THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG VỎ HỘP SỐ MÁY BÓC LÁ MÍA , thuyết minh, động học máy, kết cấu máy, nguyên lý máy, thiết kế quy trình công nghệ gia công chi tiết
MỤC LỤC
I - Giới thiệu về máy thu hoạch mía:. 4
II - Phân tích chức năng làm việc và tính công nghệ của hộp số dao:. 11
III- Xác định dạng sản xuất:. 12
IV- Chọn phương án chế tạo phôi:. 12
V- Thiết kế quy trình công nghệ gia công chi tiết:. 14
V.I Xác định đường lối công nghệ: 14
V.II Chọn phương pháp gia công: 14
V.III Lập sơ bộ các nguyên công: 15
V.IV Thiết kế các nguyên công cụ thể: 16
A - Khái quát về thiết kế nguyên công: 16
1 - Thiết kế nguyên công: 16
2 - Chọn máy: 17
3 - Chọn dụng cụ: 17
4 - Lập sơ đồ gá đặt: 17
B - Lập quy trình công nghệ : 18
1. Nguyên công 1: Phay mặt đế. 18
2. Nguyên công 2: Phay mặt nắp. 19
3. Nguyên công 3: Phay mặt bên. 20
4. Nguyên công 4 : Phay mặt bên đối diện. 21
5. Nguyên công 5: Khoét, doa lỗ F 83,1. 22
6. Nguyên công 6: Phay mặt bên còn lại. 23
7. Nguyên công 7: Khoét, doa 2 lỗ F 62, F 52, 24
8. Nguyên công 8: Khoét, doa 2 lỗ F 62. 25
9. Nguyên công 9: Khoan 6 lỗ F 12,5. 26
10. Nguyên công 10: Khoan, taro 8 lỗ M6. 27
11. Nguyên công 11: Khoan, ta ro 4 lỗ M8. 28
12. Nguyên công 12: Khoan, ta ro 4 lỗ M14. 29
13. Nguyên công 13: Khoan, taro 4 lỗ M8. 30
14. Nguyên công 14: Phay 6 lỗ F 25. 31
VI- Tính toán và tra lượng dư khi gia công:. 35
1. Nguyên công 1: Phay mặt đế. 35
2. Nguyên công 2: Phay mặt nắp. 37
3. Nguyên công 3: Phay mặt bên. 39
4. Nguyên công 4: Phay mặt bên đối điện. 41
5. Nguyên công 5: Khoét, doa lỗ F 83,1. 44
6. Nguyên công 6: Phay mặt bên còn lại. 46
7. Nguyên công 7: Khoét, doa 2 lỗ F 62, F 52. 48
8. Nguyên công 8: Khoét, doa 2 lỗ F 62. 52
9. Nguyên công 9 : Khoan 6 lỗ F12,5. 53
10. Nguyên công 10 : Khoan 6 lỗ F6. 53
11. Nguyên công 11 : Khoan 4 lỗ F8. 53
12. Nguyên công 12 : Khoan 4 lỗ F14. 53
13. Nguyên công 13 : Khoan 6 lỗ F8. 53
14. Nguyên công 14 : Phay 6 lỗ F25. 53
VII- Tính toán và tra chế độ cắt khi gia công:. 53
1. Nguyên công 1: Phay mặt đế. 53
2. Nguyên công 2: Phay mặt nắp. 55
3. Nguyên công 3: Phay mặt bên. 57
4. Nguyên công 4: Phay bên đối điện. 58
5. Nguyên công 5: Khoét, doa lỗ F 83,1. 60
6. Nguyên công 6: Phay bên còn lại 62
7. Nguyên công 7: Khoét, doa 2 lỗ F 62, F 52. 63
8. Nguyên công 8: Khoét, doa 2 lỗ F 62. 67
9. Nguyên công 9: Khoan 6 lỗ F 12,5. 67
10. Nguyên công 10: Khoan, taro 8 lỗ M6. 68
11. Nguyên công 11: Khoan, taro 4 lỗ M8. 70
12. Nguyên công 12: Khoan, taro 4 lỗ M14. 71
13. Nguyên công 13: Khoan, taro 4 lỗ M8. 72
14. Nguyên công 14: Phay 6 lỗ x F 25. 74
VIII- Tính toán đồ gá một số nguyên công:. 74
1. Nguyên công 1: Phay mặt đế. 74
2. Nguyên công 7: Khoét, doa 2 lỗ F62, F52. 78
3. Nguyên công 10: Khoan 8 lỗ x M6. 82
IX - Xác định thời gian nguyên công:. 86
1 - Thời gian cơ bản của nguyên công I 87
2 - Thời gian cơ bản của nguyên công II 87
3 - Thời gian cơ bản của nguyên công III 88
4 - Thời gian cơ bản của nguyên công IV.. 89
5 - Thời gian cơ bản nguyên công V.. 89
6 - Thời gian cơ bản nguyên công VI 90
7 - Thời gian cơ bản của nguyên công VII 90
8 - Thời gian cơ bản của nguyên công VIII 91
9 - Thời gian cơ bản của nguyên công IX.. 92
10 - Thời gian cơ bản của nguyên công X.. 92
11 - Thời gian cơ bản của nguyên công XI 92
12 - Thời gian cơ bản của nguyên công XII 92
13 - Thời gian cơ bản của nguyên công XIII 93
14 - Thời gian cơ bản của nguyên công XIV.. 93
VIII - Tài liệu tham khảo:. 94
.....................................
