
NỘI DUNG CHÍNH : THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG BÀN DAO NHỎ
I.Phân tích chi tiết
1. thiết kế quy trình công nghệ gia công chi tiết
-Là chi tiết dùng trong các máy công cụ dung để điều chỉnh bước tiến của dao khi gia công
-Vị trí làm việc chính của chi tiết là: Mặt rãnh trượt và các lỗ ren dung để bắt chặt chi tiết với các thiết bị khác của máy
2.Phân tích kết cấu chi tiết.
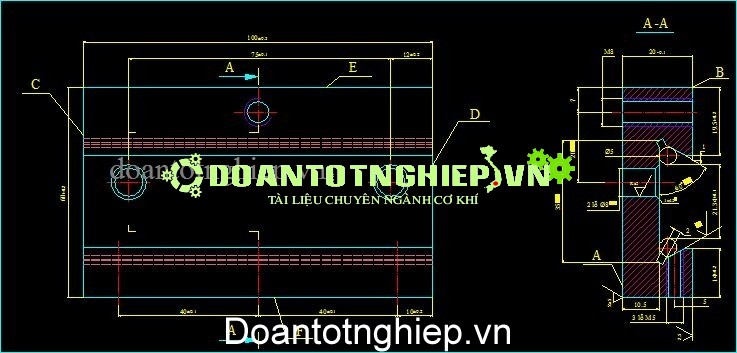
-Chi tiết thuộc dạng hộp, mặt phẳng làm việc chính là rãnh trượt nghiêng một góc 60°, chi tiết có các lỗ làm việc chính xác, các lỗ bắt bu lông.
3.Phân tích vật liệu của chi tiết.
-Vật liệu chọn làm chi tiết la Gang Xám;
ký hiệu: GX18-36.
Bảng phân tích thành phần vật liệu gang xám...............................................................................................
4.1.2 kích thước không chỉ dẫn dung sai
- Kích thước 5 giữa mặt B và 3 lỗ ren M5 ,
- Do 2 mặt gia công nên cấp chính xác : 9
Vậy dung sai là: 5 0.1
- Kích thước 7 giữa mặt E và lỗ ren M8,
- Do 2 mặt gia công nên cấp chính xác: 9
Vậy dung sai là: 7
- Kích thước 10.5 giữa mặt A và đáy rãnh đuôi én,
- Do gia công 2 mặt nên cấp chính xác: 9
Vậy dung sai là: 10.5
4.2 Dung sai bề độ nhám bề mặt
-Mặt B và mặt rãnh trượt làm việc với độ chính xác cao nên có , cấp chính xác 7, Ra=2.5
-Mặt A va lỗ o8+0.03 có làm việc nên chọn cấp chính xác 9, Rz20
-Các bề mặt gia công còn lại có cấp chính xác 4, 5 ứng với, Rz=40.
4.3 Dung sai về vị trí........
-2 lỗ Æ8+0.03 cần độ đồng tâm cao, nên có cấp chính xác 9, dung sai 0.05
-2 tâm lỗ Æ8+0.03 cũng cần độ vuông góc so với mặt A, cấp chính xác 9, dung sai 0.05
-2 mặt A,B cần độ song song cao, nên có cấp chính xác 9 dung sai 0.05
-2 mặt rãnh trượt là 2 mặt làm việc cao, nên cần cấp chính xác 9, dung sai 0.05
II Chọn phôi và phương pháp chế tạo phôi
Trong gia công cơ khí các dạng phôi có thể là; phôi đúc, phôi rèn, phôi dập, phôi cán.
Xác định loại và phương pháp chế tạo phôi phải nhằm mục đích bảo đảm hiệu quả kinh tế-kỹ thuật chung của quy trình chế tạo chi tiết, đồng thời tổn phí chế tạo chi tiết kể từ công đoạn chế tạo phôi cho tới công đoạn gia công chi tiết phải thấp nhất.
Khi xác định loại phôi và phương pháp chế tạo phôi cho chi tiết ta cần quan tâm đến đặc điểm về kết cấu và yêu cầu chiệu tải khi làm việc của chi tiết (hình dạng, kích thước, vật liệu, chức năng, điều kiện làm việc….).
Sản lượng hàng năm của chi tiết.
Điều kiện sản xuất thực tế xét về mặt kỹ thuật và tổ chức sản xuất (khả năng về trang thiết bị, trình độ kỹ thuật chế tạo phôi…).
