
MỤC LỤC: thuyết minh, quy trình sản xuất, bản vẽ nguyên lý, thiết kế, các chi tiết trong máy, kết cấu, động học máy. THIẾT KẾ VÀ CHẾ TẠO MÁY HÀN ỐNG TỰ ĐỘNG, thuyết minh, động học máy, kết cấu máy, nguyên lý máy, quy trình sản xuất, NGHIÊN CỨU THIẾT KẾ CHẾ TẠO MÁY
Chương I: Phân tích yêu cầu thiết kế
I.1/_Mô tả sản phẩm
I.2/_Phát biểu bài toán thiết kế
I.3/_Xác định các yêu cầu kĩ thuật của bài toán thiết kế
I.4/_Thiết lập các đặc tính kĩ thuật chính
I.5/_Lược lại các đặc tính kĩ thuật
Chương II: Chọn lựa ý tưởng
II.1/_Ý tưởng cho bài toán thiết kế
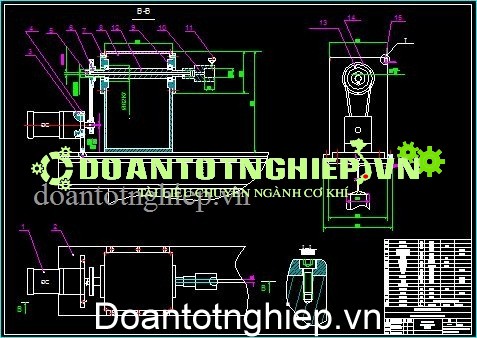
II.2/_Cơ cấu truyền động và điều chỉnh cần hàn
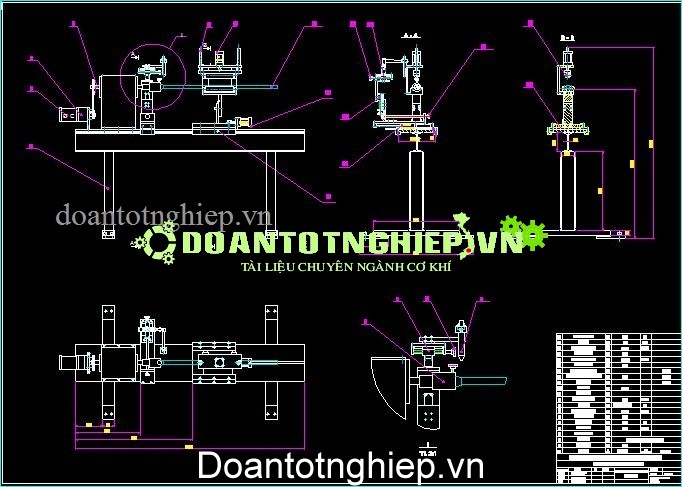
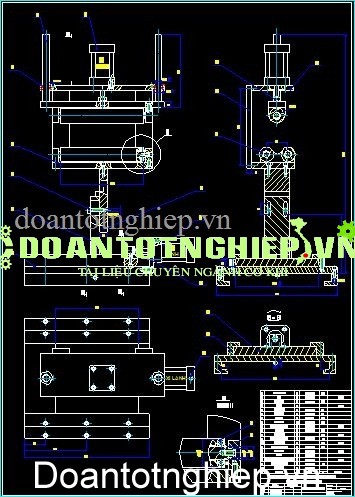
II.3/_Kết cấu sơ bộ và các thông số kĩ thuật của máy hàn
Chương III: Tính toán trục, bạc đạn, khí nén
III.1/_Tính toán trục
III.2/_Tính toán thiết kế ổ lăn
III.3/_Tính toán thiết kế bộ truyền đai thang
III.4/_Hệ thống khí nén
Chương IV: Phân tích kết cấu
IV.1/_Phân tích kết cấu cốt con lăn
IV.2/_Phân tích kết cấu cụm con lăn
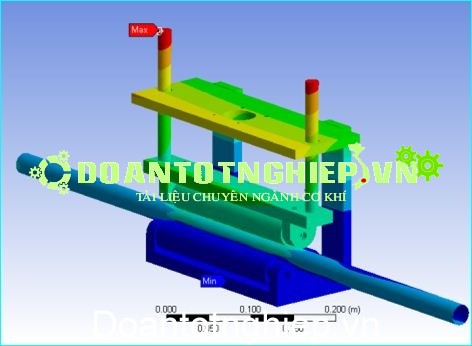
IV.3/_Phân tích tối ưu
Chương V: Thiết kế QTCN gia công chi tiết điển hình
V.1/_Xác định đường lối công nghệ
V.2/_Chọn phương án gia công
V.3/_Thiết kế quy trình công nghệ
V.4/_Biện luận quy trình công nghệ
Chương VI: Kết luận
LỜI NÓI ĐẦU
- Đồ án tốt nghiệp là một quá trình nghiên cứu và sáng tạo nhằm sử dụng vốn kiến thức đã được học để có thể hoàn thành một công việc trong phạm vi của ngành nói riêng và để từ đó có thể ứng dụng trong thực tế. Do đó đối với mỗi sinh viên chuẩn bị ra trường như chúng em nó như là điều kiện không thể thiếu.