II - PHÂN TÍCH CHỨC NĂNG LÀM VIỆC VÀ TÍNH CÔNG NGHỆ CỦA HỘP SỐ DAO:
Hộp số dao là một bộ phận không thể thiếu được của máy liên hợp thu hoạch ngô, hộp số dao được đặt dưới gầm phía đầu máy kéo bông sen. Nó có nhiệm vụ nhận công suất từ động cơ đầu thông qua bộ truyền bánh răng côn để truyền momen cho dao phay để cắt gốc mía. Tốc độ vòng quay của trục thông qua lưu lượng dầu vào và ra trong động cơ đầu. Vì vậy, vận tốc cắt phụ thuộc vào người điều khiển điều chỉnh.
Từ bản vẽ cho thấy:
- Các lỗ F62, F52 và 2 lỗ F62 trên hộp có thể gia công đồng thời
- Diện tích của lỗ đủ để dao đưa vào để gia công các lỗ
- Các lỗ khoan, taro trên hộp đều là lỗ đặc
- Hộp số dao có đủ độ cứng vững để khi gia công không bị biến dạng, có thể dùng ở chế độ cắt cao, đạt năng suất cao.
- Các bề mặt làm chuẩn có đủ diện tích để cho phép thực hiện nhiều nguyên công khi dùng bề mặt đó làm chuẩn và đảm bảo thực hiện quá trình gá đặt nhanh.
- Bề dày của thành hộp không nên mỏng quá để tránh biến dạng khi gia công.
Điều kiện kỹ thuật :
- Độ không song song cho phép giữa mặt đáy và tâm lỗ trên chiều dài lỗ : 0,05 mm
- Độ không đồng tâm cho phép của bề mặt lắp ổ bi =< 0,035 mm
- Độ đảo mặt đầu của các mặt so với tâm của ổ bi =<0,05
- Độ không vuông góc cho phép giữa 2 tâm lỗ =< 0,035mm
- Độ giao tâm cho phép giữa 2 tâm lỗ =< 0,05mm
- Hộp số dao gia công tất cả các bề mặt đạt cấp nhẵn bóng Rz=20mm,và gia công lỗ bề mặt đạt cấp nhẵn bóng Ra=2,5mm
III- XÁC ĐỊNH DẠNG SẢN XUẤT:
Tính trọng lượng chi tiết ![]() ( Kg )
( Kg )
Trong đó : g : trọng lượng riêng của gang g = 7,4 ( Kg/dm3 )
V : thể tích chi tiết.
Q: trọng lượng của chi tiết (kg).
V = V1+V2+2V3+V4+2V5-V6-V7-V8-2V9-3V10-V11
Trong đó :
V1 = 1,84*1,81*1,70 = 5,662 dm3
V2 = 2,4*1,76*0,25 = 1,056 dm3
2V3 = 2*0,16*0,62*3.14 = 0,362 dm3
V4 = 0,58*0,62*3,14 = 0,656 dm3
2V5=2*0,12*0,62*3,14 = 0,271 dm3
V6 = 1,76*1,6*1,72 = 4,844 dm3
V7 = 1,18*1,76*0,05 = 0,104 dm3
V8 = 0,25*0,53*1,7/2 = 0,113 dm3
2V9 = 2*0,28*0,452*3,14 = 0,356 dm3
3V10 = 3*0,07*0,412*3,14 = 0,11 dm3
V11 = 0,6*0,452*3,14 = 0,382 dm3
- V= 2,098 ( dm3 ).
Trọng lượng chi tiết là :
![]() ( Kg )
( Kg )
Xác định dạng sản lượng :
Theo đề bài cho sản xuất hàng loạt vừa tra bảng 2 “ Cách xác định dạng sản xuất ” trong sách “ Thiết kế đồ án CNCTM ”
Sản lượng hành năm của chi tiết N = 500 ( chiết/năm )
IV- CHỌN PHƯƠNG ÁN CHẾ TẠO PHÔI:
Chọn phôi được xác định theo nhiều yếu tố :
+ Kết cấu của chi tiết là chi tiết dạng hộp.
+ Vật liệu của chi tiết là GX 15-32.
+ Điều kiện làm việc chịu va đập và ứng suất thay đổi
+ Dạng sản xuất hàng loại vừa.
Cơ tính và độ chính xác của phôi đúc tuỳ thuộc vào phương pháp đúc và kỹ thuật làm khuôn. Tuỳ theo tính chất, vật liệu của chi tiết đúc, trình độ kỹ thuật đúc để chọn các phương pháp đúc khác nhau.
Chọn phôi hợp lý chẳng những đảm bảo tốt những tính kỹ thuật của chi tiết mà còn có ảnh hưởng tốt đến năng suất và giá thành sản phẩm . Chọn phôi tốt sẽ làm cho quy trình công nghệ đơn giản đi nhiều và phí tổn về vật liệu cũng như chi phí gia công giảm đi. Phôi được xác định hợp lý phần lớn phụ thuộc vào việc xác định lượng dư gia công. Dựa vào các yếu tố trên ta đưa ra các phương pháp chế tạo phôi sau :
Phương án 1:
Chọn phôi đúc được thực hiện trong khuôn kim loại, mẫu gỗ
Ưu điểm:
- Có thể tạo hình dáng của phôi gần với hình dáng chi tiết.
