
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THÂN Ụ ĐỘNG, hướng dẫn thiết kế đồ gá
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo máy,
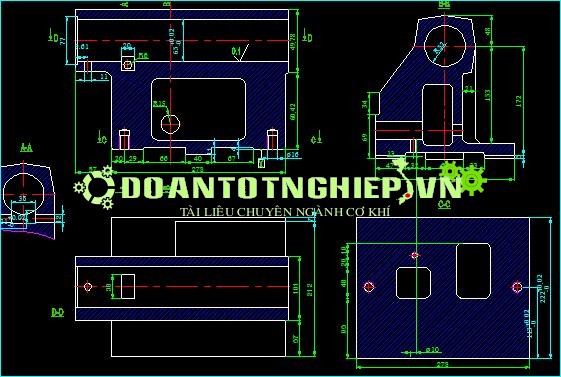
) Phân tích chi tiết gia công
1.Tính năng và công dụng của thân ụ động
Ụ động là đồ gá được sử dụng trên máy tiện ,dùng để định vị khi gia công những chi tiết dài.Trong đó thân ụ động được đăt trên băng máy tiện nhờ đế ụ,tren thân ụ động được lắp với nòng ụ động có thể di trượt tịnh tiến
2. Độ chính xác của thân ụ động
Thân ụ động cần phải cố độ cứng vững cao và ít rung động nên được làm bằng gang xám.Chế tạo bằng phương pháp đúc trong khuôn cát. Để đảm bảo độ đồng tâm khi định vị chi tiết thì nòng và đáy của thân ụ động phải được chế tạo chính xác.
Phương pháp chế tạo phôi
Dựa vào đặc tính làm việc của ụ động ta chọn vật liệu chế tạo phôi là gang xám được đúc thong khuôn cát và được chế tạo với dạng sản xuất hàng loạt trung
1_33/35 sổ tay gia công cơ:lượng dư trên 5mm
lượng dư dưới ,cạnh 4mm

III)Tính chế độ cắt
1: nguyên công I: chuẩn bị phôi: loại bỏ ba via, đậu rót, đậu ngót, làm sạch phôi
2: nguyên công II: Phay thô mặt phẳng đáy ( D)
-Máy phay 6H82 có công suất N=7kw
-Dao phay trụ: B=130, D=150, Z=12
+ Chiều sâu cắt: t=h=3mm
+ Lượng chay dao:
Theo bảng (10-5)/126 chế độ cắt gia công cơ khí (CĐCGCCK) ta có
So=0.2-0.3mm/răng
Ta chọn So=0.2mm/răng
III)Tính chế độ cắt
1: nguyên công I: chuẩn bị phôi: loại bỏ ba via, đậu rót, đậu ngót, làm sạch phôi
2: nguyên công II: Phay thô mặt phẳng đáy ( D)
-Máy phay 6H82 có công suất N=7kw
-Dao phay trụ: B=130, D=150, Z=12
+ Chiều sâu cắt: t=h=3mm
+ Lượng chay dao:
Theo bảng (10-5)/126 chế độ cắt gia công cơ khí (CĐCGCCK) ta có
So=0.2-0.3mm/răng
Ta chọn So=0.2mm/răng
...................................................
nguyên công VIII:
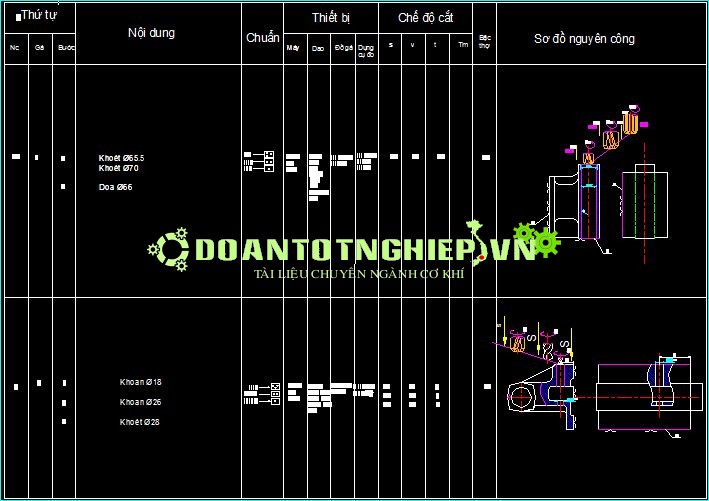
Bước1:khoét O66.5mm
Máy khoan cần 2A55
+Chiều sâu cắt t: t= D - d =65.5 – 58 =3.75mm
2 2
+Lượng chạy dao:
S = Cs x D0.6
Cs = 0.075 Bảng1-3/83 CĐCGCCK
ðS = 0.075 x 65.50.6 =0.93mm/vòng
Theo máy chọn S = 0.79mm/vòng
+Vận tốc cắt
V= Cv x Dzv x Kv
Tm x txv x syv
Bảng 3-3/84 CĐCGCCK:
Cv=23.4; Zv =0.25, xv =0.1, yv =0.4, m =0.125
T = 100 Bảng 26-3/100 CĐCGCCK
Kv: hệ số điều chỉnh vận tốc cắt
Kmv =1 Bảng 5-3/86 CĐCGCCK
Klv =1 Bảng 6-3/86 CĐCGCCK
Knv =0.95 Bảng 7-1/17 CĐCGCCK
Kuv =1 Bảng 8-1/17 CĐCGCCK