Mặt khác khi xác định phương án chế tạo phôi cho chi tiết ta cần quan tâm đặc tính của các loại phôi và lượng dư gia công ứng với từng loại phôi. Sau đây là một vài nét về đặc tính của các loại phôi thường được sử dụng đối với chi tiết dạng hộp:
-Vì đây là chi tiết dạng hộp phức tạp, vật liệu là gang xám, có cơ tính là dễ tạo hình nên phương pháp chế tạo phôi là Đúc là thích hộp nhất.
-Phôi đúc: Hầu hết các chi tiết dạng hộp 95% được tạo phôi bằng phương pháp đúc và chủ yếu là gang xám.
-Chọn đúc trong khuôn cát, mẫu kim loại, làm khuôn bằng máy, độ chính xác của phôi cao, lương dư cắt gọt nhỏ. Phương pháp này thích hộp cho dạng sản xuất hàng loạt và hàng khối, phù hộp với kiểu sản xuất hàng loạt vừa của đề bài..............................................
Kích thước: 20.5
+ Cấp chính xác: 9
+ Nhám: Ra5
-Dao phay mặt đầu ghép răng nhỏ, HKC BK8, D=63 mm, d=27 mm, l=40 mm, z=14.
-Gia công trên máy phay đứng: 6H12 , thông số máy là;
+Thông số máy:
- Bề mặt làm việc: 320-1250
- Công suất động cơ:7kw
- Hiệu suất:0.75
- Số vòng quay trục chính:30-1500v/p
- Bước tiến bàn máy:30-1500mm/p
- Lực lớn nhất theo cơ cấu của máy 1500kg
-Định vị chi tiết gia công:
- Mặt B khử 3 bậc tự do , , bằng phiến tùy phẳng.
+Ta chọn mặt B vi mặt này đã gia công rồi, là chuản tinh thống nhất.
- Mặt F khử 2 bậc tự do , bằng 2 chốt trám
- Mặt C khử 1 bậc tự do bằng 1 chốt trám
+ Ta chọn như zậy vì chi tiết sẽ được khống chế 6bậc tự do, không bị siêu định vị.
Kẹp chặt: Hướng vào mặt định vị B.
-Chế độ cắt:
+Chiều sâu cắt: t=0.5 mm
+ Bước tiến: S=0.15 mm/răng ,chọn theo bảng (4-5) trang 123, sách chế độ cắt.
+ Vận tốc:.......................................
Nguyên công XI: Phay rãnh công nghệ 2mm bên mặt E
.....................................................................
- Nguyên công phay rãnh vuông bên mặt F cần độ vuông góc giữa mặt A và thành rãnh vuông và phay rãnh này không yêu cầu độ chính xác cao chỉ gia công để nguyên công phay rãnh đuôi én được dễ dàng hơn.
2. Phân tích phương án định vị và kẹp chặt:
Chi tiết định vị khử 6 bậc tự do:
+ Mặt A khử 3 bậc tự do , , bằng phiến tỳ phẳng
Ta chọn mặt A vi mặt này đã gia công rồi, là chuẩn tinh thống nhất.
+Mặt C khử 2 bậc tự do , bằng 2 chốt trám
+Mặt D khử 1 bậc tự do bằng 1 chốt trám
+ Ta chọn như zậy vì chi tiết sẽ được khống chế 6bậc tự do, không bị siêu định vị.
Kẹp chặt: kẹp vào hai bên chi tiết và hướng vào mặt định vị A.
3.Chọn chi tiết định vị tính sai số chuẩn
+ Mặt A chọn phiến tỳ có xẻ rãnh có kích thước : B= 20mm, H=13mm, l=38mm, l1= 22mm, D=13mm, d=9mm, b=14mm, h= 6mm, h1= 1,5mm
+Mặt C chọn 2 chốt trám có kích thước: d=10mm, D= 16mm, L= 24mm, l= 16mm, h=5mm, h1= 1,5
+Mặt D chọn chốt trám có kích thước: d=10mm, D= 16mm, L= 24mm, l= 16mm, h=5mm, h1= 1,5
- Sai số chuẩn: do chuẩn định vị trùng với góc kích thước nên sai số chuẩn bằng 0.....................................
-
8. Hướng dẫn tháo lắp đồ gá:
+Lắp đặt: đặt đồ gá lên bàn máy dùng 2 bulông kẹp chặt vào bàn máy. Sau đó lắp chi tiết lên thân đồ gá dùng dụng cụ siết chặt bulông kẹp. Chốt định vị trên bulông kẹp giúp chống xoay khi ta siết chặt. Lúc đó chi tiết đã được kẹp chặt hoàn toàn có thể gia công.