- Lượng dư gia công bên ngoài của phôi tương đối đồng đều, lượng dư gia công nhỏ à Chế độ cắt ổn định
Nhược điểm:
- Giá thành chế tạo khuôn kim loại tương đối đắt.
ð Phương pháp này không hợp lý vì đây là dạng sản xuất hàng loạt vừa sản lượng 500 chi tiết 1 năm.
Phương án 2:
Chọn phôi đúc được thực hiện trong khuôn cát.
Ưu điểm:
- Giá thành chế tạo phôi rẻ.
- Có thể tạo hình dáng của phôi gần với hình dáng chi tiết.
- Lượng dư gia công bên ngoài của phôi tương đối đồng đều à Chế độ cắt ổn định
Nhược điểm:
- Thời gian gia công chuẩn bị phôi tương đối mất nhiều công sức.
ð Phương pháp này phù hợp với sản xuất hàng loạt vừa sản lượng 500 chi tiết 1 năm. Nhưng để đảm bảo cho lượng dư gia công không quá lớn ta có thể chọn mẫu bằng kim loại. Mẫu bằng kim loại có thể đảm bảo cho mẫu sử dụng lâu dài hơn, không bị sai lệch trong suốt quá trình sử dụng
V- THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT:
V.I XÁC ĐỊNH ĐƯỜNG LỐI CÔNG NGHỆ:
Do kết cấu của chi tiết khá phức tạp, khả năng gá nhiều dao trên máy là hạn chế đồng thời gia công nhiều vị trí nhiều dao và gia công song xong rất khó thực hiện nên ta xây dựng quy trình công nghệ theo nguyên tắc phân tán nguyên công tức là quy trình công nghệ được chia thành các nguyên công đơn giản có thời gian như nhau (nhịp) hoặc bội số của nhịp. Với quy trình công nghệ theo nguyên tắc trên thì ta chọn phương án gia công một vị trí, một dao và gia công tuần tự.
V.II CHỌN PHƯƠNG PHÁP GIA CÔNG:
Vì là sản xuất loạt vừa do đó muốn chuyên môn hoá cao để có thể đạt năng suất cao trong điều kiện sản xuất ở Việt Nam thì đường lối công nghệ thích hợp nhất là phân tán nguyên công. Ở đây ta dùng các loại máy vạn năng kết hợp với các loại đồ gá chuyên dùng để chế tạo. Khi gia công các lỗ f83,1+0,035, f62+0,035, f52+0,035 vì chi tiết khó thực hiện trên máy tiện mà vẫn đảm bảo độ chính xác yêu cầu. Do đó ta phải gia công các lỗ này trên máy doa.
Gia công mặt phẳng đáy với Rz20 hay độ bóng cấp 5 có các phương pháp gia công để đạt độ bóng cấp 5 là: phay thô, phay bán tinh do đó ta chọn phương pháp gia công lần cuối là phay bán tinh và các bước trung gian là phay thô.
Gia công các lỗ f83,1+0,035 vật liệu là gang xám có độ cứng HB=190 độ bóng Ra2,5 hay độ bóng cấp 6 độ chính xác gia công cấp 7 có các phương pháp gia công doa tinh, do đó ta chọn phương pháp gia công lần cuối là doa tinh các bước gia công trung gian là khoét thô, doa thô.
Gia công mặt đầu các lỗ f83,1+0,035 vật liệu là gang xám có độ cứng HB=190 độ bóng Rz20 hay độ bóng cấp 5 có các phương pháp gia công là: tiện thô, bào thô, phay thô, gia công tinh do đó ta chọn phương pháp gia công lần cuối là phay bán tinh.
Gia công 2 mặt đầu có lỗ f62+0,035 vật liệu là gang xám có độ cứng HB=190 độ bóng Rz20 hay độ bóng cấp 5 có các phương pháp gia công là: tiện thô, bào thô, phay thô, gia công tinh do đó ta chọn phương pháp gia công lần cuối là phay bán tinh.
Các lỗ gia công ren ta sử dụng phương pháp gia công là khoan và tarô máy .
Các lỗ f25 sâu 1,5 để bắt bulông, vật liệu là gang xám có độ cứng HB=190 độ bóng Rz80 hay độ bóng cấp 3 ta sử dụng phương pháp gia công là phay thô.
V.III LẬP SƠ BỘ CÁC NGUYÊN CÔNG:
- Nguyên công 1 : Phay mặt đế.
Phay thô
Phay tinh đạt Rz 20
- Nguyên công 2 : Phay mặt nắp.
Phay thô
Phay tinh đạt Rz 20
- Nguyên công 3 : Phay mặt bên.
Phay thô
Phay tinh đạt Rz 20
- Nguyên công 4 : Phay mặt bên đối diện.
Phay thô
Phay tinh đạt Rz 20
- Nguyên công 5 : Khoét, doa lỗ F83,1mm
Khoét đạt F82,9mm
Doa thô đạt F83,05mm
Doa tinh đạt F83,1mm
- Nguyên công 6 : Phay mặt bên còn lại.
Phay thô
Phay tinh đạt Rz 20
- Nguyên công 7 : Khoét, doa 2 lỗ F62mm, F52mm.
Khoét đạt F61,5mm, F51,5mm.
Doa thô đạt F61,9mm, F51,9mm.
Doa tinh đạt F62mm, F52mm.
- Nguyên công 8 : Khoét, doa 2 lỗ F62mm.
Khoét đạt F61,5mm.
Doa thô đạt F61,9mm.
Doa tinh đạt F62mm.
