sẽ truyền moment xoắn qua trục II, làm trục II quay theo với một tỉ số truyền nhất định.
Ở đây ta có 4 cặp bánh răng ăn khớp với nhau nên ta có 4 tỉ số truyền là:
cơ cấu nhỏ gọn được sử dụng để truyền công suất nhỏ, vận hành đơn giản. Đặc biệt nó có thể vào số trực tiếp mà không cần phải dừng máy. Tuy nhiên nó bị hạn chế trong việc truyền động cho những máy có công suất lớn.
- PHÂN TÍCH CÁC YẾU TỐ DẪN ĐẾN HƯ HỎNG TRONG QUÁ TRÌNH LÀM VIỆC
Trong quá trình hoạt động sản xuất, dưới tác dụng của các yếu tố bên trong và bên ngoài như: chế độ bôi trơn, điều kiện nhiệt độ, môi trường làm việc, đã ít nhiều ảnh hưởng đến quá trình làm việc của máy và gây ra những dấu hiệu hư hỏng như: mòn, gãy răng, trục bị gãy…
- Hiện tượng mòn:
Là quá trình làm thay đổi từ từ kích thước chi tiết theo thời gian sử dụng. Chia làm 3 dạng mòn : Mòn cơ học, mòn dính và ăn mòn
- Mòn cơ học: là kết quả tác dụng của lực ma sát khi trượt chi tiết theo một chi tiết khác
- Mòn dính là sự dính bề mặt này với bề mặt khác
- Mòn do ăn mòn thường xuất hiện ở các máy chịu sự tác dụng trực tiếp của nước, không khí, các hóa chất nhiệt độ
- Gãy răng:
Trong quá trình làm việc lâu ngày dẫn đến răng bị mòn, ứng suất giảm làm cho răng dễ bị gãy. Hoặc trong quá trình vận hành bị kẹt răng, sử dụng quá tải.
- Gãy trục:
Đối với những trục chịu moment xoắn trong quá trình làm việc thường dễ bị xoắn và dẫn đến gãy trục
- CÁC BIỆN PHÁP HẠN CHẾ HƯ HỎNG:
- Hạn chế mòn:
Như đã phân tích tình trạng hư hỏng của hộp số ở trên ta có được 3 dạng mòn: mòn cơ học, mòn dính và ăn mòn. Để hạn chế mòn trước tiên ta cần chọn chế độ bôi trơn hợp lý cho hộp số trong quá trình làm việc, chọn loại dầu bôi trơn hợp lý và phải có chế độ kiểm tra bảo vệ máy định kỳ. Kết hợp với đó cần phải xem xét điều kiện làm việc của hộp số, các yếu tố vè nhiệt độ , hơi nước, độ ẩm…Có biện pháp bảo vệ hộp số tránh sự tiếp súc trực tiếp với các yếu tố trên.
- Hạn chế gãy răng và gãy trục:
Cần sử dụng đúng các thông số làm việc của máy. Sử dụng máy đúng mục đích, đúng tải trọng cho phép…
PHẦN II: PHÂN TÍCH CHI TIẾT SỬA CHỮA
( TRỤC II )
- KHÁI NIỆM CHUNG VỀ TRỤC:
Các chi tiết dạng trục là những chi tiết để đỡ các chi tiết quay, truyền moment xoắn, chúng có bề mặt cơ bản là mặt tròn xoay. Tùy theo đặc điểm tải trọng , theo hình dạng, theo cấu tạo trục mà có thể phân chúng làm các loại như : trục truyền, trục khủy, trục thẳng, trục trơn, trục bậc, trục rỗng…
- PHÂN LOẠI:
- Theo đặc điểm chịu tải trọng ta có: trục truyền, trục truyền động, trục chính, trục tâm
- Theo hình dạng đường tâm trục ta có: trục khuỷu, trục thẳng, trục mềm
- Theo cấu tạo trục thẳng: trục trơn, trục bậc, trục rỗng
- Theo tiết diện trục : trục tròn, trục then hoa, trục định hình
- CHỨC NĂNG LÀM VIỆC CỦA CHI TIẾT:
Trục II nhận lực truyền từ trục I xuống thông qua sự ăn khớp bánh răng và truyền qua then hoa làm quay trục II. Hộp số then kéo có 4 tỉ số truyền như vậy nó sẽ tạo ra các moment xoắn khác nhau tương ứng với các cấp tốc độ. Hơn nữa trục then hoa bị tạo rỗng nên khả năng chịu tải bị hạn chế.
