
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT MẶT BÍCH DẦU, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết.
- PHÂN TÍCH SẢN PHẨM:
- Phân tích hình dạng và kết cấu:
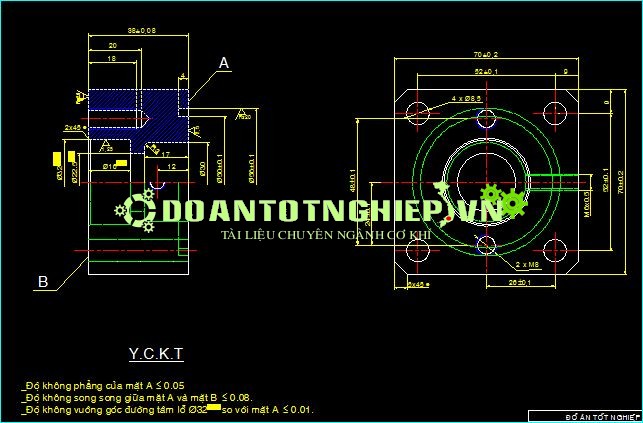
_Chi tiết mặt bích dầu là chi tiết dạng mặt bích.Phần lớn các mặt gia công là mặt phẳng và mặt trụ trong .Chi tiết có dạng hộp vuông chiều cao bằng nửa chiều rộng .Có hai mặt phẳng lớn nhất là hai mặ đầu A,B
có kích thước choán chổ lớn nhất là 70x70 .Chi tiết có mặt trụ trong là phần trụ bậc có đường kính danh nghĩa lầ lượt là. và O22 O30.
_Ngoài ra chi tiết còn có 4 lổ suốt O8.5 phân bố đều ở 4 góc mặt bích vaV2 lổ ren M8 và một lổ ren M6.
Các lổ ren M8 được gia công trên mặt đầu cách nhau 48mm được
gia công trên mặt bên cách mặt đầu B 12mm.
2.Phân tích công dụng và điều kiện làm việc:
- Mặt bích dầu dùng để đở các đầu trục quay và bích mặt dầu các ống xylanh trong truyền dẩn thủy lực , trên các thân hộp hay các cơ cấu truyền động
_ Chi tiết cần gia công ơ’ đây giử nhiệm vụ chính là mặt bích trên van thủy lực .Chi tiết được lắp với ổ lăn ở phần trụ O32 và được giử bằng vai ở phần trụ O22. Mặt bích dầu lắp với ổ lăn và lắp với phần đầu trục trước khi lắp lên ống xy lanh ta có lắp phốt cao su ở rãnh sâu 4mm trên O56 O50trên mặ đầu A.
3.Phân tích vật liệu ché tao sản phẩm:
_Chi tiết gia công mặt bích đầu được chế tạ từ vật liệu là thép 30
_Thép 30 là thép cacbon kết cấu chất lượng tốt dùng cho các chi
tiết không nhiệt luyện như: mặt bích, chốt , càng gạt …
_ Ký hiệu thép 30 2 chử số này chỉ thành phần phần vạn của
cacbon chứa trong thép..............................
C.CHỌN PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI :
1. Chọn phôi:
- Chi tiết mặt bích dầu cóchức năng đở trục và bích mặt dầu là các chi tiết dạng bắt chặt không cho dầu lọt ra ngoài ở đầu trục pis ton trên ống xy lanh hay động cơ dầu có kết cấu đơn giản nhưng đòi hỏi độ bền tương đối .Vật liệu dùng làm các chi tiết mặt bích là thép kết cấu chất lượng tốt như thép 45 .
- Chi tiết có dạng mặt bích gồm một lổ chính bề mặt bắt bích và các lổ phụ , dạng sản xuất hàng loạt vừa ,k kích thước chi tiết tương đối nhỏ .
- Dựa vào những điều trên ta có thề chọn hai lọai phôi là phôi rèn dập và phôi đúc .
-
- Phôi rèn dập không thích hợp vì chi tiết có thành mỏng (6mm)
- Vậy ta chọn phôi đúc đảm bảo đươc các yêu cầu về vật liệu thép cacbon cao không có độ dẻo cao, có thành mỏng.
2. Phương pháp chế tạo phôi :
- Do đô chính xác không cao lắm của chi tiếtnên ta chọn phương pháp đúc bằng khuôn các . Nếu ta chọn phương pháp đúc bằng khuôn vỏ mỏng hay đúc áp lực không có hiệu quả kinh tế vì đây là dạng sản xuất hàng loạt vừa và đô chính xác đòi hỏi không cao.
- Do chi tiết nhỏ đòi hỏi lượg dư gia công nhỏ nên ta phôi đúc cấp chính xác I > Để tăng năng xuất và chất lương phôi đúc ta chọn làm khuôn bằng máy và sử dụng mẩu kim loại. Do phôi đúc có kích thước nhỏnên ta có thể đúc 1 lần nhiều phôi trên 1 khuôn .