- Nguyên công 9 : Khoan 6 lỗ F12,5.
- Nguyên công 10 : Khoan 6 lỗ F6.
- Nguyên công 11 : Khoan 4 lỗ F8.
- Nguyên công 12 : Khoan 4 lỗ F14.
- Nguyên công 13 : Khoan 6 lỗ F8.
- Nguyên công 14 : Phay 6 lỗ F25.
V.IV THIẾT KẾ CÁC NGUYÊN CÔNG CỤ THỂ:
A - Khái quát về thiết kế nguyên công:
1 - Thiết kế nguyên công:
Nguyên tắc chung khi thiết kế nguyên công là đảm bảo được năng suất và độ chính xác yêu cầu. Năng suất và độ chính xác phụ thuộc vào chế độ cắt, lượng dư, số bước và số thứ tự các bước công nghệ v.v. Vì vậy khi thiết kế nguyên công phải dựa vào dạng sản xuất phương pháp phân tán nguyên công để chọn sơ đồ nguyên công hợp lý.
Tuy nhiên, trong thực tế sản xuất chi tiết có thể có nhiều phương án gia công khác nhau nên số nguyên công cũng như số thứ tự các nguyên công phụ thuộc vào dạng phôi, độ chính xác yêu cầu của chi tiết.
Các nguyên công các bước cần đạt độ chính xác và độ bóng cao nên tách thành các bước nguyên công các bước riêng biệt và nên áp dụng phương pháp gia công tuần tự bằng một dao.
Đối với các máy tổ hợp, máy tự động, các nguyên công được xác định theo phương pháp gia công song song, đường lối công nghệ ở đây là tập trung nguyên công, nghĩa là một nguyên công có nhiều bước công nghệ.
Đối với chi tiết dạng hộp mà ta đang gia công thì ta chọn phương pháp phân tán nguyên công để gia công và áp dụng phương pháp gia công tuần tự bằng một dao.
2 - Chọn máy:
Nguyên tắc khi chọn máy: chọn máy phụ thuộc vào độ chính xác và độ bóng bề mặt gia công.
Nếu yêu cầu này được thoả mãn bằng nhiều loại máy khác nhau thì lúc đó ta chọn một loại máy cụ thể theo những yêu cầu sau đây:
Kích thước của máy phù hợp với kích thước của chi tiết gia công, phạm vi gá đặt phôi trên máy.
Máy phải có khả năng làm việc với chế độ cắt tối ưu.
Máy phải đảm bảo công suất cắt.
Nên chọn những máy vạn năng, máy chuyên dùng phù hợp với điều kiện sản xuất thực tế và trình độ phát triển khoa học thực tế ở Việt Nam.
3 - Chọn dụng cụ:
Nguyên tắc khi chọn dụng cụ : chọn dụng cụ phụ thuộc vào độ chính xác và độ bóng bề mặt gia công, vật liệu làm phôi, phôi được sản xuất như thế nào.
Nếu yêu cầu này được thoả mãn bằng nhiều loại dụng cụ cắt khác nhau thì lúc đó ta chọn một loại dụng cụ theo những yêu cầu sau đây:
Kích thước của dụng cụ phù hợp với kích thước bề mặt của chi tiết gia công.
Dụng cụ phải có khả năng làm việc với chế độ cắt tối ưu.
Dụng cụ phải đảm bảo độ cứng vững khi gia công .
4 - Lập sơ đồ gá đặt:
Nguyên tắc trung khi lập sơ đồ gá đặt là: trước hết ta phải chọn những bề mặt làm chuẩn. Khi chọn chuẩn cần chú ý 5 nguyên tắc chọn chuẩn thô và 5 nguyên tắc chọn chuẩn tinh. Các bề mặt làm chuẩn cần được khống chế đủ số bậc tự do cần thiết, không thiếu (chi tiết chưa được xác định vị trí), không thừa (siêu định vị). Tại mỗi nguyên công mỗi bước cần vẽ phôi ở vị trí gia công mà không cần thể hiện theo tỉ lệ, mà chỉ cần thể hiện một cách ước lượng. Mặt định vị được vẽ bằng bút chì xanh hoặc mực xanh và vẽ ký hiệu định vị với số bậc tự do được khống chế. Bề mặt gia công phải được vẽ bằng mực đỏ và phải ghi độ bóng cần thiết. ở mỗi nguyên công mỗi bước chỉ cần ghi kích thước gia công và dung sai cần đạt. Ngoài ra cò phải thể hiện đầy đủ chiều chuyển động của dao, của chi tiết, chốt tì phụ, chốt tì điều chỉnh.
B - Lập quy trình công nghệ :
1. Nguyên công 1: Phay mặt đế
a. Chọn máy : Máy phay đứng 6H13
Có các thông số kỹ thuật:
+ Kích thước làm việc của bàn máy : 400x1600 mm2
+ Số cấp tốc độ : 18
+ Giới hạn vòng quay ( vòng/phút) : 30 ¸ 1500
( 30; 37,5; 47,5; 60; 75; 95; 118; 150; 190; 235; 300; 375; 475; 600; 750; 950; 1180; 1500 )
+ Bước tiến của bàn : ( mm/phút )
( 23; 30; 37; 47; 60; 75; 95; 120; 150; 190; 240; 300; 370; 470; 600; 750; 1200 )
+ Lực lớn nhất cho phép cơ cấu tiến của máy : 2000 kg
+ Công suất động cơ truyền động chính : 10 ( kW )
+ Hiệu suất máy h = 0,75
b. Dụng cụ :
Dao phay mặt đầu có gắn mảnh hợp kim cứng BK6, dao phay có đường kính 250 mm, số răng Z = 20 răng
c. Sơ đồ gá đặt :.........................................
