
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT BẠC TRƯỢT CỦ HỦ, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết

CHƯƠNG I: PHÂN TÍCH SẢN PHẨM
I.Phân tích kết cấu và điều kiện làm việc của chi tiết gia công.
- Bạc là chi tiết được dùng được rộng rãi trong ngành chế tạo máy. Đó là chi tiết hình ống tròn, thành mỏng mặt trong là lỗ trụ suốt. Trên mặt lưng trụ có gờ làm việc dẫn hướng, mặt khác trên mặt lưng trụ còn có bậc Ø46 dùng để lắp ghép với chi tiết khác. Trên chi tiết còn được gia công lỗ
-
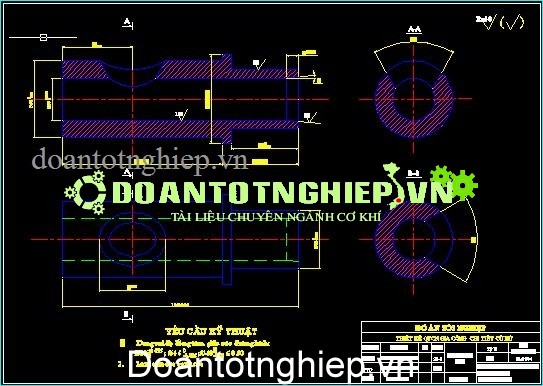
- côn Ø52 góc côn 600 dùng để lắp ghép, được gia công vuông góc với tâm lỗ Ø33.
- Điều kiện làm việc chủ yếu của chi tiết là chịu lực và chịu mài mòn giữa bề mặt làm việc của bạc và chi tiết lắp ghép cụ thể ở đây là lỗ Ø33 và trụ Ø46.
- Các dạng hỏng chủ yếu của chi tiết là mòn bề mặt tiếp xúc tróc rỗ bề mặt làm việc và gây bó kẹp giữa hai chi tiết khi có chuyển động quay.
II.Phân tích vật liệu chế tạo sản phẩm.
- Vì chi tiết có dạng bạc kích thước tương đối lớn và hình dạng tương đối phức tạp lắm. Mặt khác điều kiện làm việc của chi tiết là luôn chịu lực tác dụng và chi tiết khi làm việc phải trượt lên chi tiết lắp ghép nên mài mòn giữa bề mặt làm việc của chi tiết bạc là rất cao. Ở đây ta sử dụng vật liệu để chế tạo bạc là gang xám 18 - 36. Loại gang này có cơ tính khá cao, chịu lực, chịu mài mòn. Với những lí do trên nên ta chọn loại thép kết cấu 18 -36 làm vật liệu chế tạo chi tiết là hợp lí.
- Thành phần cấu tạo vật liệu GX 18 – 36 được cho bảng sau:
|
C |
Si |
Mn |
P |
S |
|
2,8÷3,5 % |
1,5 ÷ 3 % |
0,5 ÷ 1 % |
0,1 ÷ 0,2 % |
0,08 ÷ 0,12% |
- Ngoài ra, trong gang xám hợp kim có thể gặp các nguyên tố như Cr, Mo, Ni, Cu,… có tác dụng riêng.
III.Phân tích yêu cầu kỹ thuật của chi tiết gia công.
Ta tiến hành phân tích 2 yêu cầu kỹ năng sau:
- Yêu cầu độ chính xác và kích thước.
- Những kỹ thuật có dung sai chỉ dẫn:
- Kích thước danh nghĩa: d = 33 (mm)
- Sai lệch giới hạn trên : ES = + 0,025 (mm)
- Sai lệch giới hạn dưới : EI = 0 (mm)
- IT = 0,025 (mm)
Tra bảng 1.4 trang 11. “ Sổ tay duy sai lắp ghép”.
- CCX 7
Tra bảng 1.14 trang 34: Giáo trình “ Sổ tay DS lắp ghép”, ta có: Ø33 H7.
- Kích thước Ø52+0.3
- Kích thước danh nghĩa: d = 52 (mm)
- Sai lệch giới hạn trên: ES = +0.3 (mm)
- Sai lệch giới hạn dưới: EI = 0 (mm)
- IT = 0.3 (mm) => CCX 12.
Ta có kích thước Ø52H12.
- Những kích thước không có duy sai hướng dẫn:
- Là kích thước giới hạn bởi 2 bề mặt A và B đều gia công nên ở đây ta chọn COX 12.