ð Kv = Kmv x Klv x Knv x Kuv
=1x1x0.95x1=0.95
ðV = 23.4 x 65.50.25 x 0.95 = 40 (m/phút)
1000.125 x 3.750.1 x 0.790.4
+Số vòng quay
n=1000x40 =195 (vòng/phút)
3.14x65.5
Theo thuyết minh thư máy ta có n = 190 (vòng/phút)
+Momen xoắn:
M = Cpx txv x Syp x Kp xDx Z =KGm
2x1000
Theo bảng11-1/20: Cpz =114; Xpz =0.9; Ypz =0.75;
bảng12-1/21và 13/1/21 :Kmp =
bảng15-1/22:Kψp =1;
ðKp = 1x1x1=1
M = Cpx txp x Syp x Kp xDx Z =KGm
2x1000
M = 114x 3.750.9 x 0.790.75 x 1 x65.5x 8 =82KGm
2x1000
Bước2:khoét O70mm
Máy khoan cần 2A55
+Chiều sâu cắt t: t= D - d =70 – 65.5 =2.25mm
2 2
+Lượng chạy dao:
S = Cs x D0.6
Cs = 0.075 Bảng1-3/83 CĐCGCCK
ðS = 0.075 x 66.50.6 =0.93mm/vòng
Theo máy chọn S = 0.79mm/vòng
+Vận tốc cắt
V= Cv x Dzv x Kv
Tm x txv x syv
Bảng 3-3/84 CĐCGCCK:
Cv=9.8; Zv =0.4, xv =0, yv =0.5, m =0.2
T = 100 Bảng 26-3/100 CĐCGCCK
Kv: hệ số điều chỉnh vận tốc cắt
Kmv =1 Bảng 5-3/86 CĐCGCCK
Klv =1 Bảng 6-3/86 CĐCGCCK
Knv =0.95 Bảng 7-1/17 CĐCGCCK
Kuv =1 Bảng 8-1/17 CĐCGCCK
ð Kv = Kmv x Klv x Knv x Kuv
=1x1x0.95x1=0.95
ðV = 9.8 x 700.4 x 0.95 = 22 (m/phút)
1000.2 x 2.250 x 0.790.4
+Số vòng quay
n= 1000x =100 (vòng/phút)
3.14x70
Theo thuyết minh thư máy ta có n = 95 (vòng/phút)
+Momen xoắn:
M = Cpx txp x Syp x Kp xDx Z =KGm
2x1000
Theo bảng11-1/20: Cpz =114; Xpz =0.9; Ypz =0.75;
bảng12-1/và 13/1/ :Kmp =
bảng15-1:Kψp =1;Kmp =1;
ðKp =1x1x1=1
M = 114x 2.250.9 x 0.790.75 x 1 x70x 8 =55KGm
2x1000
Bước3:doa 66mm
+Chiều sâu cắt t:t= D - d =66 – 65.5 = 0.25mm
2 2
+Lượng chạy dao:
S = Cs x D0.7
Cs = 0.12 Bảng1-3/83 CĐCGCCK
ðS = 0.12 x 660.7 =2.25mm/vòng
Theo thuyết minh thư máymáy chọn S = 2.2mm/vòng
+Vận tốc cắt
V= Cv x Dzv x Kv
Tm x txv x syv
Bảng 3-3/84CĐCGCCK:Cv=15.6; Zv =0.2, xv =0.1, yv =0.5, m =0.3
Bảng5-3 /86CĐCGCCK:Kmv =1
Bảng6-3 /86CĐCGCCK:Klv =0.75
Bảng8-1 /17CĐCGCCK:Knv =0.95;Kuv =1
ð Kv = Kmv x Klv x Knv x Kuv
=1x0.95x1=0.95
- V = 15.6 x 660.2 x 0.95 =6 (m/phút)
1200.3 x 0.25 0.1 x 2.2 0.5
ðn= 1000x6 =29 (vòng/phút)
3.14x66
Theo thuyết minh thư máy ta có nthực =30 (vòng/phút)
+Momen xoắn:momen xoắn khi doa nhỏ có thể bỏ qua
9: nguyên công IX:
Bước1:khoan 18mm
Máy khoan cần 2A55
Chọn dao D= 18;
+Chiều sâu cắt t: t= D =18 =9mm
2 2
+Lượng chạy dao:
S = 7.34x D0.81 =7.34x 180.81 =0.4mm/vòng
HB 190
Theo thuyết minh thư máy chọn S = 0.4mm/vòng
+Vận tốc cắt
V= Cv x Dzv x Kv
Tm x txv x syv
Bảng 3-3/84 CĐCGCCK:



