/..............................................................................
I - GIỚI THIỆU VỀ MÁY THU HOẠCH MÍA:
a) Giới thiệu:
- Hệ thống máy liên hợp thu hoạch mía CGM-1 là loại máy liên hợp thu hoạch mía đặt nằm phối lắp sử dụng cùng máy kéo bông sen. Hệ thống cùng một lúc có thể hoàn thành các công đoạn như dựng đứng cây, phay ngọn cây mía, phạt gốc cây mía, cuốn cây vào thùng chứa.
Toàn bộ máy được gắn vào khung cố định của máy kéo bằng các trục quay được điều khiển bằng hệ thống thuỷ lực. Trên máy kéo được sử dụng máy nổ để chạy bơm dầu, từ hệ thống này dầu được lưu thông đến các bộ phận công tác. Cơ cấu di động của máy kéo hoạt động nhờ động cơ dầu truyền momen đến hộp số chạy xích. Máy này có những ưu điểm như tính năng sử dụng tổng hợp tốt, kết cấu của máy liên hợp gọn, thao tác linh hoạt, thuận lợi, quay vòng ổn định, tổn thất nhỏ. Những cây mía sau khi thu hoạch nhờ hệ thống phay ngọn, phay lá cây mà những cây mía giảm được tạp chất để sau này làm nguyên liệu làm đường cho nhà máy đường. Máy liên hợp thu hoạch mía là loại máy nông nghiệp phức tạp, các chi tiết chuyển động nhiều, môi trường làm việc không tốt.
Sử dụng máy thu hoạch mía nhằm nâng cao hiệu quả sẳn xuất và hiệu quả kinh tế, đồng thời rút ngắn được chu kỳ sản xuất. Chính vì vậy hiện nay nhiều nước trên thế giới đã và đang ứng dụng rộng rãi máy thu hoạch mía cho nhà máy đường.
b) Các bộ phận hợp thành máy liên hợp thu hoạch mía và quy trình công nghệ:
Máy liên hợp thu hoạch mía gồm những bộ phận chủ yếu như càng gạt, vít cuốn cây, dao phay lá, dao phay gốc, thanh chữ C, lô cuốn cây, thùng chứa cây, thùng dầu, khung treo trước và sau. Dao phay lá, dao phay gốc lắp phía trước máy kéo, bộ phận cuốn cây lắp bên trên cơ cấu di chuyển máy kéo, thùng chứa cây lắp đàng sau máy kéo và thùng dầu lắp ở trên máy kéo.
Tất cả các bộ phận thông qua khung treo trước sau, hệ thống thuỷ lực và động cơ dầu liên kết với máy kéo thành một thể thống nhất tạo thành máy liên hợp thu hoạch.
Máy liên hợp thu hoạch mía khi tiến hành làm việc, bộ phận càng gạt ở phía trước vít cuốn cây sẽ dẫn đỡ cây lên đưa vào vít cuốn cây. Sau đó vít cuốn cây dựng đứng cây mía lên, vít cuốn cây của máy này là một đôi trục xoắn bề mặt lắp gân lồi xoắn quay ngược chiều nhau lắp ở hai bên sườn đằng trước máy kéo, tâm trục của nó tạo với mặt phẳng nằm ngang của hai càng một góc 600. Hệ thống vít cuốn cây có thể nâng lên hạ xuống nhờ pittông thuỷ lực , máy liên hợp thu hoạch tiến vào theo phương dọc luống mía, khi cây mía đang dựng đứng bộ phận dao phay ngọn sẽ phay ngọn mía. Xe tiếp tục tiến vào, ở giữa hai vít có cuốn cây có một thanh chữ C , thanh chữ C tì vào giữa thân cây mía tạo nên độ găng hai đầu cây mía và gốc mía. Khi độ găng đủ lớn để sinh ra lực văng cây mía thì gốc cây mía được dao phay gốc chặt. Cây mía văng lên được lô gạt cây gạt vào lô cuốn cây . Lô cuốn cây có nhiều mấu cao su sẽ cuốn cây mía vào thùng chứa phía sau máy kéo. Như vậy chỉ một lần hoàn thành quá trình dựng đứng cây mía, phay ngọn cây mía, phay gốc cây, cuốn cây mía vào thùng chứa.
THIẾT KẾ MÁY THU HOẠCH MÍA NGÔ BẮP LIÊN HỢP , thuyết minh, động học máy, kết cấu máy, nguyên lý máy, quy trình sản xuất
I - GIỚI THIỆU VỀ MÁY LIÊN HỢP THU HOẠCH NGÔ:
a) Giới thiệu:
- Máy liên hợp thu hoạch ngô Ngọc Phong mã hiệu sản phẩm 4YM-2 là loại máy liên hợp thu hoạch mía đặt nằm phối lắp sử dụng cùng máy kéo Thượng Hải-50, Thanh Giang-50,55,65,và Trâu Sắt –55,65. Hệ thống cùng một lúc có thể hoàn thành các công đoạn như lẫy bắp, tự động xả bắp bằng cơ, phay băm thân cây rải ruộng.