PHẦN III: PHÂN TÍCH ĐẶC ĐIỂM HƯ HỎNG
Đối với chi tiết trục II, từ những phân tích về vị trí và chức năng làm việc của trục trong kết cấu máy ở trên ta có thể nhận thấy các hư hỏng mà chi tiết có thể gặp phải trong quá trình làm việc
- MÒN TRỤC:
Trên chi tiết trục II, ở hai đầu ngõng trục ta lắp ổ lăn, ở giữa trục lắp 4 bánh răng lồng không. Ở đây sẽ xảy ra hiện tượng mòn cơ học do sự ma sát giữa các chi tiết với nhau. Sự mài mòn này xảy ra liên tục trong thời gian vận hành máy làm cho khe hở lắp ghép của chi tiết tăng lên dẫn đến gây ra tiếng ồn lúc làm việc.
- RÃNH THEN TRÊN TRỤC CÔN BỊ HƯ:
Chức năng làm việc của then là truyền moment thông qua hai mặt bên để truyền dẫn qua puli dẫn động làm quay máy. Nếu lức truyền lớn làm cho rãnh then bị biến dạng, không đảm bảo được lực truyền.
- PHẦN REN TRÊN TRỤC BỊ HƯ:
Trong quá trình tháo lắp đai ốc với trục để giữ không cho puly bị tháo lỏng ra làm cho phần ren ở đây bị mòn, không có khả năn lắp ghép được nữa. ta cần tiến hành sửa chữa.
- TRỤC BỊ GÃY:
Ở đây chúng ta xét theo hai khía cạnh. Một là trục gãy do quá tải và yếu tố thứ hai là trục gãy do bị mòn sau một thời gian làm việc.
Việc thay đổi đột ngột tốc độ và tải trọng của máy sẽ làm ảnh hưởng đến độ bền của trục. Nếu nó vượt quá giới hạn bền của trục thì sẽ làm cho trục bị biến dạng và dẫn đến gãy trục.
Hơn nữa trong quá trình sử dụng máy ta thường xuyên sử dụng quá tải vượt các thông số làm việc yêu cầu trên máy. Điều này làm cho chi tiết mau bị hư hỏng.
- CÁC BIỆN PHÁP KHẮC PHỤC:
Tiến hành bôi trơn chi tiết, sử dụng dầu bôi trơn hợp lý, định kỳ kiểm tra sửa chữa. Che chắn bảo quản chi tiết tránh bụi bẩn, môi trường làm việc phải thoáng, tránh nhiệt độ cao, ẩm ướt…Sử dụng đúng tải trọng cho phép của máy.
PHẦN IV: CÁC PHƯƠNG ÁN SỬA CHỮA
- SỬA MÒN TRỤC:
Từ những phân tích đặc điểm hư hỏng ở trên ta đã phân tích những vị trí trên chi tiết có thể xảy ra mòn là cổ trục và chỗ lắp bánh răng lồng không. Tương ứng với đó chúng ta có các biện pháp khắc phục chi tiết
- Hàn : Ở đây chúng ta thường sử dụng hai phương pháp là hàn điện hồ quang và hàn gió đá.
- Mạ phun kim loại hoặc chúng ta có thể sử dụng phương pháp điện phân.
- SỬA THEN Ở TRỤC CÔN:
Nếu rãnh then trên trục côn bị hư thì ta tiến hành hàn đắp rãnh then, sau đó sử dụng phương pháp gia công cơ để gia công rãnh then mới ở vị trí khác.
- SỬA REN TRÊN TRỤC:
Chúng ta có các cách sửa ren trên trục sau
- Một là tiện nhỏ trục sau đó gia công ren trên đường kính trục vừa tiện
- Hai là hàn đắp và gia công cơ sau đó tiện lại ren mới bằn đường kính ren cũ. Tùy theo điều kiện mà ta chọn những phương án phù hợp.
- TRỤC BỊ GÃY:
Ta tiến hành chế tạo trục khi không thể sửa chưa được nữa.
Các phương án trên đều có những ưu nhược điểm riêng. Tùy vào hoàn cảnh cụ thể mà ta chọn phương án thích hợp với điều kiện kinh tế và hoàn cảnh sản xuất.
