
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THÂN ĐỠ BÁNH RĂNG, hướng dẫn thiết kế đồ gá
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo máy,
. Công dụng và điều kiện làm việc:
- Chi tiết gia công thân đỡ bánh răng được chế tạo từ gang xám GX 15-32 là chi tiết dạng hộp. Là một bộ phận của máy dùng làm vỏ hộp bên ngoài để ngăn bụi bặm,không cho các chất bôi trơn rò rĩ ra ngoài.
- Công dụng của chi tiết là che chắn cho các bộ phận bên trong và quan trọng hơn là làm gối tựa để đỡ trục bánh răng. Kích thước là bề mặt làm việc chính, chịu được tải trọng lớn, các lỗ gia công chính xác làm cho truyền động ít va đập, chuyển động êm.
- Mặt A là bề mặt được bắt lên thân máy hoặc chi tiết khác nhờ 4 lỗ M6 cho thấy thân đỡ luôn cố định khi làm việc, thân đỡ chịu tác động của lực hướng trục và lực hướng kính nên kết cấu sẽ tránh được hiện tượng kém cứng vững.
- Từ những điều kiện trên cho thấy chi tiết thân đỡ bánh răng là dạng chi tiết làm việc liên tục, điều kiện làm việc không quá khắc nghiệt, như trong các hộp giảm tốc, hộp bánh răng thay thế…
II. Tính công nghệ trong kết cấu của chi tiết :
- Chi tiết thân đỡ bánh răng có dạng hộp và được chế tạo từ gang xám GX 15-32 nên sẽ hình thành chi tiết ở dạng phôi đúc.
- Vỏ hộp ngoài phải có độ cứng vững và độ bền nhất định để trong quá
trình gia công không bị biến dạng và có thể dùng chế độ cắt cao, đạt năng
suất cao........................................
- Các thành phần cơ bản của vật liệu:
- Gang xám chủ yếu là sắt (Fe) và cacbon (C) trong đó :
+ Cacbon (C ) từ 3 ÷ 3,8%
+ Silic (Si ) từ 0,5 ÷ 3%
+ Mangan (Mn) từ 0,5 ÷ 3%
+ Photpho (P) từ 0,15 ÷ 0,4%
+ Lưu huỳnh (S) từ 0,12 ÷ 0,2%
+ Còn có một số nguyên tố khác như : Cr, Ni, Cu, Al…
- Cơ tính và độ cứng cùa vật liệu:
Gang xám có độ bền kéo nhỏ, độ dẻo, độ dai kém. Nhưng bù lại gang xám có ưu điểm chịu va đập, giảm chấn động, chịu mài mòn, dễ cắt gọt.
+ Độ cứng HB = 163 ÷ 229 kg/mm3
+ Giới hạn bền kéo: σk = 15 (KG/mm2)
+ Giới hạn bền uốn: σu = 32 (KG/mm2)
V. Kết luận:
Qua phân tích công dụng, điều kiện làm việc, tính công nghệ, yêu cầu kỹ thuật và vật liệu chế tạo phôi thì chi tiết thân đỡ bánh răng tương đối phức tạp, ngoài những sữa đổi để hoàn thiện chi tiết ta vẫn phải đảm bảo được tính công nghệ trong kết cấu chính không thay đổi.
- Các bề mặt làm chuẩn có độ dài nhất định và phải cho phép thực hiện nhiều nguyên công gia công cắt gọt khi dùng bề mặt đó làm chuẩn. ngoài ra bề mặt chuẩn còn tạo điều kiện để gá đặt chi tiết nhanh khi gia công và lắp ráp.
- Các bề mặt cần gia công trên thân đỡ bánh răng không có vấu lồi lõm nên thuận lợi cho dap ăn vào và thoát ra khi cắt.
- Các lỗ trên bề mặt thân đỡ có hình dạng đơn giãn, không có các rãnh dạng định hình, bề mặt lỗ không đút quãng.
- Không có các lỗ nghiêng với mặt phẳng của các vách nên khi gia công hạn chế rất nhiều sự cố sứt mẻ hoặc vặn lệch của mũi khoan, khoét.
- Chi tiết không quá phức tạp nhưng có nhiều bề mặt cần gia công, .....................
- trục mũi khoan gây ra làm cong, vênh, giảm được độ không vuông góc và song song giữa mặt bên và các các đường tâm lỗ với mặt định vị chính.