Toàn bộ máy được gắn vào khung cố định của máy kéo sử dụng nguồn động lực và cơ cấu di động của máy kéo để làm việc. Trên máy kéo được sử dụng máy nổ tạo chuyển động cho các hộp số, từ hệ thống này truyền đến các bộ phận công tác nhờ các bộ truyền xích. Máy này có những ưu điểm như tính năng sử dụng tổng hợp tốt, kết cấu của máy liên hợp gọn, thao tác linh hoạt, thuận lợi, quay vòng ổn định, tổn thất nhỏ. So với máy liên hợp tự chạy cỡ lớn thì vốn đầu tư ít, thu hồi vốn đầu tư nhanh, hiệu quả kinh tế rõ rệt. Những cây ngô sau khi thu hoạch nhờ hệ thống phay thân cây sẽ dải ruộng, tương đương với lượng phân hữu cơ chứa trong 1000Kg rác thải. Máy liên hợp thu hoạch ngô là loại máy nông nghiệp phức tạp, các chi tiết chuyển động nhiều, môi trường làm việc không tốt.
Sử dụng máy thu hoạch ngô nhằm nâng cao hiệu quả sẳn xuất và hiệu quả kinh tế, đồng thời rút ngắn được chu kỳ sản xuất. Chính vì vậy hiện nay nhiều nước trên thế giới đã và đang ứng dụng rộng rãi máy thu hoạch ngô cho cánh đồng ngô.

b) Các bộ phận hợp thành máy liên hợp thu hoạch ngô và quy trình công nghệ:
Máy liên hợp thu hoạch ngô kiểu gánh gồm những bộ phận chủ yếu như :bàn cắt lẫy bắp, băng tải, thùng chứa bắp, phay băm thân cây, khung treo trước và sau. Bàn cắt lẫy bắp phía trước máy kéo ,bộ phận chuyển tải lắp bên phải máy kéo, phay băm thân lá cây lắp phía sau máy kéo, thùng chứa bắp lắp phía trên sau máy kéo.
Tất cả các bộ phận thông qua khung treo trước sau và hộp số truyền động trục thu công suất liên kết với máy kéo thành một thể thống nhất,tạo thành máy liên hợp thu hoạch.
Máy liên hợp thu hoạch ngô khi tiến hành làm việc, bộ phận vỏ gạt ở phía trước bàn thu cắt sẽ dẫn đỡ cây lên đưa vào giữa hàng cắt, sau đó xích gạt gạt ra phía sau vào trục lẫy bắp , trục lẫy bắp của máy này là một đôi trục xoắn bề mặt lắp móng lồi quay ngược chiều nhau lắp ở hai bên băng tải, tâm trục của nó tạo với mặt phẳng nằm ngang một góc 35o. Khi cây tiến vào theo phương trục lẫy bắp, bị trục lẫy bắp kéo xuống và kéo ra phía sau, bắp ngô vì to hơn nên không thể lọt qua khe hở giữa hai trục, do đó bị móng trục giữ chặt và bẻ gẫy. Bắp ngô sau khi bị bẻ rơi vào rãnh băng tải . Băng tải lắp xích có mấu gạt sẽ kéo bắp để vào thùng chứa phía sau máy kéo. Cây ngô chuyển động ra sau phía dưới trục lẫy và bị phay cuốn băm nhỏ. Như vậy chỉ một lần hoàn thành quá trình lẫy bẻ bắp, chuyển tải, đổ vào thùng chứa và băm thân cây rải ruộng.
Xích gạt ở đây sở dụng xích con lăn điều khiển lắp thêm má xích có mẫu gạt thay vào một số má xích ngoài và tán vào xích. Nhiệm vụ của xích gạt là khi cây tiến vào máy thì gạt đẩy cây ra phía sau để nó đi vào trục cuốn bẻ lẫy bắp và kéo những bắp ngô được bẻ quá sớm lên trên và ra sau, làm cho bắp ngô rơi vào băng tải, tránh hiện tượng mắc kẹt.
Mỗi một lối cắt lắp hai xích gạt dài bằng nhau, đối với phương trục cuốn bẻ lẫy bắp thì hai xích bố trí thành hai lớp dài phía trong ở lớp dưới, dài phía ngoài ở lớp trên, nhờ có lực nén của lò xo nên xích luôn ở trạng thái làm việc. Qua một thời gian sử dụng phỉa căng chỉnh lại xích, việc điều chỉnh được thực hiện bằng điều chỉnh độ dài của lò xo nén. Khi điều chỉnh chú ý không nên để lực nén lò xo quá lớn, xích quá căng, vì như vậy sẽ làm cho xích làm việc trong trạng thái không bình thường, dễ gây hư hỏng.
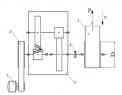
+ Hộp số và trục lẫy bẻ bắp:
Nguyên lý và cách điều chỉnh hộp số và côn ly hợp :
Nhiệm vụ của hộp số là nhận động lực từ trục trung gian để truyền động trục bẻ bắp và cơ cấu cung cấp. Bộ phận này do vỏ hộp, bánh răng và côn ly hợp tạo thành, trên mỗi hộp số lắp hai trục cuốn bẻ bắp. Đề phòng sự cố xảy ra hư hỏng cơ cấu cung cấp vào trục cuốn và hệ thống xích gạt do một nguyên nhân nào đó lực cản quá lớn, nên trên mỗi hộp số đều có lắp côn ly hợp. Khi bất ngờ có sự cố ngàm côn mở ra và phát âm thanh “cạch, cạch, cạch”. Lúc đó trục chính của hộp số ngừng ngay. Hộp số do bộ ly hợp, đĩa xích, lò xo ly hợp và đai ốc điều chỉnh, giá đỡ lò xo tạo thành, lắp vào trên trục chủ động của hộp số.
