
- Chương I: Nghiên cứu chi tiết gia công
- Phân tích kích thước chỉ dẫn và kích thước không chỉ dẫn

- Kích thước lỗ O40 có Ra = 1.6mm, tra Sổ Tay Dung Sai và Lắp Ghép - Ninh Đức Tốn ta được IT=7, Theo TCVN 2244 –99 ta được T40 = 25mm, O40 là lổ cơ bản nên O40+0.025
- Kích thước danh nghĩa: DN = 40(mm).
- Sai lệch trên: ES = 0.025(mm).
- Sai lệch dưới: EI = 0
- Kích thước lỗ O56 có Ra = 1.6mm, tra Sổ Tay Dung Sai và Lắp Ghép - Ninh Đức Tốn ta được IT=7, Theo TCVN 2244 –99 ta được T56=30mm, O56 là lổ cơ bản nên O56+0.03
- Kích thước danh nghĩa: DN = 56(mm).
- Sai lệch trên: ES = 0.03(mm).
- Sai lệch dưới: EI = 0
- Kích thước thẳng 90 nối 2 bề mặt có RZ = 25mm, tra Sổ Tay Dung Sai và Lắp Ghép - Ninh Đức Tốn ta được IT = 10, Theo TCVN 2244 – 99 ta được T90=140mm, 90 là kích thước thẳng nên dung sai đối xứng 90± 0.07
- Sai lệch trên là: ES =+ 0,07 (mm).
- Sai lệch dưới là:EI = - 0,07(mm).
- Kích thước giới hạn lớn nhất: 90+0.07 (mm).
- Kích thước giới hạn nhỏ nhất: 90-0.07 (mm).
- Kích thước thẳng 116 nối 2 bề mặt có RZ = 25mm, tra Sổ Tay Dung Sai và Lắp Ghép - Ninh Đức Tốn ta được IT = 10, Theo TCVN 2244 – 99 ta được T116=140mm, 116 là kích thước thẳng nên dung sai đối xứng 116± 0.07
- Sai lệch trên là: ES= + 0,07 (mm).
- Sai lệch dưới là: EI= - 0,07(mm).
- Kích thước giới hạn lớn nhất: 116+0.07 (mm).
- Kích thước giới hạn nhỏ nhất: 116-0.07 (mm).
- Kích thước thẳng 160 nối 2 bề mặt có RZ = 25mm, tra Sổ Tay Dung Sai và Lắp Ghép - Ninh Đức Tốn ta được IT = 10, Theo TCVN 2244 – 99 ta được T160=160mm, 160 là kích thước thẳng nên dung sai đối xứng 160± 0.08
- Sai lệch trên là: ES= + 0,08 (mm).
- Sai lệch dưới là: EI= - 0,08(mm).
- Kích thước giới hạn lớn nhất: 160+0.08 (mm).
- Kích thước giới hạn nhỏ nhất: 160-0.08 (mm).
-
- Kích thước thẳng 64 nối tâm lỗ O56 và bề mặt có RZ = 40mm, tra Sổ Tay Dung Sai và Lắp Ghép - Ninh Đức Tốn ta được IT = 12, Theo TCVN 2244 – 99 ta được T64=0.3mm, 64 là kích thước thẳng nên dung sai đối xứng 64±0.15
- Sai lệch trên là: ES= + 0,15 (mm).
- Sai lệch dưới là: EI= - 0,15(mm).
- Kích thước giới hạn lớn nhất: 64+0.15 (mm).
- Kích thước giới hạn nhỏ nhất: 64-0.15 (mm).
- Kích thước thẳng 110 nối tâm lỗ O56 vả tâm lỗ O40 bề mặt có Ra= 1.6mm, tra Sổ Tay Dung Sai và Lắp Ghép - Ninh Đức Tốn ta được IT = 7, kích thước nối hai tâm nên giảm hai cấp nên ta dược IT = 7, Theo TCVN 2244 – 99 ta được T110=87mm, 110 là kích thước thẳng nên dung sai đối xứng 110±0.04
- Sai lệch trên là: ES= + 0,04 (mm).
- Sai lệch dưới là: EI= - 0,04(mm).
- Kích thước giới hạn lớn nhất: 110+0.04 (mm).
- Kích thước giới hạn nhỏ nhất: 110-0.04 (mm).