- Việc chế tạo bằng phôi đúc được sử dụng rộng rãi hiện nay vì đúc được các phôi có hình dáng phức tạp, có thể đạt được kích thước từ nhỏ tới lớn mà phương pháp rèn dập khó đạt được. Cơ tính và độ chính xác của phôi đúc tùy thuộc vào phương pháp đúc và kỹ thuật làm khuôn. Tùy theo tính chất sản xuất, vật liệu của chi tiết đúc trình độ kỹ thuật để lựa chọn phương pháp khác nhau .
-
Ưu điểm :
- Đối với dạng sản xuất hàng loạt vừa trở lên những lổ đường kính lớn hơn 30mm sẽ được đúc bằng phương pháp dùng ruột (lõi), ruột được chế tạo riêng và chính xác, nên kích thước lổ sau khi đúc đạt đảm bảo vị trí tương quan cao. Không phải tốn nhiều nguyên công để gia công các mặt hay kích thước liên quan nhau.
- Lượng dư gia công tại các nguyên công không nhiều.
- Không phải tốn thời gian gia công cơ bản .
-
Nhược điểm:
- Phải qua nguyên công làm sạch phôi .
- Cắt bỏ các phần thừa còn lại như đậu ngót ,đậu rót, đậu hơi .
-
Chọn mặt phân khuôn :
- Mặt phân khuôn phải đi qua tiết diện thuận lợi nhất của phần mẩu để lấy mẩu ra khỏi khuôn dể dàng.
- Mặt phân khuôn phải có độ chính xác về hình dạng, kích thước ít bị cong vênh.
- Mặt phân khuôn phải phẳng ,số mặt phân khuôn ít nhất .
Số hòm khuôn : dùng hai hòm khuôn để tiện việc rót kim loại vào khuôn .
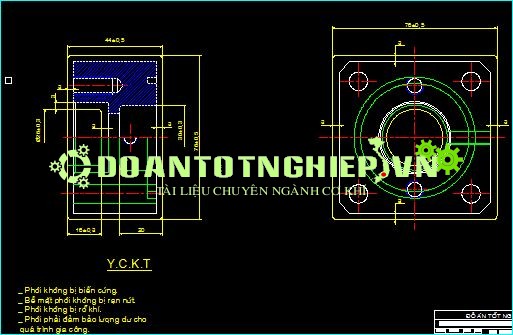
3. Xác định lương dư và dung sai cho phôi đúc :
- Chi tiết co kích thước choán chổ lớn nhất là 70và phôi đúc cấp chính xác I theo sồ tay CNCTM bảng 12b....................................
-
C.LẬP QUY TRÌNH CÔNG NGHỆ GIA CÔNG CƠ :
1.Lập qui trình công nghệ:
Qua việc phân tích hình dáng ,kích thước, điều kiện kỹ thuật và tính chất sản xuất ta bắt đầu lập qui trình công nghệ gia công chi tiết theo thứ tự hợp lý nhất .
-

- Chuẩn định vị để gia công :
Khi gia công bạc mặt bích đầu cần đảm bảo hai điều kiện kỹ thuật cơ bản củamặt bích là độ đồng tâm giữa các lỗ, độ vuông góc giữa đường tâm lỗ và mặt đầu .Các bề mặt này là bề mặt chính của bạc .Hai điều kiện kỹ thuật trên đây có thể giải quyết bằng một trong các phương pháp sau đây :
- Gia công tất cả các mặt chính sau hai lần gá đặt hoặc sau hai nguyên công ,trong đó có một lần định vị vào lỗ để gia công tinh mặt ngoài .
- Gia công tất cả các mặt chính sau ba lần gá đặt hoặc là sau ba nguyên công trong đó có một lần định vị vào lỗ để gia công mặt ngoài .
- Gia công tất cả các mặt chính sau bốn lần gá hay là sau bốn nguyên công trong đó có một lần định vị ngoài để gia công tinh lỗ.
-
Trình tự gia công các bề mặt:
- Gia công các 6 mặt của khối hộp :A,B,C,D,E,F
- Gia công các lỗ chính và các lổ phụ
- Tổng kiểm tra
Kiểm tra các yếu tố về kích thước như đường kính ngoài ,đường kính lỗ , độ nhám bề mặt.
Trong sản xuất đơn chiếc và loạt nhỏ thường dùng các dụng cụ đo vạn năng để đo các kích thước và các mẫu để so sánh độ nhám bề mặt .Còn trong sản xuất hàng loạt lớn có thể dùng các dụng cụ kiểm chuyên dùng .
