
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT BÁNH RĂNG LY HỢP VẤU, hướng dẫn thiết kế đồ gá
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo máy,
Phân tích chi tiết:
+ Chi tiết cần yêu cầu thiết kế thuộc họ chi tiết dạng bánh răng, chi tiết này có thể được sử dụng trong các hộp tốc độ, trong các hệ truyền động cơ khí…
+ Ở chi tiết này được thiết kế với lỗ then hoa được sử dụng để có thể lắp các trục then hoa, tại mặt bên của bánh răng có vấu ly hợp được sử dụng để truyền chuyển động.
+ Chi tiết có rãnh và cú bộ phận kẹp để di chuyển chi tiết qua lại.
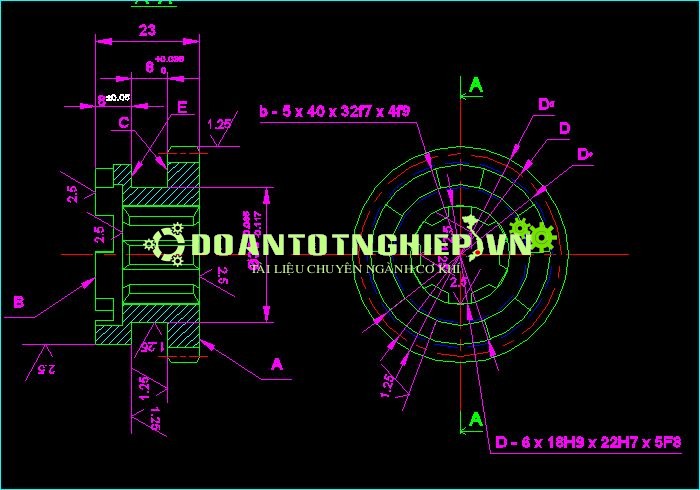
+ Trên chi tiết 34 này có những mặt không cần gia công lại nhưng có những mặt cần gia công đạt độ chính xác cao. Các kích thước cần đảm bảo là độ không đồng tâm của mặt lổ then hoa và đường tṛn cơ sở nằm trong khoảng 0.05 - 0.1 mm.
+ Để chế tạo chi tiết 34 này người ta có thể dùng các loại vật liệu khác nhau như : thép 15X, thép 45X, gang… ở đây có thể chọn dùng vật liệu chế tạo chi tiết là 15X.Vỡ chịu tải trọng động, chống mài mũn và chịu va đập trong lúc làm việc. Có thành phần hóa học như sau :
|
C |
Si |
Mn |
Ni |
Cr |
|
0.19-0.12 |
<0.07 |
0,25 ¸ 0.5 |
<0.3 |
0.3 |
Bề mặt làm việc chủ yếu của chi tiết là ba bề mặt răng, bề mặt lỗ then hoa và bề mặt vấu ly hợp. Cụ thể ta cần đảm bảo các điều kiện kỹ thuật sau đây:
1. Sau khi nhiệt luyện đạt độ cứng từ 55 - 60 HRC. Vỏ chịu tải trọng động, chống mài mòn và chịu va đập trong lúc làm việc.
2. Độ không đồng tâm của mặt lổ then hoa và đường cơ sở nằm trong khoảng 0.05 - 0.1 mm. Nên dùng máy Rơvonve để gia công.
3. Độ không song song giữa các rănh then hoa với nhau và với đường tâm lỗ không quỏ 0.05 mm. Do cũn phải lắp ghộp với trục then hoa.
4. Độ không vuông góc giữa mặt E, C và mặt đầu so với đường tâm lổ nằm trong khoảng 0.01 - 0.015 mm. Do lắp ghép với đòn kẹp.
Qua các điều kiện kỹ thuật trên ta có thể đưa ra một số nét công nghệ điển hình gia công chi tiết dạng bánh răng có lỗ then hoa như sau:
+ Chi tiết dạng bánh răng có đủ độ cứng vững để khi gia công không bị biến dạng dưới tác dụng của lực cắt, lực kẹp, do đó có thể dùng chế độ cắt cao, đạt năng suất cao.
+ Bề mặt chuẩn có đủ diện tích và đủ độ cứng vững đảm bảo chi tiết không bị biến dạng. Đồng thời cho phép thực hiện nhiều nguyên công khi dùng bề mặt đó làm chuẩn và đảm bảo quá trình gá đặt nhanh.