- Cùng với tình hình phát triển của đất nước,công nghiệp hóa hiện đại hóa hiện nay đòi hỏi chúng ta phải nâng cao năng suất lao động để cạnh tranh và tồn tại trong thời đại kinh tế thị trường hòa nhập với toàn cầu hóa.Trong nền công nghiệp nói chung và ngành cơ khí nói riêng cần phải cải tiến và từng bước hội nhập,thay thế lao động cơ bắp bằng lao động trí óc,từng bước máy móc thay lao động con người.
- Trong thực tế hiện nay, nước ta việc hàn ống sử dụng lao động thủ công là chính. Yêu cầu cần thiết phải chuyển sang dần bằng hàn tự động để nâng cao năng suất và chất lượng sản phẩm.
- Nhờ việc ứng dụng các hệ thống CAD/CAE trong quá trình thiết kế máy đã mang lại tính hiện đại rất cao cả về thời gian,chi phí và chất lượng sản phẩm.
- Qua việc thiết kế máy hàn ống SP2 này sẽ giúp sinh viên chúng em ôn lại những kiến thức tổng thể đã học trong ngành cơ khí chế tạo và ngày càng hòan thiện hơn trước khi ra trường.
- Trong quá trình làm việc cần đòi hỏi nội dung kiến thức rất nhiều do đó không tránh khỏi nhiều sai xót, nên rất cần sự hướng dẫn và đóng góp ý kiến của các thầy cô,bè bạn.
- Cuối cùng nhóm chúng em xin chân thành cảm ơn sự hướng dẫn, chỉ bảo tận tình của thầy ................ đã giúp chúng em hòan thành đồ án này.
V.4/ Biện luận quy trình công nghệ:
V.4.1/_Nguyên công I: Chuẩn bị phôi.
.4.2/_Nguyên công II: Gồm có 2 lần gá:
V.4.3/_Nguyên công III:Gồm 12 bước:
- Bước 1 đến bước 6: Khoan 6 lỗ 6.5 .
- Bước 7 đến bước 12: Khoan 6 lỗ
+Trên máy khoan đứng 2A125.
+Các thông số của máy:
Số vòng quay của trục chính:97-1360.
Bước tiến dọc trục:0,1-0,81mm/vg.
Công suất động cơ chính: 2.8kW.
Hiệu suất máy :0.8.
V.4.4/_Nguyên công IV: Kiểm tra.
- Định vị:
-Nguyên công II chi tiết được định vị ở mặt trụ B ở lần gá A khử 4 bậc tự do.
Chi tiết hạn chế 4 bậc tự do : tịnh tiến theo phương oz ,oy;xoay quanh oz,oy.
-Nguyên công II chi tiết được định vị ở mặt trụ D ở lần gá B khử 2 bậc tự do.
