
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THÂN GÁ MẢNH HỢP KIM, đồ án môn học công nghệ chế tạo máy THÂN GÁ MẢNH HỢP KIM, bài tập lớn công nghệ chế tạo máy THÂN GÁ MẢNH HỢP KIM, thiết kế quy trình công nghệ gia công chi tiết THÂN GÁ MẢNH HỢP KIM
CHƯƠNG I
PHÂN TÍCH SẢN PHẨM
I/ Phân tích thân gá mảnh hợp kim
- Nguyên lí làm việt của thân gá mảnh hợp kim
Trong cơ khí không thể không nói đến quá trình gia công cắt gọt kim loại.vì vậy việt thiết kế thân gá mảnh hợp kim là vấn đề cầ thiết. thân gá mảnh hơp kim được sử dụng rọng rải trong các phân xưởng chế tạo máy đặt biệt là xưởng tiện phay .vv…thân gá mảnh hợp kim được bắt chặt trên thân dao và đươc bắt lại nhờ các mói ghép vít cố định trên thân dao.
Nhiệm vụ của nó là để gá mảnh hợp kim khi gia công chi tiết.và để đảm bảo tốt việt gia công thì ta nên chọn thân gá có độ bền và độ cứng cao chiệu va đập tốt khi gia công chi tiết
2 phân tích vật liệu của chi tiết
Thân gá mảnh hợp kim lam việt trong môi trường rung động và va đập cao.vì vậy ta nên chọn vật liệu là thép C40.Thép này có tính chóng rung và va đập mạnh, có độ bền và độ cứng cao có tính công nghệ tốt.
a.Giải thích kí hiệu
C40 : là thép cacbon kết cấu chất lương tốt
C : Ki hiệu cacbon
40 : là thành phần cacbon trung bình
b. Thành phần
Thành phần chính là sắt (Fe) vàcacbon (C) trong đó C=0.40%
Ngoài ra còn có một số vật liệu khác như
Mn = 0,5 %
Si = 0,8 %
P < 0,03 %
S < 0,03 %
Ni < 0,30 %
Co < 0,30 %
c. cơ tính của vật liệu :
Thép C40 có các tính chất như sau:
3/ Cô tính cuûa vaät lieäu :
Thép C40 c0 các đặt tính sau :
+ Giới hạn kéo : δT = 360 MN/m3
+ Giới hạn bền : δB = 610 MN/m3
+ Độ dẻo : Ss = 16 %
+ Độ thắt tỉ đối : Ψ = 40 %
δN = 500 Kj/m
+ Giới hạn chảy: δch < 300 N/mm2
+ Độ cứng : HB = 229 Kg/mm2
II/ Phân tích về độ chính xác của chi tiết gia công::
1/ Phân tích độ chính xát của kích thước:
a/ Các kích thước có sai lệch giơí hạn không chỉ dẩn chỉ dẩn
- Kích thước 80 mm : Kích thước không lắp ghép ta chọn miền dung sai Js theo bảng tra (DSLG) kích thước này xát định bởi hai bề mặt đả gia công cắt gọt nên cắp chính xác là =>12 theo bảng tra (DSLG) bảng 1.4 trang 4.
=> IT = 0,3 mm = 30 μm
Vậy kích thước thuộc miền dung sai js ,kích thước được viết lại là :
- Kích thước 44 mm : không lắp ghép ta chọn miền dung sai Js theo bảng tra (DSLG) kích thước này xát định bởi hai mặt đã gia công cắt gọt => cấp chính xát 12 theo bảng tra (DSLG) bảng 1.4 trang 4 .
=> IT = 0,3 mm = 30 mm
Vây kích thước thuôc miền dung sai js kích thước được viết lại là:
- Kích thước 26 mm kích thước không lắp ghép ta chọn miền dung sai Js theo bảng tra (DSLG) kích thước này được xát định bởi hai bề mặt đả gia công cắt gọt => cấp chính xác 12 theo bảng tra (DSLG) bảng 1.4 trang 4.
