
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT BĂNG MÁY TIỆN, hướng dẫn thiết kế đồ gá
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo máy,
I - PHÂN TÍCH TÍNH CÔNG NGHỆ CỦA BĂNG MÁY TIỆN:
Từ bản vẽ cho thấy:
- Các lỗ khoan, taro trên hộp đều là lỗ đặc
- Hộp số dao có đủ độ cứng vững để khi gia công không bị biến dạng, có thể dùng ở chế độ cắt cao, đạt năng suất cao.
- Các bề mặt làm chuẩn có đủ diện tích để cho phép thực hiện nhiều nguyên công khi dùng bề mặt đó làm chuẩn và đảm bảo thực hiện quá trình gá đặt nhanh.
- Bề dày của thành băng máy không nên mỏng quá để tránh biến dạng khi gia công.
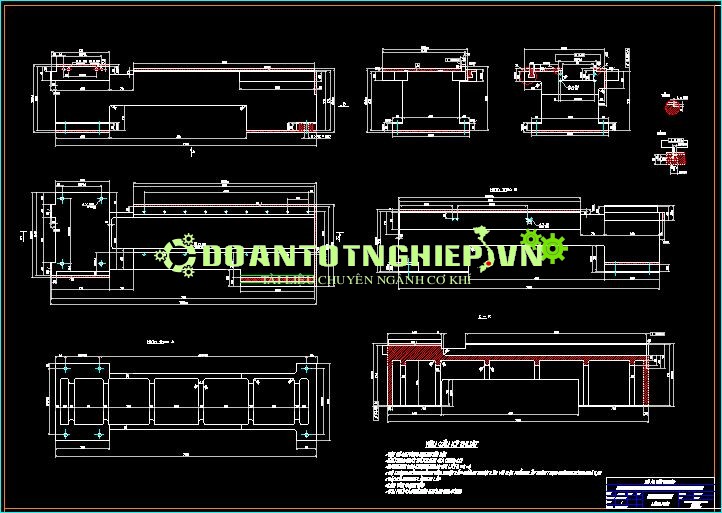
Điều kiện kỹ thuật :
- Độ không song song cho phép giữa mặt đáy và mặt trên của băng máy tiện =< 0,02mm
- Độ không song song cho phép giữa 2 sống trượt của băng máy tiện =< 0,01mm
- Độ không vuông góc cho phép giữa sống trượt mặt trên của băng máy tiện =< 0,02mm
- Băng máy gia công tất cả các bề mặt đạt cấp nhẵn bóng Ra=2,5mm, chân đế bề mặt đạt cấp nhẵn bóng Rz = 40mm, phay rãng chữ T đạt cấp nhẵn bóng Rz=20mm, và gia công bề mặt trên của băng máy tiện đạt cấp nhẵn bóng Ra=0,63mm
II- XÁC ĐỊNH DẠNG SẢN XUẤT :
..........................................
Trong đó : g : trọng lượng riêng của gang g = 7,4 ( Kg/dm3 )
V : thể tích chi tiết.
V = V1 + V2 + V3 + V4 - 4V5 - 4V6
Với : V1- Thể tích khối hình trụ F 220
V2- Thể tích khối hình trụ F 245
V3- Thể tích khối hình trụ F 220
V4- Thể tích khối hình trụ F 220
V5- Thể tích khối hình trụ F 20
V6- Thể tích khối hình trụ F 8
.........................
Xác định dạng sản lượng :
Theo đề bài cho sản xuất hàng loạt vừa tra bảng 2 “ Cách xác định dạng sản xuất ” trong sách “ Thiết kế đồ án CNCTM ”
Sản lượng hành năm của chi tiết N = 500 ( chiết/năm )
III- CHỌN PHƯƠNG ÁN CHẾ TẠO PHÔI:
Chọn phôi được xác định theo nhiều yếu tố :
+ Kết cấu của chi tiết là chi tiết dạng hộp.
+ Vật liệu của chi tiết là GX 21-40.
+ Điều kiện làm việc chịu va đập và ứng suất thay đổi
+ Dạng sản xuất hàng loại vừa.
Cơ tính và độ chính xác của phôi đúc tuỳ thuộc vào phương pháp đúc và kỹ thuật làm khuôn. Tuỳ theo tính chất, vật liệu của chi tiết đúc, trình độ kỹ thuật đúc để chọn các phương pháp đúc khác nhau.
Chọn phôi hợp lý chẳng những đảm bảo tốt những tính kỹ thuật của chi tiết mà còn có ảnh hưởng tốt đến năng suất và giá thành sản phẩm . Chọn phôi tốt sẽ làm cho quy trình công nghệ đơn giản đi nhiều và phí tổn về vật liệu cũng như chi phí gia công giảm đi. Phôi được xác định hợp lý phần lớn phụ thuộc vào việc xác định lượng dư gia công. Dựa vào các yếu tố trên ta đưa ra các phương pháp chế tạo phôi sau :
Phương án 1:
Chọn phôi đúc được thực hiện trong khuôn kim loại, mẫu gỗ
Ưu điểm:
- Có thể tạo hình dáng của phôi gần với hình dáng chi tiết.
- Lượng dư gia công bên ngoài của phôi tương đối đồng đều, lượng dư gia công nhỏ à Chế độ cắt ổn định
Nhược điểm:
- Giá thành chế tạo khuôn kim loại tương đối đắt.
ð Phương pháp này không hợp lý vì đây là dạng sản xuất hàng loạt vừa sản lượng 500 chi tiết/1 năm.
Phương án 2:
Chọn phôi đúc được thực hiện trong khuôn cát.
Ưu điểm:
- Giá thành chế tạo phôi rẻ.
- Có thể tạo hình dáng của phôi gần với hình dáng chi tiết.
