
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT TRỤC KHUỶU, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết
<A>PHÂN TÍCH SẢN PHẨM
- Phân tích về công dụng vàđiều kiện làm việc
- Công dụng
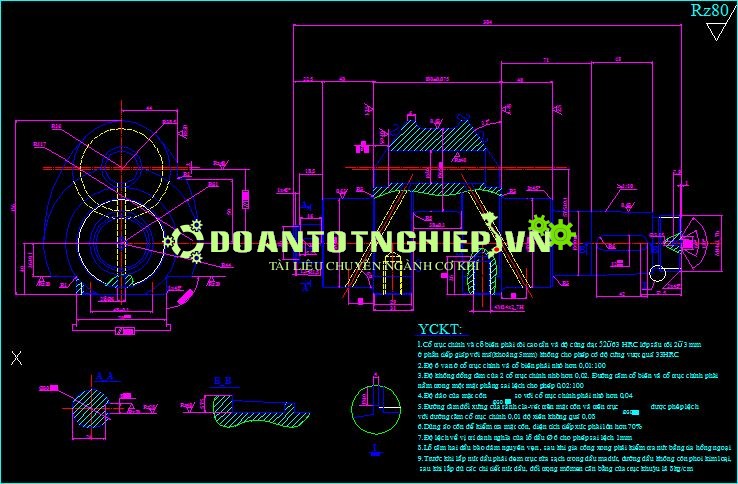
Trục khuỷu nói chung và trục khuỷu II nói riêng có chức năng biến chuyển động tịnh tiến của piston qua cơ cấu thanh truyền-trục khuỷu thành chuyển động quay của coat máy.
- Điều kiện làm việc
-Như ta đã biết thì trục khuỷu làm việc với tốc độ cao vì vậy trên các ôtô hiện đại, tần số của trục khuỷu rất lớn, có thể lên tới 5000-6000 v/p. Vì vậy xuất hiện lực ly tâm rất lớn gay ra hao mòn lớn trên các bề mặt ma sát của cổ trục và chốt khuỷu.
-Trong quá trình làm việc trục khuỷu chịu tác dụng của lực khí nén, lực quán tính. Những lực này có trị số rất lớn và thay đổi theo chu kỳ nhất định nên có tính chất va đập mạnh
-Các lực trên còn gay ra ứng suất uốn và xoắn trục, làm động cơ rung động mạnh, mất can bằng.
- Phân tích về vật liệu chế tạo phôi
Theo bản vẽ chi tiết ta thấy vật liệu chế tạo trục khuỷu có ký hiệu: Thép C45
khi tôi thép 45 đạt độ cứng 52-58 HRC
- Giải thích ký hiệu
- C45 là thép cacbon kết cấu chất lượng tốt
- C là ký hiệu cacbon
- 45 là thành phần, phần vạn cacbon trung bình
- Thành phần
- Thành phần cơ bản của thép là Fe và C
- Trong đó C= 0,45% . Ngoài ra còn có một số nguyên tố hợp kim như: Mn=0,5-0,8% , Si=0,17-0,37% , P < 0,4% ; S < 0,4% ; Co< 0,3% ; Ni < 0,3%.
- Cơ tính của vật liệu
C45 có các đặt tính sau:
.............................................................
- Chọn phôi và phương pháp chế tạo phôi.
1. Chọn phương pháp chế tạo phôi :
Đối với chi tiết này thì ktrục khuỷu có thể đúc và cũng có thể rèn so sánh ưu khuyết điểm ta thấy :
- Đối với rèn thì có thể rèn tự do và rèn khuôn.
+ Rèn tự do thì cho độ chính xác không cao, tốn sức lao động.
+ Còn rèn khuôn mặc dù độ chín xác cao nhưng rất tốn chi phí cho việc làm khuôn với hình dáng phức tạp, phải rèn cần nhiều khuôn.
- Đối với đúc cho độ chính xác trung bình, nhưng đúc được các chi tiết có hình dáng phức tạp, khối lượng lớn và ít tốn chi phí, năng suất chế tạo phôi cao .
Vì vậy do chi tiết có dạng sản xuất hàng loạt với sản lượng 500 chiếc/năm, hình dáng kết cấu phức tạp nên ta chọn phương pháp chế tạo phôi là phương pháp đúc mà cụ thể là đúc trong khuôn cát, mẫu bằng kim loại.
2. Chọn phôi:
Phôi là đối tượng sản xuất từ đó người ta thay đổi hình dáng kích thước, độ nhám bề mặt và cơ tính để chế tạo chi tiết. Nó là cái đầu tiên trong chế tạo cơ khí. Vì vậy việc chọn phôi là hết sức cần thiết.
Trong ngành cơ khí chế tạo thường sử dụng 3 loại phôi gồm :
+ Phôi đúc
+ Phôi rèn
+ Phôi cán
Trong đó :
- Phôi đúc chế tạo được vật liệu có hình dáng phức tạp, có khối lượng và kích thước lớn.