Đĩa xích lắp lồng vào trục, ngàm côn ly hợp ăn khớp với ngàm mặt bên của đĩa xích, lò xo nén côn ly hợp nén càng chặt thì lực càng lớn. Mô men lực truyền cho đĩa xích cũng sẽ lớn. Khi làm việc, đĩa xích thông qua ngàm côn chuyển tải côn ly hợp , côn ly hợp thông qua xích làm cho trục hộp số quay. Khi truyền động phát sinh sự cố, lực cản của côn ly hợp lập tức tăng lên, giữa đĩa xích và côn ly hợp sinh ra một lực dọc trục rất lớn, khi lực đẩy đó lớn hơn lực nén lò xo , côn ly hợp sẽ di chuyển dọc trục, đĩa xích tách ra khỏi côn và tự quay, côn ly hợp không truyền chuyển động nữa, làm cho các bộ phận làm việc tránh được hỏng hóc, nếu quá trình làm việc phát hiện hiện tượng không bình thường, cần kiểm tra lò xo và điều chỉnh đai ốc . Chú ý khi điều chỉnh tránh để lực nén lò xo quá lớn hoặc quá nhỏ đều làm cho côn ly hợp mất tác dụng.
Trục cuốn bẻ bắp:
Trục cuốn là một đôi trục quay ngược chiều nhau, bề mặt của nó là gân lồi xoắn và móng xoắn, cây ngô đứng đi vào giữa khe hở hai trục và bị bẻ lẫy bắp ra. Nhìn từ trước ra sau, dựa vào tác dụng của nó, có thể chia làm ba đoạn. Đoạn thứ nhất phía đầu trục là hình côn tương đối nhọn. Trên đoạn này cũng có gân xoắn nhưng bước xoắn tương đối nhỏ, thu dẫn cây ngô vào. Đoạn thứ hai ở giữa là đoạn làm việc, đoạn này dài nhất, phía trên có gân lồi với bước xoắn tương đối lớn và có cả móng xoắn, nhiệm vụ bẻ lẫy bắp chủ yếu được trực hiện ở đoạn này. Đoạn thứ ba ở phần sau gọi là đoạn kéo thân cây, bề mặt của nó có gân lồi hướng trục, có lực kéo tương đối mạnh, có thể nhanh chóng kéo thân cây ra khỏi đoạn này nhằm chống tình trạng tắc kẹt.
+ Điều chỉnh khe hở trục cuốn:
Khe hở giữa hai trục cuốn có chính xác hay không, có ảnh hưởng rất lớn đến việc giảm hao hụt và phòng tắc kẹt. Cần phải căn cứ vào giống ngô, độ lớn nhỏ của bắp, độ lớn nhỏ của thân cây để kịp thời điều chỉnh khe hở, gối đỡ ngoài của trục cuốn có mối liên kết với cơ cấu điều chỉnh khe hở. Nới ốc hãm , vặn đai ốc có thể thay đổi được khe hở giữa hai trục. Quay đai ốc theo chiều kim đồng hồ là nới rộng khe hở, ngược lại là giảm khe hở. Khi điều chỉnh đến mức thích hợp thì dừng lại.
II. BĂNG TẢI:
Băng tải gồm có thân băng tải, đĩa xích chủ động và bị động, xích tải, thanh cào hợp thành. Vỏ băng tải do thép lá, lập là và thép góc hàn lại
Hình 7: Băng tải
1-Tấm chắn 2-Đĩa xích bị động 3-Thanh cào
4-Xích tải 5-Thanh cào 6-Thân băng tải
7-Đĩa xích chủ động 8-Giá đỡ 9-Hộp che xích
Khi làm việc, động lực từ trục trung gian truyền đến, thông qua đĩa xích làm cho xích tải chuyển động. Xích tải là loại xích con lăn lắp thêm thanh cào. Đĩa xích chủ động lắp ở phía dưới băng tải, còn đĩa xích bị động lắp ở phía sau trên băng tải. Đĩa xích bị động có thể điều chỉnh để căng xích tải. Nhiệm vụ của băng tải là chuyển bắp ngô đã được bẻ ra thùng chứa.