- Kích thước thẳng 220 nối tâm lỗ O40 vả tâm lỗ O40 bề mặt có Ra= 1.6mm, tra Sổ Tay Dung Sai và Lắp Ghép - Ninh Đức Tốn ta được IT = 7, kích thước nối hai tâm nên giảm hai cấp nên ta dược IT = 7, Theo TCVN 2244 – 99 ta được T220=115mm, 220 là kích thước thẳng nên dung sai đối xứng 220± 0.057
................................................................................................................................
- Chương III: Xác định phương pháp chế tạo phôi và thiết kế bản vẽ chi tiết lồng phôi.
- Chọn dạng phôi: Có rất nhiều phương pháp để tạo nên phôi như: đúc, rèn, dập, cán,...do chi tiết em là gang xám nên chọn phôi đúc vì phôi đúc có những ưu điểm sau:
- Lượng dư phân bố đều.
- Tiết kiệm được vật liệu.
- Giá thành rẻ, được dùng phổ biến.
- Độ đồng đều của phôi cao, do đó việc điều chỉnh máy khi gia công giảm
- Kết luận:
- Từ các phương pháp tạo phôi, ta nhận thấy phôi đúc là phù hợp với chi tiết đã cho nhất vì có nhiều ưu điểm hơn so với các phương pháp khác đặc biệt khi vật liệu chi tiết là gang xám.
- Vậy ta chọn phương pháp để tạo ra chi tiết là dạng phôi đúc.
- Phương pháp chế tạo phôi: Đúc có nhiều cấp chính xác khác nhau
- Chi tiết đúc chính xác cấp I được được bảo bằng mẫu kim loại cùng với việc cơ khí hoá chế tạo khuôn, sấy khuôn và rót kim loại. để tạo nên các chi tiết đúc có hình dạng phức tạp và thành mỏng.
- Chi tiết đạt cấp chính xác II nhận được từ các mẫu gỗ, dùng khuôn kim loại để tháo lắp và sấy khô. Phương pháp này thường dùng trong dạng sản xuất hàng loạt.
- Chi tiết đúc cấp chính xác III phương pháp này dùng trong khuôn các chế tạo khuôn bằng phương pháp thủ công. Phương pháp này thuận lợi khi chế tạo các chi tiềt đúc có hình dạng, kích thước, trọng lượng bất kỳ từ những hợp kim đúc khác nhau trong dạng sản xuật đơn chiếc và loạt nhỏ.
Kết luận:
- Với những yêu cầu của chi tiết như sảng lượng 35.520 chiếc/năm, khối lượng 18kg, tính kinh tế cũng như dạng sản xuất hàng khối, ta chọn đúc trong khuôn cát mẫu kim loại cùng với việc cơ khí hoá chế tạo khuôn, sấy khuôn và rót kim loại, được phôi đúc đạt cấp chính xác là II.
- Loại phôi này có cấp chính xác IT15...............................................................