=> IT = 0,21 mm = 210 μm
=> Vậy kích thước thuộc miền dung sai js kích thước được viết lại là:
- Kích thước 20 mm : là kích thước có lắp ghép ta chon miền dung sai js theo bảng tra (DSLG) kích thước này được xát định bởi hai bề mặt đả qua gia công cắt gọt => cấp chính xác12 tra theo bảng (DSLG) bảng 1.4 trang 4.
=>IT = 0.21 mm = 210 μm
=> Vậy kích thước thuộc miền dung sai js kích được viết lại là : 20±0.105
- Kích thước 16 mm : kích thước không lắp ghép ta chọn miền dung sai js theo bảng tra (DSLG) kích thước này được xát định bởi hai bề mặt dả qua gia công cắt gọt => cấp chính xác 12 tra theo bảng dung sai lấp ghép bảng 1.4 trang4.
=>IT = 0.18 mm = 180 µm
=> Vậy kích thước thuộc miền dung sai js kích thước đươc viết lại là: 16±0.09
- Kích thước 10 mm : là kích thước có lấp ghép nên ta chọn miền dung sai js theo bảng tra (DSLG) kích thước này đươc xát định bởi hai bề mặt đã qua gia công cắt gọt => cấp chính xát 12 tra theo bảng (DSLG) bảng 1.4 trang4.
=>IT = 0.15 mm = 150 µm
=> Vậy kích thước thuộc miền dung sai js kích thước được viết lại là: 10±0.075
- Kích thước 7 mm : là kích thước có lắp ghép nên ta chọn miền dung sai Js theo bảng tra (DSLG) kích thước này được xat đinh bởi hai bề mặt đã qua gia công cắt gọt => cấp chính xát 12 tra theo bảng (DSLG) bảng 1.4 trang 4
=>IT =10 mm = 100 µm
=> Vậy kích thước thuộc miền dung sai js kích thước được viết lại là:7±0.075
- Kích thước 3 mm :là kích thước có lắp ghép nên ta chọn miền dung sai Js tra theo bảng (DSLG) kích thước này được xát định bởi hai bề mặt dả qua gia công cắt gọt => cấp chính xát 12 tra theo bảng (DSLG) bảng 1.4 trang 4.
=>IT =0.4 mm = 40 µm
=> Vậy kích thước thuộc miền dung sai Js kích thước được viết lại là: 3±0.2
- Kích thước Ø8 mm :là đương kính lổ đả qua gia côg nên thuộc cấp chính xát 12. Tra theo bảng (DSLG) 1.4 trang 4 ta có:
=>IT =0.15mm = 150 µm
=> Vậy kích thuộc miền dung sai Js kích thước được viết lại là: Ø8±0.075
- Kích thước Ø12 là kích thước lổ đả qua gia công nên thuôc cấp chính xát 12. Tra theo bảng (DSLG) 1.4 trang 4 ta có :
=>IT =0.3 mm = 30µm
=> Vậy kích thước thuộc miền dung sai Js kích thước được viết lại là:Ø12±0.09
- Kích thước Ø6 mm : là kích thước lổ đả qua gia công nên thuộc cấp chính xát 12 . tra theo bảng (DSLD) 1.4 trang 4 ta có:
=>IT =0.12 mm = 120 µm
=> Vậy kích thước thuộc miền dung sai Js kích thước được viết lại là:Ø6±0.06
- Kích thước ren M4:
M: là ren hệ mét
4: là đường kính danh nghĩa
-Không ghi bước ren => lấy theo bước ren tiêu chuẩn
-Không ghi dung sai
-Không ghi độ nhám của ren vì vậy ta không xát đinh được dung sai của đường kính D và D1
- 2 Kích thước M6 :
M:là ren hệ mét
6: là đường kính danh nghĩa
-Không ghi bước ren => lấy theo bước ren tiêu chuần
-Không ghi dung sai
-Không ghi độ nhám của ren vì vậy ta không xát định được dung sai của đường kính D và D1
3/ Phân tích độ chính xát về hình dáng hình học:
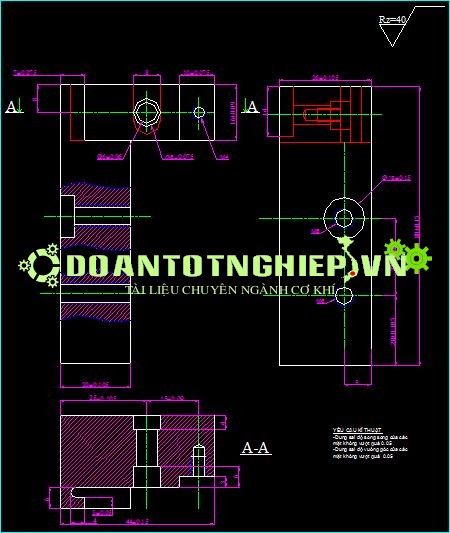
- Tiếng hành phân tích về hình dáng hình học giữa các mặt quan trọng đây là chi tiết có hình dáng chữ L trên chi tiết này có gia công các mặt phẳng và có lổ , trong khi gia công thì cần có độ vuông góc và độ song song không được lớn hơn > 0.05 mm.