+ Tháo chi tiết: Sau khi gia công xong ta chỉ cần nhả đai ốc siết chặt ra lúc đó lò xo sẽ bi bung lên ta chỉ cần nhích 2 mỏ kẹp ra khỏi bề mặt kẹp chặt thì chi tiết sẽ được tháo ra nhanh chóng và lắp chi tiết mới lên để tiếp tục gia công. Đồ gá vừa đảm bảo tháo lắp nhanh và cơ cấu đơn giản phù hợp với dạng sản xuất hàng loạt.
- Đồ gá phay rãnh vuông
1. Phân tích YCKT của nguyên công thiết kế đồ gá:
- Nguyên công phay rãnh vuông là nguyên công phay rãnh bình thường không yêu cầu kỹ thuật cao chủ yếu để làm giảm bớt lượng phôi dư để gia công rãnh đuôi én ở nguyên công sau.
2. Phân tích phương án định vị và kẹp chặt: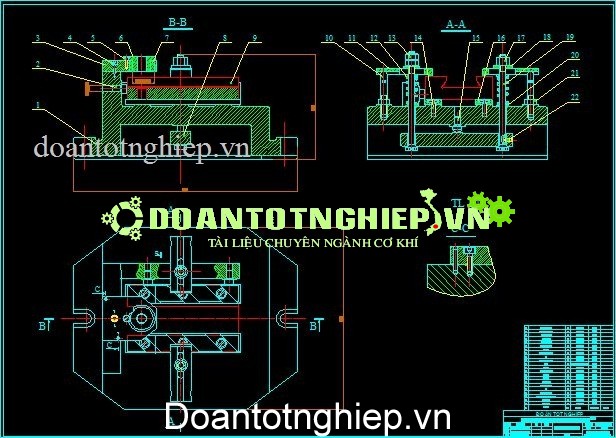
Chi tiết định vị khử 6 bậc tự do:
+ Mặt A khử 3 bậc tự do , , bằng phiến tỳ phẳng
Ta chọn mặt A vi mặt này đã gia công rồi, là chuẩn tinh thống nhất.
+Mặt C khử 2 bậc tự do , bằng 2 chốt trám
+Mặt D khử 1 bậc tự do bằng 1 chốt trám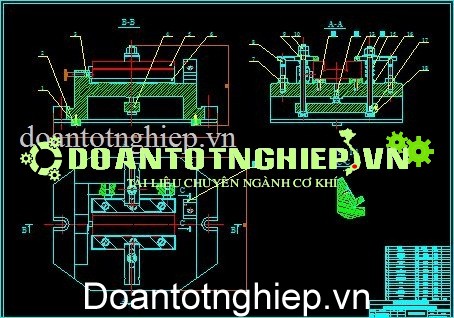
+ Ta chọn như zậy vì chi tiết sẽ được khống chế 6bậc tự do, không bị siêu định vị.
Kẹp chặt: kẹp vào hai bên chi tiết và hướng vào mặt định vị A.
3.Chọn chi tiết định vị tính sai số chuẩn
+ Mặt A chọn phiến tỳ có xẻ rãnh có kích thước : B= 20mm, H=13mm, l=38mm, l1= 22mm, D=13mm, d=9mm, b=14mm, h= 6mm, h1= 1,5mm
+Mặt C chọn 2 chốt trám có kích thước: d=10mm, D= 16mm, L= 24mm, l= 16mm, h=5mm, h1= 1,5
+Mặt D chọn chốt trám có kích thước: d=10mm, D= 16mm, L= 24mm, l= 16mm, h=5mm, h1= 1,5
- Sai số chuẩn: do chuẩn định vị trùng với góc kích thước nên sai số chuẩn bằng 0.
4.Tính lực cắt của nguyên công phay rãnh vuông:
Ta có phương trình tác dụng lực:
2Fms = k. Pz
MỤC LỤC
Trang
Lời nói đầu..................................................................................................... 1
Phần I: Phân tích chi tiết................................................................................... 2
Phần II: Chọn phôi và phương pháp chế tao phôi............................................ 7
Phần III: Bảng quy trình công nghệ gia công chi tiết......................................... 9
Phần IV: Biện luận quy trình công nghệ và tính chế độ cắt............................. 10
Phần V: Tính toán và thiết kế đồ gá................................................................ 53
Phần VI: Kết luận về quy trình công nghệ...................................................... 59
Tài liệu tham khảo.......................................................................................... 60
.
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT BÀN DAO NHỎ, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết





















