
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT TAY BIÊN MÁY CƯA, đồ án môn học công nghệ chế tạo máy TAY BIÊN MÁY CƯA, bài tập lớn công nghệ chế tạo máy TAY BIÊN MÁY CƯA, thiết kế quy trình công nghệ gia công chi tiết TAY BIÊN MÁY CƯA
MỤC LỤC
Lời nói đầu ....................................................................................................................... 3
Lời nhận xét của giáo viên hướng dẫn ............................................................................. 4
Chương 1: PHÂN TÍCH CHI TIẾT GIA CÔNG .......................................................... 5
- Phân tích tính năng và công dụng chi tiết gia công .............................................. 5
- Phân tích độ chính xác gia công ........................................................................... 5
- Phân tích độ chính xác của chi tiết ....................................................................... 6
Chương 2: XÁC ĐỊNH DẠNG SẢN XUẤT ................................................................ 9
- Tính trọng lượng chi tiết ...................................................................................... 9
- Sản luợng chế tạo trong một năm ........................................................................ 10
Chương 3: CHỌN PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI ............................ 12
- Chọn vật liệu làm phôi ........................................................................................ 12
- Phương pháp chế tạo phôi ................................................................................... 12
- Xác định lượng dư gia công ................................................................................ 13
- Yêu cầu kỹ thuật và sơ đồ đúc ............................................................................ 14
Chương 4: BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ ............................................... 15
Chương 5: TÍNH CHẾ ĐỘ CẮT .................................................................................. 26
Chương 6: TÍNH TOÁN VÀ THIẾT KẾ ĐỒ GÁ ....................................................... 59
Tài liệu tham khảo ................................................................................................................... 64
Chương 1: PHÂN TÍCH CHI TIẾT GIA CÔNG
I. Phân tích tính năng công dụng của chi tiết gia công.
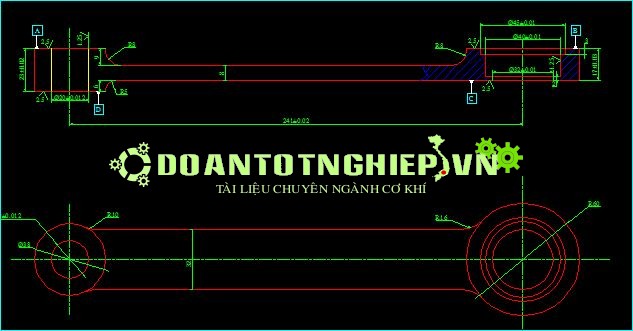
- Tay biên là một chi tiết trong máy cưa. Tay biên máy cưa là một chi tiết thuộc dạng càng. Vì càng là một chiết có hình dạng không tròn, thang dẹt, thường có một hoặc một số lỗ cơ bản cần được gia công chính xác, các lỗ này có quan hệ song song vuông góc với một số lỗ nào đó, các lỗ này cũng co quan hệ về vị trí các đường tâm lỗ so với mặt đầu của nó. Ngoài những lỗ cơ bản trên càng còn có những lỗ kẹp chặt và những lỗ khác cần được gia công. Chiết tiết dạng càng có chức năng cần nối giữa chi tiết này với chi tiết khác. Vậy tay biên thuộc một loại dạng càng. Tay biên máy cưa làm việc chủ yếu ở 2 lỗ ..20±0.012 và 3 lỗ bậc .32±.0.01, ..40±0.01,..45±0.01. Chi tiết tay biên làm việc trong môi trường tiếp xúc thường xuyên với dầu mỡ và các chất bôi trơn khác. Trong quá trình làm việc sẽ sinh ra lực ma sát trượt ở lỗ ..20±0.012 . Khi máy hoạt động sẽ sinh ra lực tác dụng lên tay biên máy cưa.
- Tay biên máy cưa làm việc như một thanh truyền biến chuyển động quay thành chuyển động tịnh tiến của máy cưa .