II. THÙNG CHỨA VÀ HỆ THỐNG CHUYỂN TẢI...............................................................
- Giới thiệu về máy liên hợp thu hoạch ngô: 3
II - Phân tích chức năng làm việc và tính công nghệ của hộp số phay thân cây. 14
III- Xác định dạng sản xuất : 15
IV- Chọn phương án chế tạo phôi: 15
V- Lập thứ tự các nguyên công, các bước : 17
V.1 Lập sơ bộ các nguyên công: 17
V.2.Thiết kế các nguyên công cụ thể: 20
1. Nguyên công 1: Phay mặt đế. 20
2. Nguyên công 2: Phay mặt đầu nắp. 21
3. Nguyên công 3: Phay mặt bắt bulông. 22
4. Nguyên công 4 : Khoan, doa 4 lỗ F13. 23
5. Nguyên công 5: Phay mặt bích ổ. 25
6. Nguyên công 6: Phay mặt bích ổ vuông góc. 26
7. Nguyên công 7: Phay mặt bích ổ đối diện. 28
8. Nguyên công 8: Phay mặt lỗ tháo dầu. 29
9. Nguyên công 9: Phay mặt lỗ tra dầu. 30
10. Nguyên công 10: Khoét ,doa lỗ F90 . 31
11. Nguyên công 11: Khoét ,doa lỗ F90+0,035, F80+0,03. 32
12. Nguyên công 12: Khoan, ta rô 6 lỗ M8. 34
13. Nguyên công 13: Khoan, tarô 4 lỗ M8 mặt bích. 35
14. Nguyên công 14: Khoan, taro 4 lỗ M8 mặt bích vuông góc. 36
15. Nguyên công 15: Khoan, taro 4 lỗ M8 mặt bích đối diện. 37
16. Nguyên công 16: Khoan, taro lỗ tháo dầu M20x1,5. 38
17. Nguyên công 17: Khoan, taro lỗ tra dầu M20x1,5. 40
VI- Tính toán và tra lượng dư khi gia công. 41
1. Nguyên công 1: Phay mặt đế. 41
2. Nguyên công 2: Phay mặt nắp. 43
3. Nguyên công 3: Phay mặt bắt bulông. 43
4.Nguyên công 4: Khoan, doa 4 lỗ F. 43
5. Nguyên công 5: Phay mặt bích . 43
6. Nguyên công 6: Phay mặt bích vuông góc. 44
7. Nguyên công 7: Phay mặt bích đối diện. 44
8. Nguyên công 8: Phay mặt lỗ tháo dầu. 44
9. Nguyên công 9: Phay mặt lỗ tra dầu. 44
10. Nguyên công 10: Khoét, doa lỗ F 90+0,035. 44
11. Nguyên công 11: Khoét, doa 2 lỗ F 90+0,035, F80+0,03. 48
12. Nguyên công 12 : Khoan, ta rô 6 lỗ M8. 48
13. Nguyên công 13 : Khoan, ta rô 4 lỗ M8. 48
14. Nguyên công 14 : Khoan, ta rô 4 lỗ M8. 48
15. Nguyên công 15 : Khoan, ta rô 4 lỗ M8. 48
16. Nguyên công 16 : Khoan, ta rô lỗ M20x1,5. 48
17. Nguyên công 17 : Khoan, ta rô lỗ M20x1,5. 48
VII- Tính toán và tra chế độ cắt khi gia công. 48
1. Nguyên công 1: Phay mặt đế đạt kích thước 35mm.. 48
2. Nguyên công 2: Phay mặt đầu nắp đạt kích thước. 51
3. Nguyên công 3: Phay vấu bắt bulông đường kính 30mm.. 54
4. Nguyên công 4: Khoan, doa 4 lỗ đế F13. 55
5. Nguyên công 5: Phay mặt bích F90 đạt kích thước 148+0,03. 57
6. Nguyên công 6: Phay mặt bích F90 vuông góc đạt kích thước 90,5+0,03. 58
7. Nguyên công 7: Phay mặt bích F80 đạt kích thước 224+0,03. 60
8. Nguyên công 8: Phay vấu lỗ tháo dầu. 62
9. Nguyên công 9: Phay vấu lỗ tra dầu. 63
10. Nguyên công 10: Khoét, doa lỗ F 90+0,035. 65
11. Nguyên công 11: Khoét, doa 2 lỗ F80+0,03, F90+0,035. 68
12. Nguyên công 12: Khoan, tarô 6 lỗ M8. 70
13. Nguyên công 13: Khoan, taro 4 lỗ M8. 72
14. Nguyên công 14: Khoan, taro 4 lỗ M8. 73
15. Nguyên công 15: Khoan, taro 4 lỗ M8. 75
16. Nguyên công 16: Khoan, tarô lỗ tháo dầu M20x1,5. 76
17. Nguyên công 17: Khoan, tarô lỗ tra dầu M20x1,5. 77
VIII- Tính toán đồ gá một số nguyên công. 78
1. Nguyên công 1: Phay mặt đế. 78
2. Nguyên công 10: Khoét, doa 2 lỗ F90. 83
3. Nguyên công 13: Khoan, ta rô 6 lỗ M8. 87
IX - Xác định thời gian nguyên công: 92
1 - Thời gian cơ bản của nguyên công 1. 92
2 - Thời gian cơ bản của nguyên công 2. 93
3 - Thời gian cơ bản của nguyên công 3. 93
4 - Thời gian cơ bản của nguyên công 4. 94
5 - Thời gian cơ bản của nguyên công 5. 94
6 - Thời gian cơ bản của nguyên công 6. 95
7 - Thời gian cơ bản của nguyên công 7. 95
8 - Thời gian cơ bản của nguyên công 8. 96
9 - Thời gian cơ bản của nguyên công 9. 97
10 - Thời gian cơ bản của nguyên công 10. 98
11 - Thời gian cơ bản của nguyên công 11. 98
12 - Thời gian cơ bản của nguyên công 12. 99
13 - Thời gian cơ bản của nguyên công 13. 99
14 - Thời gian cơ bản của nguyên công 14. 99
15 - Thời gian cơ bản của nguyên công 15. 100
16- Thời gian cơ bản của nguyên công 16. 100
16- Thời gian cơ bản của nguyên công 16. 100
17 - Thời gian cơ bản của nguyên công 17. 100
VIII – Chuyên đề tính toán bộ truyền bánh răng côn. 101
VIII - Tài liệu tham khảo. 109