- Kích thước 185:
Tra bảng 1.4 trang 11, ta có trị số duy sai: IT = 0.46 => ta chọn 18 ±0.23(mm)
- Kích thước 125:
Tra bảng 1.4 trang 11,ta có trị số dung sai: IT = 0.24 => ta chọn 125±0.2(mm)
- Kích thước 60:
Tra bảng 1.4 trang 11, ta có trị số dung sai: IT = 0.3 => ta chọn 53 0-0.3 (mm)
- Kích thước 55:
Tra bảng 1.4 trang 11, ta có trị số duy sai: IT = 0.3 =>ta chọn 53 0-0.3 (mm)
- Kích thước Ø60: => Ø60 ± 8.03 (lắp ghép CCX7)
- Kích thước Ø46: => Ø46 0-0.025 CCX7
- Yêu cầu về vị trí tương quan.
- Duy sai độ đồng trục của các trục, lỗ với đường tâm chung là 0,03.
- Độ không vuông góc giữa mặt đầu và đường tâm lỗ Ø33 là nằm trong khoảng 0,1 ÷ 0,2/100 (mm)...................
CHƯƠNG III: CHỌN PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI.
I.Cơ sở chọn phôi:
- Vì chi tiết gia công thuộc dạng bạc, điều kiện làm việc chịu lực và chịu mài mòn, nên ta phải chọn phôi là gang xám có tổ chức có graphit tấm, số lượng ít, mịn, phân bố đều, nên kim loại là peclit nên cơ tính của gang là khá cao bằng phương pháp gia công đúc là hợp lí.
- Việc xác định phương pháp chế tạo phôi hợp lí sẽ đảm bảo được các yêu cầu kỹ thuật của chi tiết, kích thước của phôi, đảm bảo được lượng dư cho toàn bộ quá trình gia công, hình dáng của phôi càng giống chi tiết càng tốt, yêu cầu này cho phép giảm được số lần chạy dao, giảm thời gian gia công, tiết kiệm được nguyên vật liệu dẫn đến tăng năng suất và hạ giá thành sẩn phẩm.
II.Phương pháp chế tạo phôi.
- Việc lựa chọn phương pháp chế tạo phôi hợp lí phải căn cứ vào các yêu cầu sau:
- Căn cứ vào kích thước và hình dạng hình học của chi tiết.
- Căn cứ vào vật liệu chế tạo chi tiết.
- Căn cứ vào dạng sản xuất và điều kiện cụ thể của chi tiết gia công.
- Căn cứ vào khả năng đạt độ chính xác gia công.
- Cụ thể ở đây vật liệu chế tạo chi tiết là GX18-36 kích thước nhỏ, kết cấu hình dạng khá phức tạp, dạng sản xuất hang loạt vừa, điều kiện trang thiết bị tự chọn, do vậy ta chọn các phương pháp chế tạo phôi sau:
- Đúc khuôn cát:
- Khuôn được làm bằng cát. Khuôn được làm bằng cát mịn, đất sét, chất phụ gia được trộn theo tỉ lệ nhất định.
- Khuôn có thể nguyên hoặc 2 nửa hoặc nhiều phần ghép lại.
- Mẫu có thể 2 nửa hoặc nhiều phần ghép lại.
- Lõi được làm bằng cát.
- Ưu điểm:
- Khi đúc phôi có kích thước và khối lượng lớn.
- Có thể làm khuôn bằng tay hoặc bằng máy.
- Nhược điểm:
- Độ chính xác của phôi không cao.
- Năng suất chế tạo phôi không cao.
- Đúc khuôn kim loại:
- Khuôn được làm bằng kim loại. Khuôn có 2 nửa hoặc nhiều phần ghép lại.
- Lòng phôi có hình dạng, kết cấu giống phôi cần đúc.
- Ưu điểm:
- Độ chính xác của phôi cao.
- Năng suất chế tạo phôi cao.
- Nhược điểm:
- Không thuận lợi khi phôi có kích thước và khối lượng lớn.
- Đúc khuôn ly tâm:
- Khuôn chế tạo bằng thép và có chuyển động quay.
- Khi khuôn quay tạo ra lực ly tâm.
- Lực ly tâm làm cho kim loại lỏng văng ra và bám vào thành khuôn.
- Ưu điểm:
- Độ chính xác của phôi cao.
- Năng suất chế tạo phôi cao.
- Độ bền chặt của phôi cao.
- Nhược điểm:
- Chỉ đúc được phôi có hình dạng tròn xoay và rỗng bên trong.