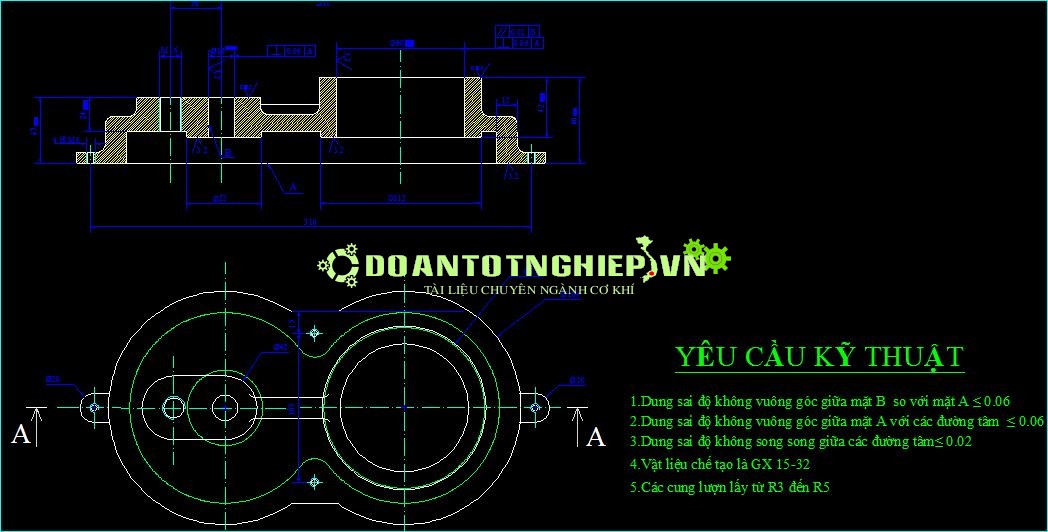
III. Yêu cầu kỹ thuật của chi tiết:
- Từ bản vẽ chi tiết ban đầu và những phân tích trên ta xác định được yêu cầu kỹ thuật cho chi tiết:
Chọn phương pháp gia công các bề mặt của phôi
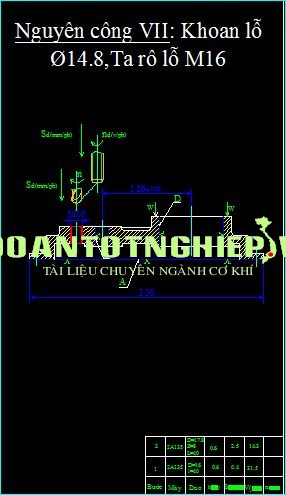
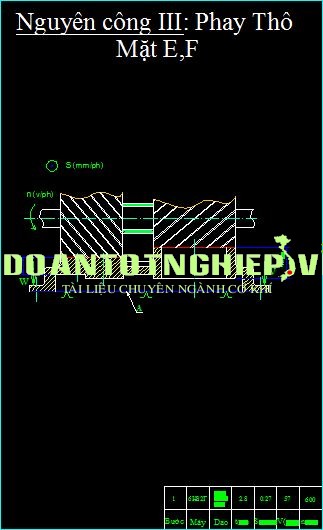
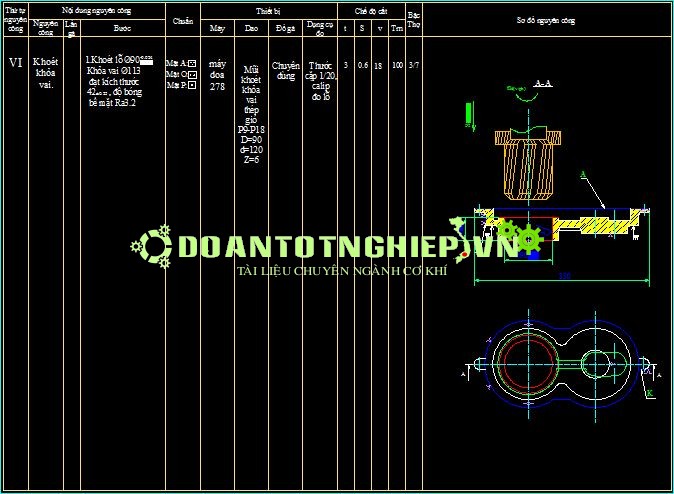
- Dựa vào đặc tính kỹ thuật, yêu cầu làm việc của chi tiết ta chọn phương pháp gia công cho các bề mặt bằng một trong các phương pháp sau: Tiện, phay, khoan, khoét, doa, ta rô…
2. Chọn chuẩn:
- Trước khi tiến hành gia công trên các nguyên công, chi tiết phải được gá đặt vào đúng vị trí yêu cầu.
