THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT CÀNG GẠT CONG CÓ RÃNH,
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết
Chương I: PHÂN TÍCH CHI TIẾT GIA CÔNG
1.Công dụng của chi tiết :
- Chi tiết gia công có dạng càng dùng để điều chỉnh sự hoạt động của các chi tiết gắn vào với nó, nó chuyền động được nhờ một trục gắn vào lỗ làm việc chính có đường kính F = 10mm.
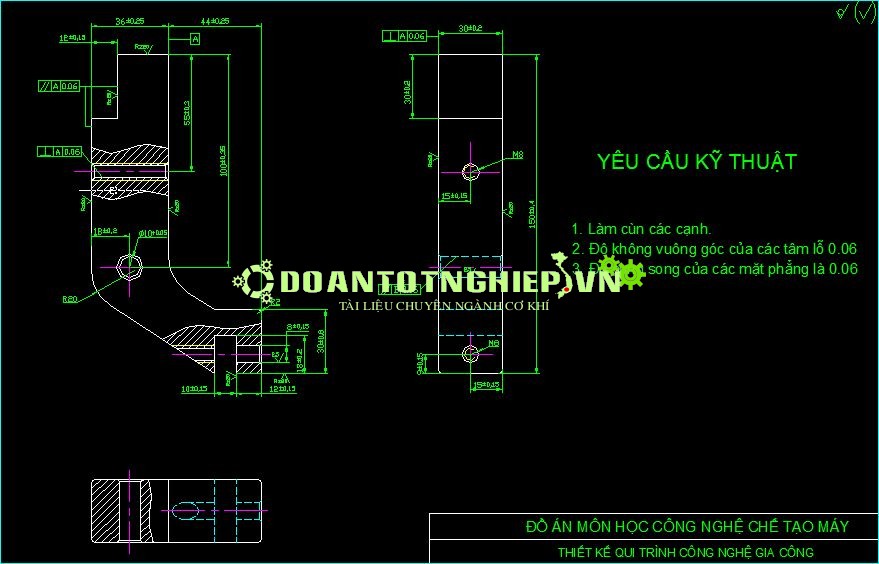
- Độ vuông góc giữa đường tâm của lỗ và mặt đầu cần phải được bảo đảm.
2. Các yêu cầu kỹ thuật :
- Độ nhám bề mặt:
+ Lỗ có F = 10mm làm việc chính có độ nhám bề mặt tương đối
Ra= 2.5mm
+ Các bề mặt 2-3-4-5-6-7-8-9-10-11 có độ nhám Rz= 20mm
+ Các bề mặt còn lại không gia công có Rz= 80mm
+ Các góc lượn R= 2mm
-Các kích thước không ghi chế tạo theo cấp chính xác IT15
3. Vật liệu chi tiết:
- Chi tiết là gang xám,ký hiệu GX 15-32, ta có các thông số sau :
- Giới hạn bền kéo 150 N/mm2
......................................................................................
Chương II: XÁC ĐỊNH DẠNG SẢN XUẤT
1. Sản lượng chi tiết cần chế tạo :
- Số lượng chi tiết cần chế tạo trong một năm tính theo công thức (sch Cơ sở cơng nghệ chế tạo my (ĐHSPKT.HCM) :
N = N0 . m.(1 + a/100).(1 + b/100) (chiếc/ năm)
Trong đó:
m = 1 : số lượng chi tiết như nhau trong một đơn vị sản phẩm.
a = 10 - 20% : số % chi tiết gối đầu kế hoạch, chọn a = 10%
b= 5 - 7% : số % chi tiết phế phẩm trong quá trình chế tạo.
Ta chọn b=5%.
N0 =10000 là sản lượng trong một năm theo kế hoạch
Ta được:......................................................
3. Dạng sản xuất và đặc trưng của nó
- Dựa theo sản lượng chi tiết đã cho và khối lượng chi tiết , tra [5, trang 24, bảng 2.1] ta xác định gần đúng dạng sản xuất là loạt vừa .