- Không thuận lợi khi đúc phôi có khối lượng và kích thước lớn.
- Đúc khuôn áp lực:
- Khuôn chế tạo bằng thép có độ chính xác cao.
- Máy có hệ thống đẩy kim loại lỏng vào khuôn.
- Ưu điểm:
- Độ chính xác của phôi cao.
- Năng suất chế tạo phôi cao.
- Độ bền chặt của phôi cao, ít bị phế phẩm.
- Nhược điểm:
- Không thuận lợi khi đúc khuôn có kích thước và khối lượng lớn.
- Từ những phân tích, ta chọn phương pháp chế tạo phôi là phương pháp đúc khuôn kim loại.
- Phôi đúc khuôn kim loại đạt cấp chính xác cấp II.
- Đạt cấp chính xác về kinh tế IT15, IT16.
III.Lượng dư bề mặt gia công.
- Vì phôi đúc khuôn kim loại nên các bề mặt gia công có lượng dư phân bố khác.
Tra bảng 3.4. cấp chính xác II trang 10 ( Giáo trình “ Bài giảng bài tập lớn Công Nghệ Chế Tạo Máy”)
- Ta có lượng dư của phôi đúc đạt cấp chính xác II là:
- Trên dưới: 4,5 mm
- Bên : 3,5 mm
- Mặt trong: 1,6 mm
( Bảng vẽ chi tiết lồng phôi được trình bày ở tập bảng vẽ A3)
CHƯƠNG IV: BẢNG TIẾN TRÌNH CÔNG NGHỆ VÀ BẢNG QUY TRÌNH CÔNG NGHỆ.
|
STT |
Tên Công Nguyên |
Chuẩn Định Vị |
|
|
I |
-Làm sạch phôi. |
|
|
|
II |
-Kiểm tra kích thước phôi. |
|
|
|
III |
-Kiểm tra lỗ khí, nứt. |
|
|
|
IV |
-Nhiệt luyện. |
|
|
|
V |
-Vạt mặt đầu B. -Tiện thô Ø70. -Tiện thô Ø46. |
Ø60: 4 bậc B: 1 bậc |
|
|
VI |
-Tiện mặt đầu A.
-Tiện thô Ø60. |
Ø46:4 bậc Mặt c: 1 bậc |
|
|
VII |
-Tiện bán tinh, tinh Ø70. -Tiện bán tinh, tinh Ø46. |
Ø60: 4 bậc. B: 1 bậc. |
|
|
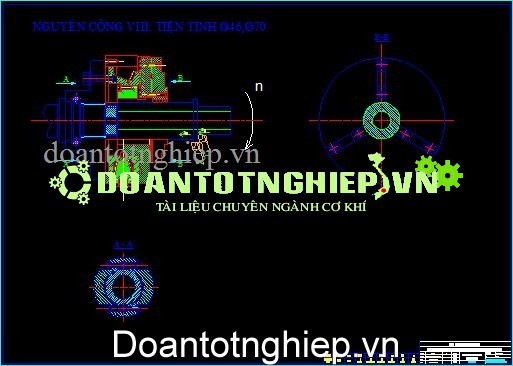
VIII |
-Tiện bán tinh, tiện tinh Ø60. |
Ø46: 4 bậc. A: 1 bậc.
|
|
|
IX |
-Tiện lỗ Ø33. |
Ø60: 4 bậc. A:1 bậc. |
|
|
X |
-Tiện côn Ø33 dài 10mm |
Ø60: 4 bậc. A: 1 bậc. |
|
|
XI |
-Khoan, khoét lỗ côn Ø52. |
Ø60: 4 bậc. A: 1 bậc. |
|
|
XIII |
-Tổng kiểm tra. |
|
|
(Bảng quy trình công nghệ được trình bày A3
CHƯƠNG V: BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ VÀ TÍNH CHẾ ĐỘ CẮT.
I.Nguyên công I: làm sạch phôi.

- Phôi sau khi đúc sẽ để lại những phần phôi thừa như đậu ngót, đậu rót, bavia.
II.Nguyên công II: kiểm tra kích thước.
- Kiểm tra kích thước phôi đạt yêu cầu không.
III.Nguyên công III: kiểm tra phôi.
- Do ta sử dụng phôi đúc nên khi sử dụng cần kiểm tra lỗ khí, nứt,... do khi đúc để lại, kim loại chưa kịp nén đầy hết khuôn.
IV.Nguyên công IV: Nhiệt luyện.