- Trong đó phôi cán,rèn chỉ chế tạo vật liệu nhỏ và dẻo.
Phân tích hình dáng kết cấu của chi tiết trục khuỷu ta thấy trục khuỷu có hình dáng phức tạp, thuộc dạy trục, là chi tiết có khối lượng khá lớn và kích thước cũng lớn, vật liệu là thép 45. Do đó phôi của trục khuỷu có thể là phôi đúc.
3. Sơ đồ tạo phôi :
Cho mặt phân khuôn là tâm đối xứng dọc của chi tiết vì như thế ta dễ thoát mẫu.
4. Xác định lượng dư gia công :
Tra bảng 10b lượng dư gia công của vật đúc cấp chính xác II.
Theo TCVN 385 – 70 với vị trí đúc như sơ đồ đúc ta có các lượng dư của kích thước như sau:
* Đối với bề mặt có vị trí rót là mặt trên :...........
<B> BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ
- BIỆN LUẬN CHUNG
Sự sắp xếp các nguyên công có ảnh hưởng đến chất lượng sản phẩm, ảnh hưởng đến quá trình gia công,Chính vì thế, thứ tự các nguyên công cần được sắp xếp hợp lý. Trong quá trình công nghệ gia công trục khuỷa ta sắp xếp như sau:
+Nguyên công 3 :chuẩn bị phôi
+Nguyên công A : Kiểm tra kích thước phôi
+Nguyên công III : Kiểm tra khuyết tật của phôi
+Nguyên công IV :Nhiệt luyện bằng phương pháp thường hoá
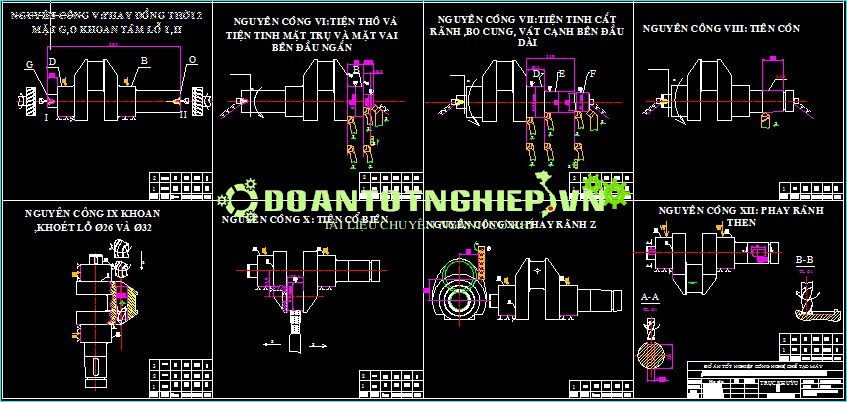
+Nguyên công V :Phay đồng thời ở mặt G,O và khoan ở 2 lỗ tâm 3,A
+Nguyên công VI :Tiện thô, tinh, cắt rãnh,bo cung, vát cạnh bên đầu ngắn
+Nguyên công VII :Tiện thô,tinh, cắt rãnh, bo cung, vát cạnh bên đầu dài
+Nguyên côngVIII :Tiện côn
+Nguyên công IX :Khoan, khoét,doa lổ 26
+ Nguyên côngX :Tiện cổ biên
+Nguyên công XI :Phay rãnh Z
+Nguyên công XII :Phay rãnh then
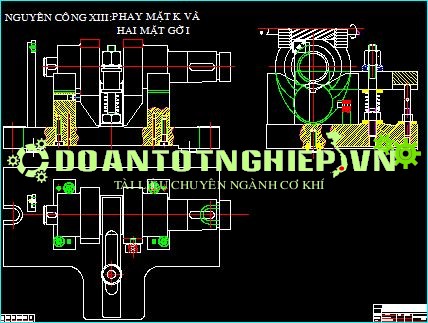
+Nguyên côngXIII :Phay mặt K và hai mặt gỗ 3
+Nguyên công XIV :Khoan, tarô lổ 14
+Nguyên công XV :Khoan 2 lỗ dầu
+Nguyên công XVI :Nhiệt luyện
+Nguyên công XVII :Mài sửa 2 lỗ tâm
+Nguyên công XVIII :Mài mặt trụ B,D
+Nguyên côngXIX :Mài mặt côn
+Nguyên công XX :Mài cổ biên
+Nguyên công XXI :Tiện ren
+Nguyên công XXII :Tổng kiểm tra
- BIỆN LUẬN CHO TỪNG GIA CÔNG
Nguyên công I:Chuẩn bị phôi là bước đầu của quy trình công nghệ. Phôi của trục khuỷa được chọn là phôi đúcvì nó có tính dẻo, làm khuôn đơn giản, phùhợp cho dạng sản xuất hàng loạt vừa
Nguyên công II:Làm sạch phôi

THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT TRỤC KHUỶU, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết





