+ Kết cấu phải thuận lợi cho việc chọn chuẩn thô và chuẩn tinh thống nhất.
Với chi tiết càng này, nguyên công đầu tiên là gia công mặt đầu để đảm bảo độ song song của 2 mặt đầu và để làm chuẩn cho các nguyên công sau ( gia công hai lỗ chính ) nên chọn chuẩn thô là một mặt đầu A và mặt trụ ngoài cho nguyên công đầu.
*Yêu cầu về độ nhám:....................
+ Có 3 dạng sản xuất trong chế tạo máy :
- Sản xuất đơn chiếc
- Sản xuất hàng loạt (loạt lớn, loạt vừa và loạt nhỏ)
Mỗi dạng sản xuất có đặc điểm riêng, phụ thuộc vào nhiều yếu tố khác nhau, tuy nhiên ở đây ta không đi sâu nghiên cứu những đặc điểm của từng dạng sản xuất mà ta chỉ nghiên cứu phương pháp xác định chúng theo tính toán.
Muốn xác định dạng sản xuất thì trước hết ta phải biết sản lượng hàng năm của chi tiết gia công. Sản lượng hàng năm của chi tiết được xác định theo công thức sau :
Phần II. Phương pháp chế tạo phôi và tính lượng dư gia công.
- Chọn phương pháp chế tạo phôi:
Trong sản xuất lớn, phôi để chế tạo bánh răng thường là phôi rèn. Cũn trong sản xuất loạt nhỏ, đơn chiếc, người ta thường dùng phôi thanh, vỡ phụi rốn khụng kinh tế. Trong sản xuất lớn dựng phụi thanh lại phải cắt ra thành nhiều đoạn, tốn vật liệu và không đạt được cơ tính cao.
Các bánh răng, bánh vít bằng gang hoặc bằng thép có kích thước quá lớn thường được chế tạo bằng phôi đúc. Trong những trường hợp bánh răng, bánh vít có kích thước lỗ lớn hơn 25mm và chiều dài lỗ nhỏ hơn 2 lần đường kính thỡ người ta tạo lỗ khi rèn hoặc khi đúc.
Trong những năm gần đây, người ta chế tạo bánh răng bằng kim loại thiêu kết
Tóm lại, dựa vào dạng sản xuất hàng loạt vừa và điều kiện sản xuất của xông ty hiện tại nên chọn phôi thanh
Để chọn được phương pháp chế tạo phôi hợp lý ta phân tích lại yờu cầu của chi tiết:
-Một số bề mặt cần đạt độ chính xác cao.
Lượng dư của các bề mặt nhỏ do vậy ta sẽ dùng phương pháp đúc li tâm có áp lực tạo cấp chính xác cao,năng suất cao vá lượng dư gia công cắt gọt nhỏ.
-Lượng dư khi đúc của mặt trụ là 2 mm:của 2 mặt đầu là 1.5mm.
-Ghi chú:lượng dư tra ở sách Sổ Tay Gia Công Cơ (gồm có các bảng:1.22;1.5; 1.6; 1.7; 1.8 ; 1.10; 1.12 ; 1.24; )
.......................................................................................
Tính chế độ cắt cho nguyên công III: ( các bước khoan-khoét-doa )
Nguyên công III : Khoan + Khoét + Doa lỗ f18
- Sơ đồ gá đặt :
+ Định vị : chi tiết gia công được định vị trên mõm cặp 3 chấu mặt (mặt trụ ngoài 2 bậc, mặt đầu A 3 bậc).
+ Kẹp chặt : kẹp chặt chi tiết được thực hiện bằng các chấu kẹp.
Chọn máy :
+ Chọn máy để thực hiện nguyên công III là máy tiện Rowvonve các thông số như sau :
- Công suất động cơ : N = 6 (kW)
- Hiệu suất máy : h = 0,8
- Số cấp tốc độ : 12
- Giới hạn vòng quay : 42 ¸ 2000 (vòng/phút)
- Chọn dao :
+ Chọn dùng mũi khoan + mũi khoét + mũi doa bằng thép gió
Tra bảng 3 – 131 [1] có các kích thước của dụng cụ cắt như sau :
- Mũi khoan f16.8
- Mũi khoét f17.8
- Mũi doa f18
Theo bảng 7 (Thiết kế đồ án môn học CNCTM) ta có tuổi bền là : T = 55 phút.