II. Phân tích vật liệu chế tạo chi tiết .
- Vật liệu dùng chế tạo tay biên là GX 15-32 : là loại vật liệu thường được sử dụng trong việc chế tạo các chi tiết. Ký hiệu GX 15-32.
+ GX: ký hiệu theo gang xám theo TCVN.
+ 15 là giới hạn bền kéo ..bk = 150 N/m2
+ 32 là giới hạn bền uốn ..bu = 320 N/m2
+ Giới hạn giãn dài = 0.5%
+ Có độ cứng HB = 170 ÷ 229 kg/mm2
- Gang xám là thành phần sắt, cacbon và các nguyên tố có hàm lượng như sau :
+ C = 3 ÷ 3.8%
+ Si = 0.5 ÷ 3%
+ Mn = 0.5 ÷ 0.8%
+ P = 0.15 ÷ 0.04%
+ S = 0.12 ÷ 0.2%
+ Còn lại là Fe
- Gang xám có cấu trúc tinh thể ở dạng cacbon tự do. Garphit có độ bền cơ học rất kém, nó làm giam độ bên chặt của cấu trúc kim loại. Do đó gang xám có độ bền kém, độ dẻo dai kém nhưng graphit làm tăng khả năng chịu mài mòn của gang xám có tác dụng làm giảm rung động va chịu ma sát. Gang xám giá thành rẽ, dễ chế tạo.
- Từ những tính chất trên và dựa vào điều kiện làm việc của tay biên ta thấy tay biên máy cưa được chế tạo bằng gang xám là hợp lý.
III. Phân tích về độ chính xác của chi tiết.
- Chi tiết gia công phải đảm bảo các yêu cầu về kích thước sau:
3.1) Độ chính xác về kích thước:
a) Kích thước không chỉ dẫn:
- Kích thước 23±0.02 :
Kích thước danh nghĩa là 23 theo bảng 1.4 trang 11 sổ tay lắp ghép của Nguyễn Thành Lâm có ES = 0.02 ; EI = 0.02 ; IT = 0.04 . Theo TCVN 2244-77 kích thước này đạt cấp chính xác IT12 .
- Kích thước lỗ ..20±0.012
Kích thước danh nghĩa là 20. Theo bảng 1.14 trang 34 sổ tay dung sai lắp ghép của Nguyễn Thành Lâm có ES = 0.012 ; EI = 0.012; IT = 0.024 . Theo TCVN 2244-99 kích thước này đạt cấp chính xác ...20H13.
- Kích thước 17±0.03 .
Kích thước danh nghĩa là 25 theo bảng 1.4 trang 11 sổ tay lắp ghép của Nguyễn Thành Lâm có ES = 0.03 ; EI = 0.03 ; IT = 0.9 . Theo TCVN 2244-77 kích thước này đạt cấp chính xác IT11 .
b) Kích thước chỉ dẫn:
- Kích thước lỗ ..32±0.01 :
Kích thước danh nghĩa la 32 . Theo bảng 1.14 trang 34 sổ tay dung sai lắp ghép của Nguyễn Thành Lâm có ES = 0.01 ; EI = 0.01 ; IT = 0.02 . Theo TCVN 2244-99 kích thước này đạt cấp chính xác ..32H12.
- Kích thước lỗ ...40±0.01 :
Kích thước danh nghĩa là 40 . Theo bảng 1.14 trang 34 sổ tay dung sai lắp ghép của Nguyễn Thành Lâm có ES = 0.01 ; EI = 0.01 ; IT = 0.02 . Theo TCVN 2244-99 kích thước này đạt cấp chính xác ..40H12.
- Kích thước lỗ ..45±0.01 :
Kích thước danh nghĩa la 45 . Theo bảng 1.14 trang 34 sổ tay dung sai lắp ghép của Nguyễn Thành Lâm có ES = 0.01 ; EI = 0.01 ; IT = 0.02 . Theo TCVN 2244-99 kích thước này đạt cấp chính xác ...45H12.