- Lượng dư gia công bên ngoài của phôi tương đối đồng đều à Chế độ cắt ổn định
Nhược điểm:
- Thời gian gia công chuẩn bị phôi tương đối mất nhiều công sức.
ð Phương pháp này phù hợp với sản xuất hàng loạt vừa sản lượng 500 chi tiết/1 năm.
IV- LẬP THỨ TỰ CÁC NGUYÊN CÔNG, CÁC BƯỚC :
IV.1 LẬP SƠ BỘ CÁC NGUYÊN CÔNG:
- Nguyên công 1 : Đúc chi tiết.
- Nguyên công 2 : Ủ chi tiết.
- Nguyên công 3 : Khử ứng suất dư.
- Nguyên công 4 : Phay mặt đáy.
Phay thô ( 2 lần)
Phay bán tinh đạt Rz = 40
Phay tinh đạt Ra = 2,5
- Nguyên công 5 : Phay mặt A ở bên.
Phay thô ( 2 lần)
Phay bán tinh đạt Rz = 40
Phay tinh đạt Ra = 2,5
- Nguyên công 6 : Phay mặt B đối điện mặt A.
Phay thô ( 2 lần)
Phay bán tinh đạt Rz = 40
Phay tinh đạt Ra = 2,5
- Nguyên công 7 : Phay mặt C ở bên.
Phay thô ( 2 lần)
Phay bán tinh đạt Rz = 40
Phay tinh đạt Ra = 2,5
- Nguyên công 8 : Phay mặt D đối điện mặt C.
Phay thô ( 2 lần)
Phay bán tinh đạt Rz = 40
Phay tinh đạt Ra = 2,5
- Nguyên công 9 : Phay mặt E ở chân đế.
Phay thô ( 2 lần)
Phay tinh đạt Rz = 40
- Nguyên công 10 : Phay mặt F ở chân đế đối điện mặt E.
Phay thô ( 2 lần)
Phay tinh đạt Rz = 40
- Nguyên công 11 : Phay mặt trên, phay rãng chữ T.
Phay thô mặt 1 (2 lần)
Phay tinh mặt 1
Phay thô mặt 2 (2 lần)
Phay tinh mặt 2
Phay thô mặt 3 (2 lần)
Phay tinh mặt 3
Phay thô mặt 4 (2 lần)
Phay thô mặt 5 (2 lần)
Phay tinh mặt 4
Phay tinh mặt 5
Phay rãng F12
Phay rãng chữ T
- Nguyên công 12 : Khoan 4 lỗ M10 thủng, 18 lỗ M4 sâu 20 mặt trên.
- Nguyên công 13 : Khoan 6 lỗ F10,5 mặt đế.
- Nguyên công 14 : Khoan, taro 4 lỗ M4 sâu 20 trên mặt C.
- Nguyên công 15 : Khoan,taro 2 lỗ M8 thủng, khoan 2 lỗ F 9 thủng trên mặt D.
- Nguyên công 16 : Khoan, taro 4 lỗ M6 sâu 20 trên mặy B.
- Nguyên công 17 : Mài các mặt trên.
IV.2.THIẾT KẾ CÁC NGUYÊN CÔNG CỤ THỂ:
1. Nguyên công 1: Đúc chi tiết.
2. Nguyên công 2: Ủ chi tiết.
3. Nguyên công 3: Khử ứng suất dư.
4. Nguyên công 4: Phay mặt đế
a. Chọn máy : Máy phay 6M83
Có các thông số kỹ thuật:
+ Khoảng cách từ trục chính của đầu quay đến đường trượt thẳng đứng thân máy : 250 - 900 mm
+ Kích thước làm việc của bàn máy : 400x1600 mm2
+ Số rãng chữ T : 3
+ Chiều rộng rãng chữ T : 18mm
+ Khoảng cách giữa các rãng chữ T : 90 mm
+ Số cấp tốc độ : 9
+ Phạm vi tốc độ trục chính : 90 - 1400 ( thẳng đứng )
34,5 - 1600 ( ngang)
+ Dịch chuyển lớn nhất của bàn: dọc :900
ngang : 300
thẳng đứng 420
+ Số cấp bước tiến của bàn : 18
+ Phạm vi bước tiến của bàn (mm/p): dọc :25 - 1250
ngang : 25 -1250
thẳng đứng: 8,3 - 416,6
+ Công suất động cơ truyền động chính : 10 ( kW )
b. Dụng cụ :
Dao phay mặt đầu có gắn mảnh hợp kim cứng BK6, dao phay có đường kính 250mm, số răng Z = 20 răng
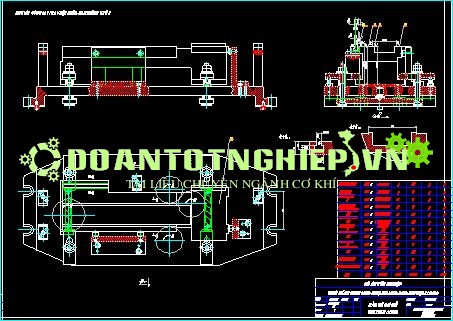
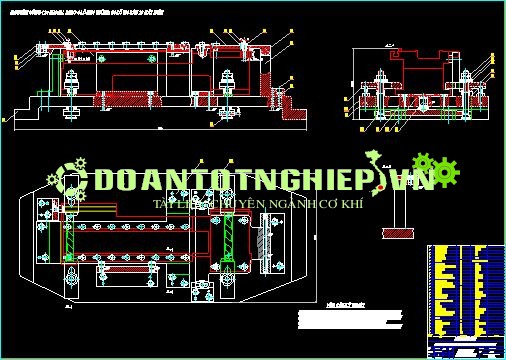
c. Sơ đồ gá đặt :
Hình 1






