- Đặc trưng dạng sản xuất này là có tính ổn định và lặp lại , sử dụng máy vạn năng-trang bị công nghệ chuyên dùng (đồ gá chuyên dùng) mới đem lại hiệu quả kinh tế-kỹ thuật.
Chương III: CHỌN DẠNG PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI
1. Dạng phôi :
- Chi tiết dạng càng, hình dạng tương đối đơn giản, vật liệu chế tạo chi tiết là gang xám GX 15-32, phương pháp chế tạo phôi là đúc hoặc phôi miếng.
* Phương án 1: Chọn phôi miếng.
- Ưu điểm: rút ngắn thời gian chế tạo phôi, cơ tính tốt.
- Nhược điểm: lượng dư gia công lớn, khĩ gia công tạo hình.
* Phương án 2: chọn phôi đúc.
- Ưu điểm: Việc chế tạo khuôn dễ dàng, lượng dư gia công ít hơn phôi miếng.
- Nhược điểm: thời gian chế tạo phôi kéo dài, cơ tính kém.
Qua hai phương án trên em chọn phương án 2 để tạo phôi.
2.Chọn phương pháp chế tạo phôi:
-Vì dạng sản xuất là hàng loạt vừa và vật liệu chi tiết là gang xám GX15-32 dùng phương pháp đúc trong khuôn cát mẫu kim loại, làm khuôn bằng máy.
+ Lượng dư cho các bề mặt: 2 mm
+ Góc thoát khuôn bằng 30 .
+ Bán kính góc lượn R = 2 mm
3.Bản vẽ phôi:
- Từ kích thước trên bản vẽ chi tiết ta có kích thước cho bản vẽ phôi là :
Kích thước phôi = kích thước chi tiết + kích thước lượng dư
- Các góc lượn lấy R = 2 mm
- Góc thoát khuôn lấy bằng 30
- Dung sai kích thước phôi theo cấp chính xác đối xứng.
- Theo hướng dẫn đồ án CNCTM thì dung sai kích thước là
(ghi trên bản vẽ phôi).
1. Chọn chuẩn công nghệ
- Dùng bề mặt 1 v 7 làm chuẩn thô cho nguyên công đầu tiên.
- Dùng bề mặt 13 và 6 làm chuẩn tinh thống nhất cho các nguyên công tiếp theo.
2. Chọn trình tự gia công các bề mặt
1. Mục đích :
- Xác định trình tự gia công hợp lý nhằm đảm bảo độ chính xác về kích thuớc,vị trí tương quan và độ nhám các bề mặt theo yêu cầu đề ra.
2. Nội dung :
2.1 Chọn phương pháp gia công các bề mặt phôi:
- Dựa vào yêu cầu đặc tính kỹ thuật ta chọn phương pháp gia công cho các bề mặt sau như : phay, khoan, doa…