- Độ song song của các mặt không vượt quá 0.05 mm.
- Dung sai độ song song và vuông góc đối với các tâm lổ và các mặt phẳng không >0.05mm
5/ Phân tích độ chính xát chất lương về bề mặt :
- Giải thích kích hiệu về độ nhám trên bản vẽ .
√: các bề mặt bắt buộc phải gia công cắt gọt .
Rz40: chiều cao nhấp nhô profin theo 10 điểm đạt độ nhám cấp 3.
Kết luận
Cấp chính xát cao nhất về kích thước là cấp 3.
III/ Phân tích về hình dạng và kết cấu:
Đây là chi tiết dạng hợp : trên hợp có nhiều chổ gia công với kích thước khát nhau .trên hợp có gia công ren để lấp ghép với chi tiết khát .
IV/ Phân tích về công dụng và điều kiện làm việc :
Dựa vào hình dáng kết cấu và các yêu cầu về độ nhám trên các bề mặt của hợp ,ta nhận thấy rằng đây là chi tiết thân gá dùng để gá mảnh hợp kim. Ba đường kính Ø12±0.105và Ø8±0.075 và Ø6±0.06 dùng để lắpvít của hai chi tiết với nhau . M4 : M :ren hệ mét , có góc ở đỉnh ren là α = 60˚ hay còn gọi là ren tam giát hệ mét . đói với hai lổ có gia công ren M6 hai lổ này có gia công ren tam giát hệ mét , hai lổ này dùng để định thân gá củng như khi làm việt. trên bản vẻ không cho bước ren nên ta chọn bước ren 2 Hai . loại này thông dụng nhất trong mói ghép óc và vít.
CHƯƠNG II
BIỆN LUẬN DẠNG SẢN XUẤT
I/ Tính thể tích của chi tiết gia công: chi tiết gia công ra thành các hình học đơn giản,ta tính thể tích đặt trước sau đó cộng lại và tính thể tích phần rỏng.dự vào hình dáng của chi tiết ta chia chi tiết ra thành hai khối hình hợp chữ nhật.
1/ Ta tiến hành tính đặt theo công thức sao:
V1 : là tính khối của hình tròn
V2 : là tính khối của hình chữ nhật
............................
9/Tính thể tích của M6 :
10/Tính thể tích của kích thước mặt bên:
11/Tính thể tích của kích thước mặt trên :
12/Tính thể tích của nửa đường tròn Ø3 :
13/Tính thể tích của rảnh có kích thước = 3 :
Tổng cộng :
Vậy thể tích của chi tiết gia công là :
V = Va - Vb = 103168 – 50505.76 = 52662.24mm3 = 0.05266224 cm3
II/ Tính khối lượng riêng của vật liệu: Tra bảng ta chọn khối lượng riêng của thép C40 là 7.8 Kg /dm3.
III/ Tính khối lượng riêng của chi tiết gia công:
M = V . ɤ Với M : khối lượng
V : thể tích
ɤ : khối lượng riêng
=> M = 0.05266224 x 7,8 = 0.4 Kg
IV/ Tra bảng xát định sảng lượng hàng năm của chi tiết gia công : Khối lượng riêng sảng phẩm 0.4 Kg
Dạng sản xuất hàng loạt vừa : mổi năm sản xuất tới 500-5000 chiếc.