- Trong sản xuất đơn chiếc thì quá trình gá đặt thường được thực hiện theo các chuẩn và phương pháp rà gá.
- Còn trong sản xuất hàng loạt vừa và lớn quá trình gá đặt thường được thực hiện trên đồ gá theo phương pháp tự động đạt kích thước, nhờ các mặt chuẩn của chi tiết.
- Chọn chuẩn hợp lý sẽ cho phép nâng cao độ chính xác gia công, đơn giản quá trình gá đặt và kết cấu của các cơ cấu định vị và kẹp chặt, giảm bớt thời gian phụ để có thể đạt độ chính xác cao nhất.
- Quá trình gia công nên thực hiện chỉ sau một lần gá. Bằng một lần gá đặt người ta sẽ loại bỏ được các sai số do thay đổi chuẩn và gá đặt gây ra. Tuy
nhiên trong phần lớn các trường hợp, để gia công hoàn thiện một chi tiết người thợ phải sử dụng nhiều loại máy với nhiều bề mặt chuẩn khác nhau.
- Trong quá trình gia công người ta thường sử dụng hai loại chuẩn là chuẩn thô và chuẩn tinh. Khi chọn chuẩn phải thực hiện sao cho đảm bảo tốt hai yêu cầu quan trọng của quá trình gia công là:
+ Đảm bảo chất lượng của chi tiết.
+Nâng cao năng suất và giảm giá thành.
- Với chi tiết là thân đỡ bánh răng có biên dạng hơi phức tạp thì việc gia công là rất quan trọng.
- Chuẩn thô được chọn là mặt G, khống chế 3 bậc tự do để gia công mặt A(I). khi đó mặt A dễ dàng đạt độ chính xác về kích thước và vị trí tương quan giữa các bề mặt.
- Chuẩn tinh là mặt A sau khi được gia công tinh, chọn làm mặt định vị chính để gia công các mặt còn lại, khi đó các mặt được gia công dễ dàng đạt được các kích thước và yêu cầu kỹ thuật đề ra.
- Mặt A được chọm làm chuẩn tinh chính vì nó đảm bảo được độ vuông góc giữa mặt A với các mặt trụ của lỗ và các đường tâm lỗ, đồng thời đảm bảo độ song song giữa các đường tâm lỗ với nhau.
3. Chọn trình tự gia công các bề mặt:
- Chất lượng của chi tiết, độ bền tinh cậy, tuổi thọ và tính kinh tế của nó trong quá trình vận hành không chỉ phụ thuộc vào độ hoàn thiện và kết cấu mà còn phụ thuộc vào trình độ của các quy trình công nghệ gia công cơ.
- Để giải quyết mục đích cuối cùng của quá trình công nghệ là tạo ra sản phẩm có chất lượng, tính năng sử dụng tốt, giá thành hợp lý thì phải giải
quyết các vấn đề một cách đồng bộ. Trong đó xác định trình tự gia công hợp lý là nhiệm vụ quan trọng nhất thiết kế quy trình công nghệ gia công cơ.
Nhiệm vụ đồ án.................................................................................. 1
Mục lục............................................................................................... 2
Lời nói đầu......................................................................................... 3
Nhận xét của GVHD.......................................................................... 4
Nội dung thuyết minh......................................................................... 5
Phần I: Phân tích chi tiết gia công....................................................... 5
Phần II: Xác định dạng sản xuất......................................................... 9
Phần III: Chọn phôi và phương pháp chế tạo phôi........................... 12
Phần IV: Lập quy trình công nghệ.................................................... 18
Phần V: Biện luận quy trình công nghệ............................................ 22
Phần VI: Biện luận về chế độ cắt...................................................... 30
Phần VII: Tính toán và thiết kế đôg gá............................................. 42
Kết luận............................................................................................ 52
Tài liệu tham khảo............................................................................ 53
