Nếu chỉ để khắc phục tạm thời thì hàn là phương án tối ưu nhất. Nó đảm bảo cải thiện hư hỏng một cách nhanh chóng, bảo đảm cho sản xuất được liên tục không bị gián đoạn. Tuy nhiên đây chỉ là biện pháp tạm thời, độ bền không cao.
Đối với phương án chế tạo mới thì chi phí tốn kém. Đây là phương án sử dụng trong bảo trì, tùy vào điều kiện mà ta chọn. Nếu giá thành sửa chữa mà gần bằng chế tạo thì ta nên chọn phương án chế tạo mới để bảo đảm độ bền.
PHẦN V: PHÂN TÍCH LỰA CHỌN PHƯƠNG ÁN CỤ THỂ
- SỬA MÒN:
Từ những phân tích ở các bước trên ta có thể sửa mòn theo nhiều cách khác nhau. Các phương pháp tuy khác nhau về cách làm nhưng đều chung một nguyên lý là bù đắp phần kim loại bị mòn, sau đó sử dụng các phương pháp gia công cơ. Dưới đây là phương pháp sửa chữa trục bị mòn bằng phương pháp hàn đắp và gia công cơ, đây là phương án phổ biến nhất được dùng trong sửa chữa vì nó ít tốn kém.
TIẾN TRÌNH SỬA CHỮA TRỤC BỊ MÒN
|
THỨ TỰ |
NỘI DUNG NGUYÊN CÔNG |
CHUẨN |
MÁY |
DAO |
ĐỒ GÁ |
DỤNG CỤ ĐO |
BẬC THỢ |
|
I |
Chuẩn bị dụng cụ, làm sạch chi tiết, đo kiểm các kích thước của chi tiết |
|
|
|
|
Thước cặp 1/50 |
2/7 |
|
II |
Ủ lại trục |
|
Lò nung |
|
|
|
|
|
III |
Khoan lại 2 lỗ tâm |
Khử 4 bậc tự do |
1K62 |
Mũi khoan tâm |
Mâm cặp |
|
3/7 |
|
IV |
Hàn : đắp kim loại lên phần trục bị mòn |
|
Máy hàn điện xoay chiều |
Que hàn Ø3 |
|
|
3/7 |
|
V |
Ủ chi tiêt vừa hàn để khử ứng suất sau khhi hàn |
|
Lò nung |
|
|
|
|
|
VI |
Tiện : Tiện thô và tiện tinh lại trục vừa hàn |
Khử 5 bậc tự do |
1K62 |
Dao tiện ngoài T15K6 |
|
|
3/7 |
|
VII |
Nhiêt luyện |
|
Lò tôi |
|
|
|
|
|
VIII |
Mài lại cổ trục ( mài trên máy tiện) |
Khử 5 bậc tự do |
Máy mài nhỏ |
Đá mài trụ ngoài |
|
|
|
|
IX |
Tổng kiểm tra |
|
|
|
|
Thước cặp, đồng hồ so |
|
- SỬA RÃNH THEN TRÊN TRỤC CÔN
TIẾN TRÌNH SỬA CHỮA RÃNH THEN TRÊN TRỤC CÔN
|
THỨ TỰ |
NỘI DUNG NGUYÊN CÔNG |
CHUẨN |
MÁY |
DAO |
ĐỒ GÁ |
DỤNG CỤ ĐO |
BẬC THỢ |
|
I |
Chuẩn bị ( làm sạch chi tiết, đo kiểm kích thước) |
|
|
|
|
|
2/7 |
|
II |
Khoan lại lỗ tâm |
Khử 5 bậc tụ do |
1K62 |
Khoan lỗ tâm |
|
|
3/7 |
|
III |
Hàn đắp ( hàn đắp lên rãnh then cũ) |
|
Máy hàn điện xoay chiều |
Que hàn Ø3 |
|
|
3/7 |
|
IV |
Ủ |
|
Lò nung |
|
|
|
|
|
V |
Tiện ( tiện đạt kích thước trục côn ) |
Khử 5 bậc tự do |
1K62 |
Dao tiện ngoài |
|
|
3/7 |
|
VI |
Phay rãnh then mới cách rãnh then cũ 180° |
Khử 5 bậc tự do |
6H12 |
Dao phay ngón |
|
|