CHƯƠNG III
PHÂN TÍCH VIỆC CHỌN PHÔI – PHƯƠNG PHÁP CHẾ TẠO PHÔI - LƯƠNG DƯ GIA CÔNG
I/ Biện luận việt chọn phôi :
Có nhiều phương pháp để tạo phôi , do đó cần phải phân tích ưu lhuyết điểm giữa các cách tạo phôi với nhau nhằm tìm ra phương pháp tạo phôi thích hợp .
1/ Phôi đúc :
a/ Đúc trong khuôn cát: cấp chính xát IT 15 , Rz = 80 (mm)
làm bằng tay :
Mẫu gổ dùng trong sản xuất đơn chiết và hàn loạt nhỏ, vật dúc có hình dạng bất kì ,lĩnh vực sử dụng dùng trong hơp nên không đòi hỏi chất lượng cao .
Mẫ kim loại : dùng trong trường hợp sản xuất hàng loạt vừa vật đúc nhỏ trung bình không quá phức tạp ,dùng khi dòi hỏi độ chính xát cao .
Làm khuôn bằng máy :
Trên máy ép và máy dập ;dùng trong sàn xuất hàng loạt vừa , vật đúc nhỏ,đơn giản và dung khi yêu cầu năng suất cao và hồm khuôn không quá 200 .
Trên máy thỏi cát :dùng trong sản xuất nhỏ trung bình, chi tiết có hình dạng bất kì ,có kích thước lớn ,trung bình dùng khi đúc các vật đúc có chiều cao , kíc thước chiều ngan lớn ,hồm khuôn lớn .
b/Đúc đặt biệt :dùng khuôn kim loại
Điền đầy kim loại dẻo bằng cách rót tự do . Duøng trong saûn xuaát haøng loaït lôùn , vaät ñuùc nhoû , trung bình ,coù caáu taïo ñôn giaûn . Lónh vöïc söû duïng ñuùc caùc kim loaïi khaùc nhau coù cô tính cao .
2/ Rèn phôi : rèn là phương pháp gia công bằng áp lực ,vì chi tiết gia công là dạng hộp nên sử dụng phôi rèn .
3/ Phôi dập :
Dập là phương pháp gia công kim loại bằng áp lực ,thực chất của phương pháp dập là làm biến dạng kim loại hạn chế trong lòn khuôn .
Phương pháp dập có các đặc điểm sau :
+sữ dụng một bộ khuông có hình dáng và kích thước giống vật gia công .
+Độ chính xát của vật dập cao và sai lệch giữa hai nữa khuôn it.
+Trạng thái ứng suất của vật gia công nói chung là nén khối. .do có kim loại có tính dẻ cao hơn biến dạng triệt để hơn cơ tính sản phẩm cao hơn và kha3 năng gia công được vật đúc phức tạp hơn .
+Dể cơ khí hóa nên năng suất cao hơn rèn tự do.
+Hệ số sử dụng cao hơn rèn
Thiết bị sử dụng có công suất lớn , chuyể đọng chính xát nên việt chế tao khuôn khá đắt tiền .
Do những đặt điểm trên phương pháp dập nên dùng trong sản xuất hàng loạt vừa và hàng khối.
Kết luận : như dập từ phân tích các dạng phôi trên kết hợp với yêu cầu của chi tiết gia công của dồ án này : dạng sản xuất hàng loạt vừa và chi tiết không quá phức tạp nên ta chọn phôi đúc trong khuông cát, mẫu gỗ làm khuông bằng tay vì:
+Gía thành rẽ , chế tạo vật đúc rẽ
+Thiết bị đầu tư ở phương pháp này đơn giản cho nên đâu tư thấp, phù hợp với dạng sản xuất hản loạt vừa.
+Độ nhám bề mặt ,độ chính xát sau khi đúc có thể chấp nhận để tiếp tục gia công tiếp theo.
+Vật liệu thép C40.