Đối với các yếu tố về vị trí tương quan như độ đồng tâm giữa mặt lỗ và mặt đầu tốt nhất là dùmg đồng hồ so và đồ gá kiểm tra .
Độ vuông góc giữa mặt đầu bạc và đường tâm lỗ có thể kiểm tra bằng đồng hồ so hoặc thước đo góc .
II.Tiến trình công nghệ gia công mặt bích đầu:
1.Nguyên công I: chuẩn bị phôi .
2. Nguyên công II: phay thô mặt A
-Chuẩn mặt B:3 bậc ,mặt C:2 bậc.
3. Nguyên công III: phay thô mặt C.
-Chuẩn mặt A:3 bậc , mặt E :2 bậc.
4. Nguyên công IV: phay thô mặt B.
-Chuẩn mặt A :3 bậc , mặt C: 2 bậc .
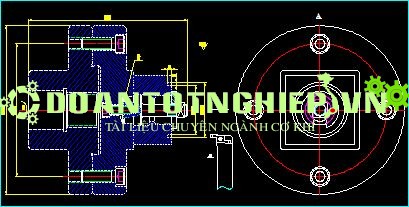
D.TÍNH TOÁN THIẾT KẾ ĐỒ GÁ:
- Phương hướng chung:
Ngày nay sản phẩm cơ khí rất đa dạng và thay đổi mẫu mã liên tục .Trong sản xuất song song tồn tại nhiều loại hình khác nhau gồm: sản xuất hàng loạt lớn, loạt vừa và loạt nhỏ và đơn chiếc. Để đáp ứng với mọi loại hình sản xuất, đồ gá cần định hướng phát triển như sau.
- Tiêu chuẩn hóa kết cấu của từng chi tiết, từng cụm chi tiết để có thể dể dàng lắp thành đồ gá.
- Dùng các phương tiện tác dụng nhanh như : dầu ép, khí nén, điện từ ,điện cơ, chân không…
- Tự động hóa khâu gá đặt để nâng cao năng suất và phù hợp với các thiết bị tự động.
Có thể sử dụng đồ gá điều chỉnh để gia công chi tiết nếu cần.
Tùy theo loại hình sản xuất mà mức độ ứng dụng khác nhau.
Sản xuất hàng loạt lớn thì yêu cầu chính là năng xuất vì vậy cần cơ khí hóa và tự động hóa đồ gá nhằm nâng cao năng xuất đồng thời nâng cao độ chính xác gia công. Ở đây sử dụng các cơ cấu tác dụng nhanh, đồ gá nhiều vị trí, phân độ và kẹp chặt tự động …
Sản xuất hàng loạt vừa cũng cần cơ khí hóa và bán tự động đồ gá, sử dụng cơ cấu tác dụng nhanh.
- Tài liệu ban đầu để thiết kế đồ gá:
- Bản vẽ chi tiết gia công với đầy đủ các kích thước, và các điều kiện kỹ thuật.
- Sơ đồ nguyên công đang thiết kế đồ gá với kích thước, dung sai, độ bóng, lượng dư và phương án định vị kẹp chặt.
- Bảng thiết bị, các bước gia công, chế độ cắt.
- Sản lượng hằng năm.
- Các sổ tay công nghệ, sổ tay tiêu chuẩn đồ gá và kết cấu đồ gá…
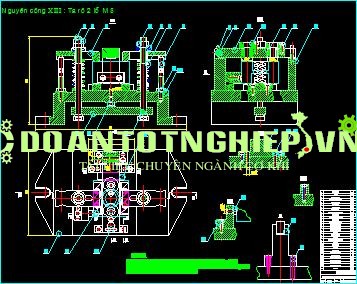
- Thiết kế đồ gá nguyên công VII: Gia công lỗ ren M8
a.Yêu cầu kỷ thuật của Nguyên cô thiết kế đồ gá:
_ Kích thước lổ ren M8 kích thươ’c khoảng cách 2 tâm lỗ 48±0.1 24±0.1
_ Dung sai độ song song 2 đường tâm trục £ 0.1
b. Chọn phương án định vị :
Ta dùng mặt A làm mặt định vị chính khử 3 bậc tự do để
đảm bảo kích thước chiều sâu lỗ renĐộ vuông góc của 2 tâm
lỗ ren với mặt A , 3 bậc tự do là
Ta chọn mặt E làm mặt định vị dẩn hướng khử 2 bậc tự do
Để đảm bảo vị trí 2 lỗ ren trên mặt B đạt các kích thước 24±0.1 độ đối xứng 2 tâm lổ .
Chọn mặt C khử bậc tự do còn lại không cho chi tiết tịnh tiến theo phương oy .
Vậy chi tiết được định vị 6 bậc tự do





























