
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT DAO CẮT GIẤY, hướng dẫn thiết kế đồ gá
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo máy,
- Phân tích chức năng làm việc của chi tiết:
Theo đề bài thiết kế:
” Thiết kế qui trình công nghệ chế tạo chi tiết dao cắt giấy”
với sản lượng 8000 chi tiết/năm, điều kiện sản xuất tự do.
Dao cắt giấy là một dạng chi tiết trong họ chi tiết dạng đĩa( B<= 0,25 D), chúng là một loại chi tiết hình tròn có chiều dày nhỏ hơn nhiều so với đường kính chi tiết.
Dao cắt giấy có chức năng xén, cắt giấy vì vậy nó không phảI chịu lực lớn nhưng nó chịu màI mòn khá cao, lưỡi cắt phải rất sắc mới đảm bảo công việc xén cắt.do đặc thù của điều kiện làm việc nên dao không thể được mài sắc thường xuyên ,vì vậy dao được làm bằng thép hợp kim.
Điều kiện làm việc của dao :
+Trong quá trình làm việc lưỡi cắt luôn chịu ma sát và mài mòn .
+ Lực cắt nhỏ , nhiệt độ làm việc không cao.
+ Thời gian làm việc liên tục.
Nhìn chung điều kiện làm việc của dao không đén nỗi khắc nghiệt lắm
Điều kiện kỹ thuật.
Bề mặt làm việc chủ yếu của dao cắt giấy là bề mặt lưỡi cắt của dao. Cụ thể ta cần đảm bảo các điều kiện kỹ thuật sau đây:
+ Độ không vuông góc giữa tâm lỗ và mặt đầu là 0,01 mm
+ Độ không song song giữa 2 mặt đầu là 0,1 mm.
+ Độ cứng đạt 52…55 HRC.
+ Đường kính lỗ đạt CCX7 f110+0,03.
+ Lưỡi cắt có độ nhám Ra =0,63.
+Mặt đầu có độ nhám đạt Ra =1,25
+ Độ nhám các bề mặt còn lại đạt Ra=2,5.
- Phân tích tính công nghệ trong kết cấu của chi tiết:
Tính công nghệ trong kết cấu là những đặc điểm về kết cấu cũng như những yêu cầu kỹ thuật ứng với chức năng làm việc của chi tiết gia công. Nó có ý nghĩa quan trọng trong việc nâng cao tính công nghệ, giảm khối lượng lao động, tăng hệ số sử dụng vật liệu và hạ giá thành sản phẩm.
Về tính công nghệ trong kết cấu khi gia công cơ, thì chi tiết có những điểm cần chú ý sau:
+ Chi tiết có thành mỏng nên trong quá trình gia công, vấn đề biến dạng hướng kính cần được lưu ý.
+ Kết cấu của dao phải được đảm bảo độ đảo mặt đầu.
+ Với dao, kích thước không lớn lắm phôi nên chọn là phôi dập và vì để đảm bảo
cơ tính của dao.
+ Chiều dày dao mỏng nên khi nhiệt luyện có hiện tương cong vênh, phảI đảm bảo độ cong vênh là 0,08 trên 25mm
+ Trừ hai mặt của lưỡi cắt , các bề mặt còn lại không đòi hỏi phảI yêu cầu cao khi gia công.
+ Kết cấu của dao thuận lợi cho việc chọn chuẩn thô và chuẩn tinh thống nhất.
+ các lỗ rất thuận lợi trong việc sản xuất loạt lớn.
Nhìn chung chi tiết có tính công nghệ trong việc sản xuất loạt lớn
- Xác định dạng sản xuất:
Sản lượng hàng năm được xác định theo công thức sau đây:
N = N1m(1 + b/100)
Trong đó:
N : Số chi tiết được sản xuất trong một năm;
N1 : Số sản phẩm (số máy) được sản xuất trong một năm;
m : Số chi tiết trong một sản phẩm;
- : Số chi tiết được chế tạo thêm để dự trữ (5% đến 7%)
Þ N = 8000.1.(1 + 6%) = 8480 ( sản phẩm).