Chi tiết hạn chế 2 bậc tự do: tịnh tiến theo phương oz; xoay quanh oz.
-Nguyên công III chi tiết được định vị ở mặt phẳng E khử 3 bậc tự do:tịnh tiến theo phương oz,xoay quanh ox,oy.
- Kẹp chặt:
-Ở nguyên công II sử dụng mâm cặp 3 chấu, lực kẹp hướng vào mặt định vị chính.
-Ở nguyên công III sử dụng mỏ kẹp, lực kẹp hướng vào mặt định vị chính.
- Chế độ cắt:
I/ Nguyên công II: trong lần gá A.
a/Bước 1:Khỏa mặt đầu E
-Chiều sâu cắt t=2mm.
-Bước tiến: tra bảng 2.62 trang 192 “Sổ tay gia công cơ” chọn S0 = 0.6mm/vg.
-Bước tiến theo công thức:St=Sk trong đó:
Sb- bước tiến dao tra bảng.
k- hệ số điều chỉnh theo điều kiện gia công.
St=0.6x0.75=0.45mm/vòng.
-Chọn lại bước tiến dao theo máy:tra TMT máy chọn S=0.47mm/vg.
-Tính vận tốc cắt và số vòng quay trục chính:
-Tra bảng 2.65 trang 193”Sổ tay gia công cơ” chọn Vb=105m/ph.
-Tính vận tốc cắt:V=VK1.K2.K3(m/ph) trong đó:
CHƯƠNG VI: KẾT LUẬN
Sau một thời gian tiến hành nghiên cứu, thực hiện và đi đến hoàn thiện đồ án, chúng em đã thu được một số kết quả như sau:
- Củng cố lại kiến thức về ngành nghề đã học.
- Có được một ít kinh nghiệm trong việc thiết kế, chế tạo, lắp ráp cơ khí.
- Từ đó có thể áp dụng vào điều kiện sản xuất thực tiễn.
*Tìm hiểu và ứng dụng các phần mềm CAD/CAE với các công cụ thiết kế như:
|
Các bước thiết kế |
Công cụ thiết kế |
|
Thiết kế sơ bộ |
Inventtor |
|
Lập mô hình thiết kế Và mô phỏng lắp rp |
Inventor |
|
Phân tích thiết kế |
Ansys Workbench |
|
Tối ưu hoá thiết kế |
Ansys Workbench |
|
Đánh giá thiết kế |
Inventor |
|
Lập thông tin và tư liệu thiết kế |
Inventor |
Từ đó làm cho quá trình chế tạo được mô phỏng và kiểm tra trước khi tiến hành gia công thực tế. Góp phần đáng kể vào việc nâng cao kỹ thuật đem lại tính hiệu quả cao trong lĩnh vực kinh tế góp phần đáp ứng nhu cầu sản xuất trong thời đại ngày nay:
+Giảm thời gian tính toán, giảm chi phí trong quá trình chế tạo nhờ việc tối ưu hóa thiết kế trên máy tính như ta có thể giảm bớt vật liệu cần thiết,lựa chọn vật liệu rẻ hơn..nhưng vẫn đảm bảo tính năng làm việc của sản phẩm.
- Với sản phẩm máy hàn ống sản phẩm SP2 đã chuyển việc hàn ống sử dụng lao động thủ công sang dần bằng hàn tự động để nâng cao năng suất,giảm nhân công lao động,thời gian được rút ngắn, mang lại hiệu quả kinh tế ngày càng cao.
MỤC LỤC: thuyết minh, quy trình sản xuất, bản vẽ nguyên lý, thiết kế, các chi tiết trong máy, kết cấu, động học máy. THIẾT KẾ VÀ CHẾ TẠO MÁY HÀN ỐNG TỰ ĐỘNG, thuyết minh, động học máy, kết cấu máy, nguyên lý máy, quy trình sản xuất, NGHIÊN CỨU THIẾT KẾ CHẾ TẠO MÁY





