+Dạng phôi này có cấp chính xát IT 12
+Độ nhám bề mặt Rz160
II /Biện luận phương pháp chế tạo phôi :
1/Giai đoạn làm khuôn : chuẩn bị mẩu và hổn hợp làm khuôn
a/hổn hợp làm khuôn và mẩu: thành phần chính gòm cát và đất sét ,trong cát thành phần cơ bản là SiO2 có nhiệt độ chảy cao Z0ch = 17130C
+Hổn hợp cát và đất sét : khi chế tạo hổn hợp chia ra 2 loại là cát áo và cát đệm ,cát áo có chất lượng cao hơn khi ,àm khuôn mẫu hỗn hợp này phủ lên trên mẩu một lớp dầy khoảng 40-100 mm .cát đệm có chất lương thấp hơn dùng đễ điền đầy phần còn lại của khuôn để tận dụng phần cát củ phục hòi lại .
+Sao khi làm xông ta tháo khuôn ra để lấy mẩ ròi tiếng hành rót kim loại lỏng vào.
b/Phương pháp chọn mặt phân khuôn:
chọn mặt phân khuôn theo chiều dài nhất của chi tiết,phương án này có ưu điểm là không phải sử dụng mẩu với làm khuôn tiện lợi hơn nhưng án này có các nhượt điểm sau.
Hàm khuôn đặt ở tư thế nàm ngang ,vì vậy cơ tính của kim loại đúc không ổn định phần dưới thường là kim loại tốt,còn phần trên do sỉ và tạp chất nỏi lên trên bề mặt dẩn đến vật liệu ở phần này kém chất lượng.
Trong công nghệ đúc người ta luôn ưu tiên cho bề mặt làm việt của chi tiết và chiều dài nhất của chi tiết nằm phía dưới nên đói với chi tiết này ta chọn sản phẩm ở tư thế nằm ngan là hợp lý.
2/Phương pháp làm khuôn :
Đầu tiên ta chọn hồm khuôn số 2 xuống nền đất bằng phẳng sao đó cho hổn hợp vào gạt bằng và đấm chặt tiếp đến ta cho mẩu váo theo trình tự .bề mặt làm việt của chi tiết ta cho xuống dưới.
Bước đầu ta cho mẩu vào hồm khuôn dưới sao dó ta cho hổn hợp cát vào và đấm chặt ,khi hổn hợp ngan bằng với bề mặt hồm khuôn và nấp hồm khuôn,và tiếp tục đấm chặt cho
Tháo chốt định vị hồm khuôn trên lên ,và ta thoát mẩu theo hướng đi lên
Và để hồm khuôn dưới như vị trí ban đầu ,sau đó ta đặt khuôn trên lên định vị chặt và tiến hành rót kimloại vào như hình vẽ.trên hai hồm khuôn ta bố trí hệ thống phiểu rót ,đậu ngót ,lỗ thoát khí,lỗ xiên hơi . sau khi đúc xong ta tiến hành phá khuôn để lấy sản phẩm ra ngoài và tiếp tục các công đoạn kế tiếp ,và ta có sơ đồ đúc:
III/Xác định lượng dư gia công của các bề mặt :
1/ Đối với mặt B :
+kích thước lớn nhất là 33 mm
+Vị trí bề mătVị trí bề mặt rót kim loại mặt dưới tra bảng 31-1 ( cho cấp chính xác 2) sổ tay CNCTM ta có lương dư 4.5mm .tra bảng 13b với phoi đúc cấp chính xát 2 Vò trí beà maët roùt kim loaïi maët döôùi tra bảng 31-1 cấp chính xát 2 .
2/ Đói với bề mặt D :
+kích thước lớn nhất là 33mm
+kích thước danh nghĩa là 26mm
+vị trí bề mặt rót kim loai bề mặt dưới là 3.5 mm
Phoi đúc cấp chính xát 2 tra bảng 31-1 sổ tay công nghệ chế tạo máy .
3/ Đối với bề mặt A và F :
+kích thước lớn nhất là 51mm
+Kích thước danh nghĩa là 44mm
4/ Đối với bề mặt Evà K :
+Kích thước lớn nhất là 87mm
+Kích thước danh nghĩa là 80mm
+Vò trí beà maët roùt kim loaïi maët döôùi
5/ Đối với bề mặt C :
+kích thước lớn nhất là 23.5mm
+kích thước danh nghĩa là 20mm
Nhận Xét
So sánh hai phương án công nghệ trên ta nhận thấy đường lối gia công của phương án 1 tuy có đảm bảo đường lối gia công rút ngắn thời gian gia công , nhưng không sử dụng được phương pháp định vị tối ưu điều đó dẫn đến việc thiết kế đồ gá khó khăn hơn và không đáp ứng được yêu cầu kỹ thuật trong quá trình gia công .