- Sau khi đúc phôi xong ta còn phải nhiệt luyện để ổn định mạng tinh thể và khử ứng suất.
V.Nguyên công V: Vạt mặt đầu B, tiện thô Ø70 và Ø46.
- Vì chi tiết dạng bạc nên ta sử dụng phương pháp tiện mặt đầu để đạt năng suất cao. Mặt khác ta gia công mặt B trước làm chuản tinh cho các nguyên công sau. Ta gia công đồng thời mặt đầu B và tiện thô Ø70 và Ø46 để đảm bảo yêu cầu độ đồng tâm giữa các trục, lỗ với đường tâm chung là 0.03 mmm
- Tiện mặt B đạt kích thước 64,5 ± 0,37.
- Tiện thô, tinh mặt đầu B.
- Tiện mặt đầu B đạt kích thước dùng dao tiện mặt đầu gắn mảnh hợp kim cứng BK6 kích thước con dao 16 x16 x125, gia công trên máy tiện 1K62 (Tra bảng .4 trang 29: Giáo trình” dao cắt và dao cắt phụ”).
- Tiện thô Ø70.
- Tiện thô Ø70 đạt kích thước Ø72 ± 0,37, dùng dao tiện ngoài bằng thép gió có kích thước 20 x 20 x 125.
CHƯƠNG VI: TÍNH TOÁN VÀ THIẾT KẾ ĐỒ GÁ.
I.Phân tích yêu cầu kỹ thuật của nguyên công.
- Ở đây là hạng sản xuất hang loạt vừa nên đòi hỏi khi gia công chi tiết phải được gá đặt nhanh chóng. Do đó ta cần phải thiết kế đồ gá chuyên dùng cho nguyên công IX và nguyên công XII.

II.Lựa chọn phương pháp định vị và kẹp chặt.
- Định vị:
- Nguyên công IX:
- Chi tiết được định vị ở mặt trụ Ø46 4 bậc
Tự do: tịnh tiến theo Oz, Oy; xoay quanh Oz, Oy.
- Chóng tâm mặt đầu A khử 1 bậc tự do tịnh tiến theo Ox.
- Nguyên công XII:
- Chi tiết được định vị ở mặt trụ Ø60 4 bậc tự do: tịnh tiến theo Ox,Oy, xoay quanh Ox, Oy.
- Mặt A được định vị 1 bậc tự do tịnh tiến theo Ox bằng chất tỳ đầu phẳng.
- Kẹpchặt:
- Nguyên công IX:
- Sử dụng cơ cấu kẹp chặt bằng mâm cặp tự định tâm.
- Lực kẹp hướng vào mặt định vị chính.
III.Phương pháp tính lực kẹp.
- Nguyên công IX:
- Chi tiết được định vị và kẹp chặt bằng mâm cặp. Sau quá trình phân tích lực để chi tiết được kẹp chặt và cứng vững khi gia công ta có phương trình cân bằng sau:
W .f = K . Pz
- W = = = 246,4 (kg)
Vậy Wct = 246,4 (kg)
- Nguyên công XII:
- Chi tiết được định vị và kẹp chặt bằng khối V và chết tỳ đầu phẳng.
Phương trình cân bằng lực:..........................................
IV.Ưu – khuyết điểm của đồ gá:
- Các chi tiết định vị trên đồ gá khá đơn giản.
- Dễ thay thế các chi tiết tên đồ gá khi bị mòn.
- Cơ cấu kẹp chặt dễ thao tác khi gá đặt chi tiết.
V. Hướng dẫn bảo quản đồ gá.
- Khi gia công sản phẩm nên cẩn thận tránh làm hỏng các chốt định vị, khi gá đặt lực kẹp phải vừa đủ.
- Khi gia công xong phải lau chùi đồ gá và cất giữ cẩn thận.
- Thường xuyên bôi dầu, mở cho vít kẹp.
VI.Cách sử dùng đồ gá.
- Trước khi gá đặt chi tiết cần kiểm tra đồ gá.
- Đặt chi tiết vào đúng vị trí quy định.
- Sau đó quay tay quay để mỏ kẹp đi vào kẹp chặt chi tiết hoặc dùng tay siết ốc để kẹp chặt.
- Khi gia công xong, quay tay quay để mỏ kẹp đi ra và tháo chi tiết ra.
VII.Một số chi tiết tiêu biểu trên đồ gá.
.
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT BẠC TRƯỢT CỦ HỦ, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết


