3/7 |
|
VII |
Tổng kiểm tra |
|
|
|
|
|
3/7 |
- SỬA REN TRÊN TRỤC
TIẾN TRÌNH SỬA REN TRÊN TRỤC
|
THỨ TỰ |
NỘI DUNG NGUYÊN CÔNG |
CHUẨN |
MÁY |
DAO |
ĐỒ GÁ |
DỤNG CỤ ĐO |
BẬC THỢ |
|
I |
Chuẩn bị ( làm sạch chi tiết, xem xét hư hỏng ) |
|
|
|
|
|
2/7 |
|
II |
Tiện bỏ ren bị hư |
Khử 4 bậc tự do |
1K62 |
Tiện ngoài T15K6 |
Mâm cặp |
|
3/7 |
|
III |
Taro ren trên trục |
Khử 4 bậc tự do |
1K62 |
Bàn ren |
Mâm cặp |
|
3/7 |
|
IV |
Kiểm tra |
|
|
|
|
|
3/7 |
- CHẾ TẠO TRỤC MỚI
TIẾN TRÌNH CHẾ TẠO TRỤC MỚI
|
THỨ TỰ |
NỘI DUNG NGUYÊN CÔNG |
CHUẨN |
MÁY |
DAO |
ĐỒ GÁ |
DỤNG CỤ ĐO |
BẬC THỢ |
|
I |
Chuẩn bị phôi |
|
|
|
|
|
|
|
II |
Tiện
|
Khử 4 bậc tự do
|
1K62 |
Khoan lỗ tâm, dao đầu cong |
|
Panme |
3/7 |
|
III |
Phay
|
Khử 5 bậc tự do |
6H12 |
Mũi khoan ruột gà, dao phay ngón |
|
|
3/7 |
- Chọn công suất:
Bảng ( 17-3) trang 93, sách chế độ cắt gia công cơ khí của trường đại học Sư Phạm Kỹ Thuật thành phố Hồ Chí Minh do NXB Đà Nẵng năm 2001 xuất bản, ta được:
N = 0,8 KW
Bước 3: Khoan lỗ mồi Ø8
Trong quá trình khoan kết hợp bôi trơn
- Chiều sâu cắt t = 4mm
- Chọn bước tiến:
Bảng ( 8-3) trang 88, sách chế độ cắt gia công cơ khí của trường đại học Sư Phạm Kỹ Thuật thành phố Hồ Chí Minh do NXB Đà Nẵng năm 2001 xuất bản, ta được:
S = ( 0,18 – 0,22 ) mm/v
è S = 0,18 mm/v
- Chọn tốc độ cắt:
Bảng ( 11-3) trang 91, sách chế độ cắt gia công cơ khí của trường đại học Sư Phạm Kỹ Thuật thành phố Hồ Chí Minh do NXB Đà Nẵng năm 2001 xuất bản, ta được:
V = 34,5 m/p
Số vòng quay:
è n =
Tra thuyết minh máy trang 221 sách chế độ cắt gia công cơ khí của trường đại học Sư Phạm Kỹ Thuật thành phố Hồ Chí Minh do NXB Đà Nẵng năm 2001 xuất bản, ta được:
nt = 1180 v/p
èVt = m/p
- Chọn công suất:
Bảng ( 17-3) trang 93, sách chế độ cắt gia công cơ khí của trường đại học Sư Phạm Kỹ Thuật thành phố Hồ Chí Minh do NXB Đà Nẵng năm 2001 xuất bản, ta được:
N = 0,8 KW
Bước 4: Phay rãnh then B = 8
Sử dụng dao phay ngón modul 2 mặt, có đường kính Ø8
Chế độ cắt lấy giống bước phay rãnh then ở trên
Bước 5: Khoan 2 lỗ mồi Ø8
Các chế độ cắt lấy giông bước khoan mồi ở trên
Bước 6: Phay rãnh then còn lại từ hai lỗ khoan mồi
Chế độ cắt lấy giống bước phay rãnh then ở trên
KẾT LUẬN
Qua quá trình làm đồ án chúng em đã có thêm những kiến thức quý báu. Áp dụng những kiến thức đã học vào thực tế. Qua đó có điều kiện ôn lại những kiến thức đã học, bổ sung thêm những kiên thức còn thiếu.