Sau khi xác định được sản lượng hàng năm ta phảI xác định trọng lượng của chi tiết. Trọng lượng của chi tiết được xác định theo công thức:
Q = V.g = 0,2.7,852 = 1,6 kg
Theo bảng 2 trang 13 – Thiết kế đồ án CNCTM, ta có:
Dạng sản suất: Hàng loạt lớn
-
Chọn phưong pháp chọn phôi:
- Phôi ban đầu để rèn và dập nóng:
Trước khi rèn và dập nóng kim loại ta phảI làm sạch kim loại, cắt bỏ ra từng phần nhỏ từng phần phù hợp được thực hiện trên máy cưa
- Rèn tự do:
- Dập lần 1:
- Dập lần 2:
- Cắt bavia:
- Bản vẽ lồng phôi:
Từ cách chế tạo phôi ở trên ta có thể tra được lượng dư theo bảng 3-9 (Lượng dư phôi cho vật rèn khuôn ) Sổ tay công nghệ Chế tạo Máy. Các kích thước của vật rèn khuôn, được xác định đối với các bề mặt gia công của chi tiết khi làm tròn sẽ tăng lượng dư lên với độ chính xác : + 0,5 mm. Trị số lượng dư cho trong bảng cho đối với bề mặt Rz = 80; nếu bề mặt gia công có Rz = 20 ¸ 40 thì trị số lượng dư tăng 0.3 ¸ 0.5 mm; nếu bề mặt có độ nhấp nhô thấp hơn thì trị số lượng dư tăng thêm 0.5 ¸ 0.8 mm. Trong trường hợp này bề mặt gia công của ta có Ra = 1.25 (cấp nhẵn bóng : cấp 7 có Rz = 6.3). Ta có các lượng dư tương ứng như sau:.................................................................
-
Lập thứ tự các nguyên công, các bước (vẽ sơ đồ gá đặt, ký hiệu định vị, kẹp chặt, chọn máy, chọn dao, vẽ chiều chuyển động của dao, của chi tiết)
- Lập sơ bộ các nguyên công:
- Nguyên công 1 Tiện mặt đầu đạt kích thước 29±0,03, gia công trên máy tiện ngang bằng dao tiện mặt đầu và tiện lỗ đạt kích thước f109±0,035 bằng dao tiện lỗ
- Nguyên công 2 : Tiện mặt đầu còn lại đạt kích thước 26,5±0,021 , vát mép,tiện bậc, tiện côn
- Nguyên công 3 : Tiện bậc đạt kích thước giữa hai mặt đầu bằng 15,8±0,02 ,vát mép,
tiện côn trong
- Nguyên công 4 : Khoan 6 lỗ f8 trên máy khoan cần
- Nguyên công 5 : Xọc rãnh then 20 x 3 trên máy xọc
- Nguyên công 6 : Nhiệt luyện để ổn định tổ chức
- Nguyên công 7 : Mài mặt đầu nhỏ trên máy mài phẳng để đạt độ bóng bề mặt Ra=2,5
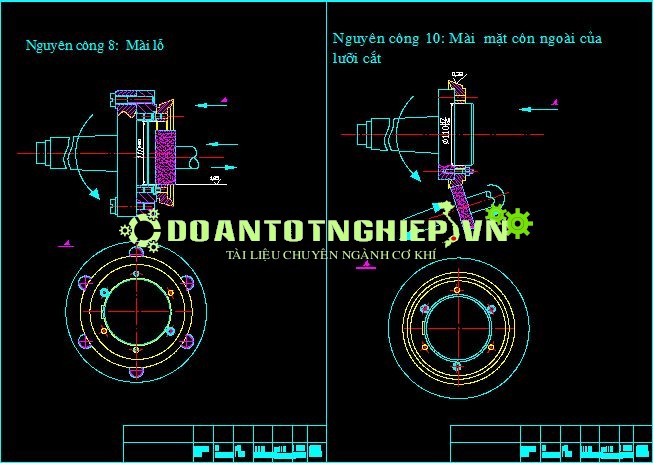
- Nguyên công 8 : Mài lỗ f110 trên trên máy mài tròn để dạt độ bóng bề mặt Ra=2,5.
- Nguyên công 9 : Mài mặt côn trong của lưỡi cắt trên máy mài tròn để đạt độ bóng bề mặt Ra=0,63.
- Nguyên công 10 : Mài mặt côn ngoài của lưỡi cắt trên máy mài tròn để đạt độ bóng bề mặt Ra=0,63.
- Nguyên công 11 : Kiểm tra Độ song song của hai mặt đầu dao không được quá 0,01mm, độ vuông góc giữa lỗ tâm với mặt đầu của lưỡi cắt dao không vượt quá
- 0,05 mm,
Thiết kế các nguyên công cụ thể:
Nguyên công I : Tiện mặt đầu , tiện lỗ f109+0,03.
- Định vị:
Chuẩn định vị là mặt trụ ngoài. Định vị và kẹp chặt trên mâp cặp 3 chấu tự định tâm hạn chế 5 bậc tụ do.
Chọn máy:
Máy tiện vạn năng T620. Công suất của máy Nm = 7(Kw)
Chọn dao:


