Đối với phương án 2 ta sử dụng chuẩn tinh thống nhất trong quá trình gia công , đường lối gia công thứ tự từng bước kết cấu rất chặt chẽ điều đó đảm bảo tính công nghệ cao .
Mặt khác việc sử dụng chuẩn gia công là 1 mặt phẳng và 2 lỗ tâm làm chuẩn tinh thống nhất trong tiến trình gia công chi tiết dạng hộp là rất tinh tế . Đảm bảo độ cứng vững tuyệt đối và việc thiết kế đồ gá cũng dễ dàng hơn .
CHƯƠNG IV :
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG THÂN GÁ MẢNH HỢP KIM
- Xác định đường lối công nghệ
Trong dạng sản xuất hàng loạt vừa QTCN được xác định theo nguyên tác phân tán nguyên công hoặc tập trung nguyên công.Theo nguyên tắc phân tán nguyên công thì quy trình công nghệ được chia ra các nguyên công đơn giản có thời gian như nhau.Ở đây mỗi máy thực hiện một nguyên công nhất định.Đồ gá sử dụng là đồ gá chuyên dùng.
- Chọn phương pháp gia công
Đối với dạng sản xuất hàng loạt vừa và hàng loạt lớn muốn chuyên môn hóa cao để có năng suất cao trong điều kiện sản xuất ở viêt nam thì đường lối công nghệ thích hợp nhất là phân tán nguyên công.Ở đây dùng máy vạn năng sử dụng đồ gá chuyên dùng.
- Lập tiến trình công nghệ
Xác định chuẩn thô là chuẩn định vị trên bề mặt chưa gia công cắt gọt,việc chọn chuẩn thô phải đảm bảo phân bố đủ lượng dư cho bề mặt gia công và đảm bảo độ chính xác cần thiết kế về vị trí tương quan giữa các bề mặt với nhau,chọn chuẩn thô phải tuân thủ 5 nguyên tắc chọn chuẩn thô.
Xác định chuẩn tinh là chuẩn xác định trên bề mặt đã qua gia công cắt gọt,việc chọn chuẩn tinh phải đảm bảo theo 5 nguyên tắc chọn chuẩn tinh.
Sau khi xác định chuẩn thô chuẩn tinh phù hợp,tiến hành lập trình tự gia công nhằm đảm bảo yêu cầu kỹ thuật tính kinh tế,nâng cao năng suất nhờ vào việc giảm thời gian gia công,thời gian phụ.
Lập tiến trình công nghê 1
- Nguyên công 1: chuẩn bị phôi ; làm sạch phôi,làm sạch ba via,kiểm tra phôi.
- Nguyên công 2 : phay bán tinh mặt B
- Nguyên công 3 : phay bán tinh mặt D
- Nguyên công 4 : phay bántinh mặt AvàF
- Nguyên công 5 : phay bán tinh mặt E và K
- Nguyên công 6: phay bán tinh mặt C
- Nguyên công 7 : khoan lổ M6 ,taro lổ M6, khoét 12
- Nguyên công 8 : phay rảnh trên mặt phẳng D
- Nguyên công 9: khoan lỗ Ø6
- Nguyên công 10 : phaythôrãnh Ø6 trên mặt E
- Nguyên công 11 : phay bán tinh rãnh Ø3 trên mặt E
- Nguyên công 12:phay mặt phẳng vuông góc có kích thước 10 trên mặt B
- Nguyên công 13: khoan taro lổ M4
- Nguyên công 14 : khoét lỗ Ø8
- Nguyên công 15 :tổng kiêm tra
Lập tiến trình công nghệ2
- Nguyên công 1 : chuẩn bị phôi
Làm sach phôi,làm sạch ba via,kiểm tra phôi
- Nguyên công 2 : phaybán tinh mặt B


