Với sự giúp đỡ chỉ bảo của giáo viên hướng dẫn chúng em đã hoàn thành được đồ án tốt nghiệp. Tuy nhiên không tránh khỏi những thiếu xót rất mong được sự chỉ bảo của quý thầy cô để chúng em hoàn thiện thêm kiến thức.
Xin chân thành cám ơn giáo viên hướng dẫn thầy
TÀI LIỆU THAM KHẢO
- VẼ KỸ THUẬT TẬP 1, 2
TRẦN HỮU QUẾ
- DUNG SAI LẮP GHÉP và KỸ THUẬT ĐO LƯỜNG
PGS. TS. NINH ĐỨC TÔN
GVC. NGUYỄN THỊ XUÂN BẢY
- THIẾT KẾ CHI TIẾT MÁY
NGUYỄN TRỌNG HIỆP – NGUYỄN VĂN LẪM.
- CƠ SỠ THIẾT KẾ MÁY
NGUYỄN HỮU LỘC
- CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ
NGUYỄN NGỌC ĐÀO – HỒ VIẾT BÌNH – TRẦN THẾ SAN.
- SỔ TAY CÔNG NGHỆ CHẾ TẠO MÁY Tập 1,2, 3
GS. TS. NGUYỄN ĐẮC LỘC. PGS. TS. LÊ VĂN TIẾN.
PGS. TS. NINH TÔN ĐỨC. PGS. TS. TRẦN XUÂN VIỆT.
- CÔNG NGHỆ CHẾ TẠO MÁY
GS. TS. TRẦN VĂN ĐỊCH – PGS. TS. NGUYỄN TRỌNG BÌNH – PGS. TS. NGUYỄN THẾ ĐẠT – PSG. TS. NGUYỄN VIẾT TIẾP – PGS. TS. TRẦN XUÂN VIỆT
- HƯỚNG DẪN THIẾT KẾ ĐÒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY
GS. TS. NGUYỄN ĐẮC LỘC
LƯU VĂN NHANG
MỤC LỤC
trang
- Nhiệm vụ đồ án……………………………………………………
- Lời nói đầu………………………………………………………...1
- Nhận xét giáo viên hướng dẫn………………………………........2
- Nhận xét giáo viên duyệt……………………………………........3
- Phần I: Chức năng làm việc của máy……………………………4
- Nguyên lý hoạt động………………………………………………4
- Phân tích các yếu tố dẫn đến hư hỏng trong quá trình làm việc.….4
- Hiện tượng mòn…………………………………………………...4
- Gãy răng…………………………………………………………...5
- Gãy trục…………………………………………………………....5
- Các biện pháp hạn chế hư hỏng…………………………………...5
- Hạn chế mòn……………………………………………………....5
- Hạn chế gãy răng và gãy trục……………………………………...5
- Phần II: Phân tích chi tiết sửa chữa…………………………….6
- Khái niệm chung về trục…………………………………………...6
- Phân loại…………………………………………………………...6
- Chức năng làm việc của chi tiết……………………………………6
- Phần III: Phân tích đặc điểm hư hỏng…………………………..7
- Mòn trục…………………………………………………………...7
- Rãnh then trên trục côn bị hư……………………………………....7
- Phần ren trên trục bị hư…………………………………………….7
- Trục bị gãy………………………………………………………….7
- Các biện pháp khắc phục …………………………………………..7
- Phần IV: Các phương án sửa chữa………………………………8
- Sửa mòn trục………………………………………………………..8
- Sửa then ở trục côn………………………………………………...8
- Sửa ren trên trục…………………………………………………...9
- Trục bị gãy………………………………………………………...9
- Phần V: A- Phân tích lựa chọn phương án cụ thể……………...10
- Sửa mòn…………………………………………………………...10
- Sửa rãnh then trên trục côn………………………………………...10
- Sửa ren trên trục…………………………………………………...11
- Chế tạo mới………………………………………………………..12
- B- Chọn phương án tối ưu và lập quy trình sửa chữa…………13
- Phần VI: Sơ đồ các nguyên công chế tạo mới…………………14
- Phần VII: Chọn chuẩn và tính chế độ cắt……………………..16
- Kết luận………………………………………………………….58
- Tài liệu tham khảo………………………………………………59
|
2/7 |