|
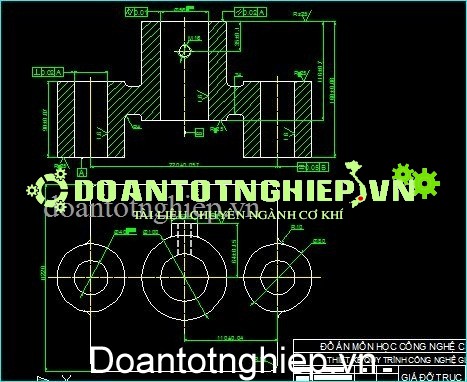
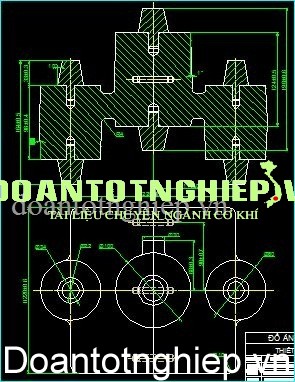
Quy trình công nghệ gia công chi tiết giá đỡ trục |
||||
|
Stt |
Phương án 1 |
Phương án 2 |
||
|
0 |
Mặt gia công |
Chuẩn định vị |
Mặt gia công |
Chuẩn định vị |
|
1 |
Phay thô D |
Mặt dưới vuông 3 bậc |
Phay thô A,D |
Mặt dưới vuông 3 bậc, 2 bậc |
|
2 |
Phay thô B |
D hạn chế 3 bậc |
Phay thô B |
D hạn chế 3 bậc |
|
3 |
Phay bán tinh D |
B hạn chế 3 bậc |
Phay thô C |
B hạn chế 3 bậc |
|
4 |
Phay bán tinh B |
D hạn chế 3 bậc |
Phay bán tinh B |
D hạn chế 3 bậc |
|
5 |
Khoét, doa Φ40 |
D hạn chế 3 bậc, 2 lỗ Φ80 3 bậc |
Phay bán tinh C |
B hạn chế 3 bậc |
|
6 |
Phay thô A |
D hạn chế 3 bậc |
Khoét, doa Φ40 |
D hạn chế 3 bậc, 2 lỗ Φ80 3 bậc |
|
7 |
Phay thô C |
B hạn chế 3 bậc |
Khoét, doa Φ56 |
D hạn chế 3 bậc, Φ40hạn chế 3 bậc |
|
8 |
Phay bán tinh A |
D hạn chế 3 bậc |
Phay bán tinh A,D |
B hạn chế 3 bậc, 2 lỗ Φ40 3 bậc |
|
9 |
Phay bán tinh C |
B hạn chế 3 bậc |
Phay thô E |
D hạn chế 3 bậc, Φ40hạn chế 3 bậc |
|
10 |
Khoét, doa Φ56 |
D hạn chế 3 bậc, Φ40hạn chế 3 bậc |
Khoan-Taro M16 |
D hạn chế 3 bậc, Φ40hạn chế 3 bậc |
|
11 |
Phay thô E |
D hạn chế 3 bậc, Φ40hạn chế 3 bậc |
|
|
|
12 |
Khoan-Taro M16 |
D hạn chế 3 bậc, Φ40hạn chế 3 bậc |
|
|
|
13 |
Kiểm tra |
|
|
|
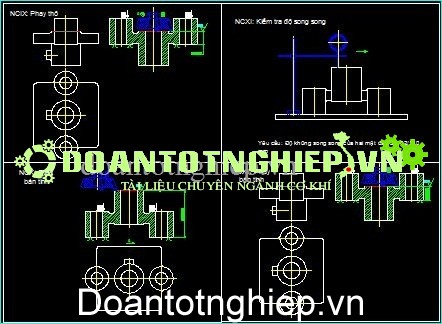
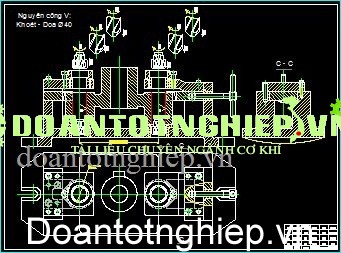
Từ 2 phương án đã trình bày trên, thì em phương án 1 là hợp lý nhất. Phương án 1 đảm bảo được trình tự gia công hợp lý, đảm bảo độ song song, vuông góc, đạt được độ chính xác kích thước của chi tiết và hiệu quả kinh tế trong sản xuất hàng khối. Sau đây là hình vẽ trình tự gia công các nguyên công và chế độ cắt
- Chương VI: Tính và thiết kế đồ gá: Yêu cầu thiết kế đồ gá cho nguyên công Khoét – Doa lỗ Ø56
Xuất phát từ yêu cầu trên nên có những tính toán sau đây trong khi thiết kế đồ gá: Tính sai số chế tạo, tính toán lực kẹp cần thiết, tính toán lực do cơ cấu kẹp tạo ra, Tính toán sức bền của chốt chịu mômen, Thiết kế cam thùng, sau đây em sẽ trình bày từng nội dung
- Tính sai số chế tạo..................................................................
