
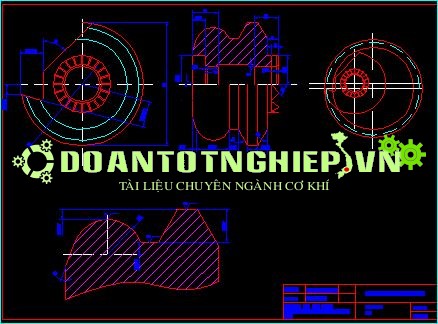
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT DAO TIỆN ĐỊNH HÌNH, hướng dẫn thiết kế đồ gá
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo máy,
Chi tiết gia công :
Chi tiết gia công làm từ thép 45, sb = 750 N / mm2 ,bao gồm nhiều loại bề mặt tròn xoay ,mặt trụ , mặt côn và mặt đầu . Đây là một chi tiết tương đối điển hình . Kết cấu chi tiết cân đối. Độ chênh lệch đường kính không quá lớn . Trên chi tiết không có đoạn nào có góc pròin quá nhỏ hoặc bằng 0 .
II. Chọn loại dao :
Ở chi tiết này , có thể dung dao lăng trụ hay tròn đều được cả . Song để đơn giản trong việc thiết kế , chế tạo cũng như gá và gia công . Ta chọn dao tiện định hình lăng trụ sẽ hợp lý hơn .
Căn cứ vào chiều sâu max của chi tiết :
Dựa vào bảng 3.2a – Kết cấu và kích thước của dao tiện định hình lăng trụ trong sách “ Hướng dẫn thiết kế dụng cụ cắt kim loại ”.
Ta có kích thước cơ bản của dao
B = 19 H = 75 E = 6 A = 25 F = 15 r = 0,5
d = 6 M = 34,45
III . Chọn cách gá dao :
...........................................
VI . Thiết kế dưỡng do – dưỡng kiểm .
Dưỡng do dùng để kiểm tra profin dụng cụ sau khi chế tạo . Kích thước dang nghĩa của dưỡng bằng kích thước dang nghĩa của dao . Kích thước dang nghĩa của dưỡng được quy định theo luật bao và bị bao giá trị các sai lệch có thể lấy theo cấp chính xác 7 với miền dung sai H , h ( TCVN 2245 – 77) .
Dưỡng kiểm ding để kiểm tra dưỡng do .Kích thước danh nghĩa dưỡng kiểm cũng dược quy định theo luật bao và bị bao , song dưỡng do dễ chế tạo chính xác , khi đo bị mòn theo các phương , theo kinh nghiệm , người ta lấy kích thước danh nghĩa dưỡng kiểm bằng kính thước dang nghĩa dưỡng đo . Sai lệch lấy đối xứng , giá trị sai lệch có thể lấy theo cấp chính xác 6 với miền dung sai Js , js ( TCVN 2245 – 77) .
Vật liệu dưỡng được chế tạo từ thép lò xo 65G là thép có tích chống màI mòn cao , độ cứng sau nhiệt luyện đạt được 58 –65 HRC . Độ nhám các mặt làm viẹc đạt khoảng Ra = 0,63 …0,32 ( độ bóng Ñ = 8 … 9 ) các mặt còn lại đạt Ra = 1,25 ( độ bóng Ñ = 7 ).
Kích thước danh nghĩa của dượng theo profin dao .






