- Kích thước khoảng cách 2 lỗ tâm 241±0.02 : Kích thước danh nghĩa là 241 theo bảng 1.4 trang 11 sổ tay dung sai lắp ghép của Nguyễn Thành Lâm có ES = 0.02; EI = 0.02 ; IT = 0.04 . Theo TCVN 2244-77 kích thước đạt cấp chính xác IT12 .
3.2) Độ chính xác về vị trí tương quan.
- Theo bảng 2.14 trang 81 sổ tay dung sai lép ghép của Nguyễn Thành Lâm có TCVN10-80 xác định được :
+ Độ không song song giữa tâm 2 lỗ ...20±0.012 và ...32±0.01 phải ≤ 0.05/100 (mm) chiều dài.
+ Độ không song song giữa 2 mặt A và D, B và C phải ≤ 0.25/100 (mm) bán kính mặt đầu.
+ Độ không vuông góc giữa tâm 2 lỗ .......20±0.012 và ..32±0.01 với 2 mặt A và B phải
≤ 0.1/100 (mm) bán kính.
3.3) Độ chính xác về hình dạng hình học.
- Theo bảng 2.7 trang 74 sổ tay dung sai lắp ghép của Nguyễn Thành Lâm có TCVN 10-80 xác định được :
+ Độ không phẳng của các mặt A, D ≤ 0.25 (mm).
+ Độ không phẳng của các mặt B, C ≤ 0.12 (mm).
3.4) Độ chính xác về mặt gia công.
- Theo bảng 2.8 trang 75 sổ tay dung sai lắp ghép của Nguyễn Thành Lâm có TCVN 2511- 99 xác định được :
+ Mặt phăng A,B,C,D có độ nhám bề mặt Ra= 3,2 tra bảng 3.5 trang 64 và tài liệu dung sai kỹ thuật đo lường ta được cấp độ nhám bề mặt cấp 5.
+ Lỗ ...20±0.012 và ..32±0.01 có độ nhám là Ra= 1,6 tra bảng 3.5 trang 64 và tài liệu dung sai kỹ thuật đo lường ta được cấp độ nhám bề mặt cấp 6.
Chương 2: XÁC ĐỊNH DẠNG SẢN XUẤT
I. Tính trọng lượng chi tiết:
- Ta tiếng hành chia ra nhiều phần nhỏ để tính toán sau đó tổng các thể tích đó lai ta được trọng lượng chi tiết .
- Gọi V là tổng thể của các thể tích nhỏ được chia trên chi tiết . Sau đây là thể tích toàn phần.
+ V1 là thể tích lỗ........38 :
V1 = ... × l × r2
= 3.14 × 23 × 192
= 26071 mm3
+ V2 là thể tích lỗ ..60 :
V2 = ... × l × r2
= 3.14 × 17 × 302
= 48042 mm3
+ V3 là thể tích hình chữ nhật :
V3 = l × h × b
= 203 × 8 × 32
= 51968 mm3
+ V4 là thể tích lỗ ..20 :
V4 = .. × l × r2
= 3.14 × 23× 102
= 7222 mm3
+ V5 là thể tích lỗ ..32 :
V5 = ... × l × r2
= 3.14 × 2 × 162
= 1607 mm3
+ V6 là thể tích lỗ ...40 :
V6 = ... × l × r2
= 3.14 × 12 × 202
= 15072 mm3
+ V7 là thể tích lỗ ...45 :
V7 = ... × l × r2
= 3.14 × 3 × 22.52
= 4768 mm3
+ Vậy ta có thể tích tổng là :
V = ( V1 + V2 + V3 ) ... ( V4 + V5 + V6 + V7 )
= (26071 + 51968 + 48042) ........(7222 + 1607 + 15072 + 4768)
= 97412 mm3 = 0,097412 dm2
- Trọng lượng chi tiết:
G = × V = 7,3 × 0,097 = 0,71 kg
Trong đo: 7,3 trọng lượng riêng của gang xám.