- Chương VII: Tài liệu tham khảo
[1] - Trần Văn Địch
Thiết Kế ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY – NXB KHKT 2000
[2] - Hồ Viết Bình – Nguyễn Ngọc Đào
CÔNG NGHỆ CHẾ TẠO MÁY – ĐHSPKT 2000
[3] - Hồ Viết Bình – Nguyễn Ngọc Đào
CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ – NXB Đà Nẵng 2001
[4] - Nguyễn Đắc Lộc – Lê Văn Tiến
Sổ tay CNCTM tập 1 – NXB KHKT 2001
[5] - Nguyễn Đắc Lộc – Lê Văn Tiến
Sổ tay CNCTM tập 2 – NXB KHKT 2001
[6] - Hồ Viết Bình – Lê Đăng Hoành – Nguyễn Ngọc Đào
ĐỒ GÁ GIA CÔNG CƠ KHÍ – NXB Đà Nẵng 2000
[7] - Trần Văn Địch
SỔ TAY VÀ ATLAS ĐỒ GÁ – NXB KHKT 2000
[8] - Nguyễn Ngọc Đào – Hồ Viết Bình – Phan Minh Thanh
CƠ SỞ CÔNG NGHỆ CHẾ TẠO MÁY – ĐHSPKT 2002
[9] – Ninh Đức Tốn
SỔ TAY DUNG SAI LẮP GHÉP- NXB GIÁO DỤC
Mục Lục
- Chương I: Nghiên cứu chi tiết gia công Trang 3
- Phân tích kích thước chỉ dẫn và kích thước không chỉ dẫn:
- Phân tích kỹ thuật:
- Tính năng công nghệ trong kết cấu chi tiết
- Phân tích chi tiết gia công:
- Chương II: Xác định dạng sản xuất Trang 5
- Số chi tiết được sản xuất trong một năm
- Khối lượng chi tiết
- Chương III: Xác định phương pháp chế tạo phôi và thiết kế bản vẽ chi tiết lồng phôi Trang 7
- Chọn dạng phôi
- Phương pháp chế tạo phôi
- Thiết kế bản vẽ chi tiết lồng phôi
- Chương IV: Thiết kế quy trình công nghệ gia công chi tiết Trang 9
- Chương V: Thiết kế nguyên công và tính chế độ cắt Trang 11
- Nguyên công I: phay thô
- Sơ đồ gá đặt
- Định vị
- Chọn máy
- Dụng cụ cắt
- Lượng dư gia công
- Thời gian gian gia công cơ bản
- Nguyên công II: phay thô
- Sơ đồ gá đặt
- Định vị
- Chọn máy
- Dụng cụ cắt
- Lượng dư gia công
- Thời gian gian gia công cơ bản
- Nguyên công III: phay bán tinh
- Sơ đồ gá đặt
- Định vị
- Chọn máy
- Dụng cụ cắt
- Lượng dư gia công
- Thời gian gian gia công cơ bản
- Nguyên công VI: phay bán tinh
- Sơ đồ gá đặt
- Định vị:
- Chọn máy
- Dụng cụ cắt
- Lượng dư gia công
- Thời gian gian gia công cơ bản
- Nguyên công V: Khoét thô Φ38, khoét tinh Φ39.7, doa thô Φ39.93, doa tinh Φ40
- Sơ đồ gá đặt
- Định vị
- Chọn máy
- Dụng cụ cắt
- Lượng dư gia công
- Thời gian gian gia công cơ bản
- Nguyên công VI: kiểm tra
- Nguyên công VII: kiểm tra
- Nguyên công VIII: phay thô
- Sơ đồ gá đặt
- Định vị
- Chọn máy
- Dụng cụ cắt
- Lượng dư gia công
- Thời gian gian gia công cơ bản
- Nguyên công IX: phay thô
- Sơ đồ gá đặt
- Định vị
- Chọn máy
- Dụng cụ cắt
- Lượng dư gia công
- Thời gian gian gia công cơ bản
- Nguyên công X: phay bán tinh
- Sơ đồ gá đặt
- Định vị
- Chọn máy
- Dụng cụ cắt
- Lượng dư gia công
- Thời gian gian gia công cơ bản
- Nguyên công XI: kiểm tra
- Nguyên công XII: phay bán tinh
- Sơ đồ gá đặt
- Định vị
- Chọn máy
- Dụng cụ cắt
- Lượng dư gia công
- Thời gian gian gia công cơ bản
- Nguyên công XIII: Khoét thô Φ52, khoét bán tinh Φ54, khoét tinh Φ55.5, doa thô 55.92, doa tinh Φ56
- Sơ đồ gá đặt
- Định vị
- Chọn máy
- Dụng cụ cắt
- Lượng dư gia công
- Thời gian gian gia công cơ bản
- Nguyên công XIV: phay thô
- Sơ đồ gá đặt
- Định vị
- Chọn máy
- Dụng cụ cắt
- Lượng dư gia công
- Thời gian gian gia công cơ bản
- Nguyên công XV: Khoan – Tarô M16
- Sơ đồ gá đặt
- Định vị
- Chọn máy
- Dụng cụ cắt
- Lượng dư gia công
- Thời gian gian gia công cơ bản
- Nguyên công XVI: tổng kiểm tra
- Tính lượng dư nguyên công IV Trang 49
- Chương VI: Tính và thiết kế đồ gá Trang 51
- Tính sai số chế tạo
- Tính toán lực kẹp cần thiết
- Tính toán lực do cơ cấu kẹp tạo ra
- Chương VII: Tài liệu tham khảo Trang 56
.
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CÀNG 3 LỖ , đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết
