- Lượng dư gia công : gia công lỗ f20 chia làm 3 bước :
+ Khoan lỗ đặc f16 Þ zb = 8 (mm).
+ Khoét lỗ f17,8 Þ zb = 0.9 (mm).
+ Doa lỗ f18 Þ zb = 0,1 (mm).
- Chế độ cắt :
- Khoan lỗ f16 :
+ Chọn mũi khoan ruột gà đuôi côn với đường kính D = 16.8 (mm) , tra bảng 4 – 40 [1] chọn chiều dài mũi khoan L = 85 (mm) ; chiều dài phần làm việc l = 30 (mm). Vật liệu mũi khoan là thép gió P18.
+ Chiều sâu cắt : t = 16/2 = 8,0 (mm).
+ Lượng chạy dao : theo bảng 5 – 89 [2] với đường kính mũi khoan D = 16, HB <200, nhóm chạy dao I suy ra lượng chạy dao vòng là S = 0,61 ¸ 0,75 (mm/vòng) Þ chọn S = 0,65 (mm/vòng).
+ Tốc độ cắt V : tốc độ cắt phụ thuộc vào nhiều yếu tố như chiều sâu cắt, lượng chạy dao, vật liệu gia công, vật liệu dụng cụ cắt…
Vận tốc cắt V được tính theo công thức :
Vt=Vb.k1.k2.k3
Trong đó :
Theo bảng 5 – 90 [2] có tốc độ cắt Vb khi khoan thộp 15X bằng mũi khoan thép gió là Vb = 25 (m/vòng).
k1 : hệ số điều chỉnh phụ thuộc chu kỳ bền của mũi khoan ;
0,58 Þ k1 = 1,09.
k2 : hệ số điều chỉnh phụ thuộc chiều sâu lỗ khoan ; k2 = 1,0.
k3 : hệ số điều chỉnh phụ thuộc vào mác của vật liệu mũi khoan, thép gió P18 nên ta có ; k3 = 1,0.
Þ Vt = Vb.k1.k2.k3 = 25.1,0.1,09.1,0 = 27,25 (m/ph)
+ Số vòng quay của trục chính theo tính toán là :
ntt = 482,13 (vòng/phút).
Þ Chọn số vòng quay theo tiêu chuẩn của máy là : nm = 482 (vòng/phút).
Như vậy, tốc độ cắt thực tế sẽ là :
Vtt = 27,24 (m/phút).
+ Lượng chạy dao lấy theo máy là Sm = 0,63 (mm/vòng).
- Khoét lỗ f17,8 :
+ Chọn mũi khoét liền khối chuôi côn với đường kính D = 17,8 (mm) , tra bảng 4 – 47 [1] chọn chiều dài mũi khoét L = 150 (mm) ; chiều dài phần làm việc l = 60 (mm). Vật liệu mũi khoét là thép gió P18.
+ Chiều sâu cắt : t = 1,8/2 = 0,9 (mm).
+ Lượng chạy dao : theo bảng 5 – 104 [2] với đường kính mũi khoét D = 17,8 ; HB < 200, nhóm chạy dao I suy ra lượng chạy dao vòng là S = 0,9 ¸ 1,1 (mm/vòng) Þ chọn S = 1,05 (mm/vòng).
+ Tốc độ cắt V : tốc độ cắt phụ thuộc vào nhiều yếu tố như chiều sâu cắt, lượng chạy dao, vật liệu gia công, vật liệu dụng cụ cắt…
Vận tốc cắt V được tính theo công thức :
Vt=Vb.k1.k2
Trong đó :
Theo bảng 5 – 106 [2] có tốc độ cắt Vb khi khoét thộp 15X bằng mũi khoét thép gió là : Vb = 23 (m/vòng).
k1 : hệ số điều chỉnh phụ thuộc chu kỳ bền
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT BÁNH RĂNG LY HỢP VẤU, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết
...................................................................................................................


