V là thể tích của chi tiết.
G là trọng lượng của chi tiết .
II. Sản lượng chế tạo trong một năm.
Chi tiết đã cho ở dạng sản xuất hàng loạt vừa có khối lượng 7,1kg nên theo bảng tra dạng sản xuất trong sách công nghệ chế tạo máy biên soạn Võ Tùng Linh, Nguyễn Văn Thông ta có số lượng hàng năm là 500 ÷ 5000 sp/năm.
Với sản phẩm như vậy ta có đặc điểm sản xuất hàng loạt vừa. Độ chính xác gia công cao nhờ đồ gá.
Chương 3: CHỌN PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI:
I. Chọn vật liệu làm phôi:
- Vật liệu chế tạo chi tiết là gang xám GX 15-32.
- Thành phần gang xám gồm sắt, cacbon và các nguyên tố có hàm lượng như sau :
+ C = 3 ÷ 3.8%
+ Si = 0.5 ÷ 3%
+ Mn = 0.5 ÷ 0.8%
+ P = 0.15 ÷ 0.04%
+ S = 0.12 ÷ 0.2%
+ Còn lại là Fe
- Từ những tính chất trên và dựa vào điều kiện làm việc của tay biên máy cưa ta thấy tay biên máy cưa được chế tạo bằng gang xám là hợp lý.
II. Phương pháp chế tạo phôi:
- Đối với phôi đúc thì có nhiều phương pháp chế tạo, có các phương pháp sau:
2.1) Đúc trong khuôn kim loại:
- Phương pháp này được đuc chi tiết có độ chính xác cao nhưng giá thành chế tạo phôi cao, thiết bị phức tạp đầu tư lớn. Lòng khuôn có hình dạng ,vị trí tương quan giốnh như hình dạng chi tiết cần đúc .
- Phương pháp nay chủ yếu dung để đúc kim loại và hợp kim nhôm.
- Phương pháp này không đúc được chi tiết phức tạp, thành mỏng có khối lượng lớn. Không có khả năng thoát khí nên khó khăn cho công nghệ đúc.
- Phương pháp này thích hợp cho trong sản xuất hàng loạt với vật đúc đơn giản, nhỏ hoặc trung bình.
2.2) Đúc trong khuôn cát:
- Đây là phương pháp được sử dụng phổ thông nhất. Tuy nhiên việc chế tạo phôi rất tốn thời gian, độ chính xác không cao, giá thành thấp, trang thiết bị đơn giản. Do đó phương pháp này thích hợp cho dạng sản xuất đơn chiếc và hàng loạt vừa.
2.3) Đúc trong khuôn mẫu nóng chảy:
- Phương pháp này đúc được chi tiết phức tạp, thành mỏng từ 1....5..m, đúc đươc các lỗ có đường kính nhỏ.
- Phương pháp này có cơ tính cao, năng suất cao nhờ điền đầy nhanh.
- Đối với phương pháp này vật đúc có độ chính xác cao nhờ lòng khuôn không phải lắp ở mặt phân khuôn, không cần chế tạo tháo riêng.
- Độ nhám bề mặt được đảm bảo nhờ lòng khuôn nhẵn, không cháy. Vật đúc có thể là vật liệu khó nóng chảy. Độ chính xác đạt cấp 11......12 , Rz = 40 ...m.
- Tuy nhiên phương pháp này không dùng được tháo cắt vì dong chảy có áp lực.
2.4) Đúc áp lực :
- Phương pháp này đúc ra vật không tồn tại khuyết tật lỗ khí, đậu co, đậu ngót, tạo ra vật đúc không cần tháo, ít hao phí kim loại. Thích hựp đúc chi tiết có dạng tròn xoay.
- Tuy nhiên phương pháp này đúc các lỗ có đường kính kém chính xác, chất lượng bề mặt kém, giá thành cao.
............................................

