2.2 Lập quy trình công nghệ:
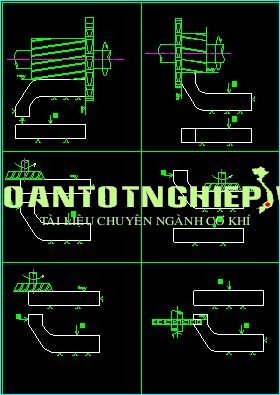
BẢNG NGUYÊN CÔNG
|
Thứ tự nguyên công |
Bề mặt gia công |
Bề mặt định vị |
Máy công nghệ |
|
1. Làm sạch phôi |
|
|
|
|
2. Phay mặt |
6 và 13 |
Mặt 1: 3 bậc 7: 2 bậc 11: 1 bậc |
6H11 |
|
3. Phay mặt |
1 |
Mặt 13: 3 bậc 3: 2 bậc 6: 1 bậc |
6H11 |
|
4. Phay mặt |
3 |
Mặt 1: 3 bậc 13: 2 bậc 6: 1 bậc |
6H11 |
|
5. Phay mặt |
11 và 9 |
Mặt 13: 3 bậc 1: 2 bậc 6: 1 bậc |
6H11 |
|
6. Phay mặt |
12 |
Mặt 13: 3 bậc 1: 2 bậc 6: 1 bậc |
6H11 |
|
7. Phay mặt |
7 |
Mặt 13: 3 bậc 1: 2 bậc 6: 1 bậc |
6H11 |
|
8. Khoan, Taro |
8,10 và 14 |
Mặt 13: 3 bậc 1: 2 bậc 6: 1 bậc |
6H11 |
|
9. Khoan, Doa |
2 |
Mặt 1: 3 bậc 13: 2 bậc 6: 1 bậc |
2M118 |
|
10. Phay mặt |
4 và 5 |
Mặt 1: 3 bậc 7: 2 bậc 6: 1 bậc |
2M118 |
Chương IV: THIẾT KẾ NGUYÊN CÔNG
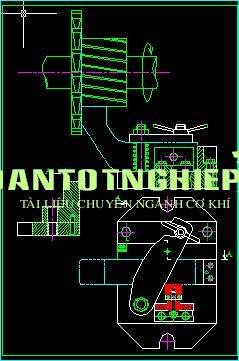
1. Nguyên công 1: Gia công măt 13 v 6.
A. Chọn trình tự các bước trong nguyên công
Gia công một lần bề mặt 13 và 6 bằng dao phay ghép.
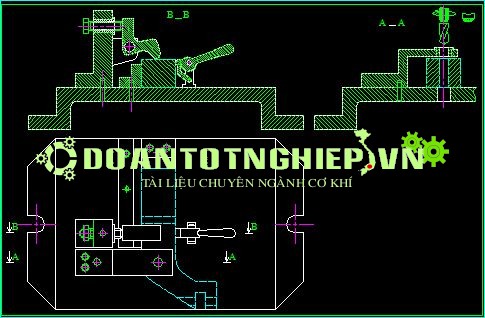
B. Sơ đồ gá đặt
C. Chọn máy công nghệ
Theo sách ST CTM trang 72-74 ta chọn máy Phay ngang 6H12 có các thông số sau:
Khoảng cách từ trục chính tới bàn máy: 30-400.
Bước tiến bàn máy thẳng đứng mm/ph: 8-390.
Dừơng kính trục gá dao: 40
Số cấp tốc độ trục chính: 18.
Phạm vi tố độ trục chính : 30-1500
Công suất động cơ chính: 7 Kw.
Công suất dộng cơ chạy dao: 1.7 Kw.
Số cấp bước tiến bàn máy: 18
Bước tiến bàn máy: dọc (23.5-1180); ngang (23.5-1180)
D. Chọn đồ gá
- Định vị: Dùng mặt phẳng định vị mặt (1): 3 bậc tự do, mặt (7): 2 bậc,
Chốt tì dịnh vị mặt (6): 1 bậc.
- Kẹp chặt: kẹp bằng cơ cấu vít vặn.
E. Chọn dụng cụ cắt............................
........................................
C. Chọn máy công nghệ.
Theo bảng 6 trang 175: Chọn máy khoan Đứng 2H118
Số cấp tốc độ : 9.
Giới hạn số vòng quay: 180- 2800 v/ ph.
Công suất: 1,5 Kw.
Kích thước bàn máy: 550x910.
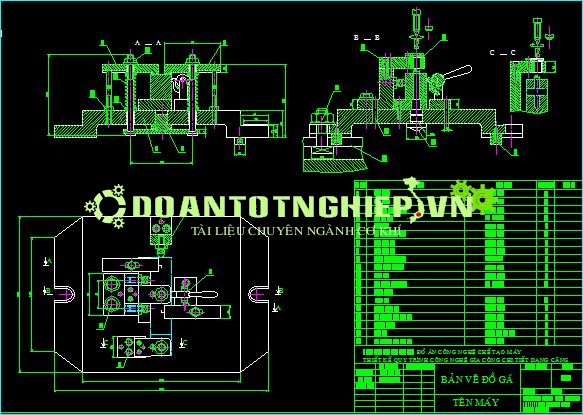
D. Chọn đồ gá
- Định vị: Dùng mặt phẳng định vị mặt 13 đã được gia công.
Dùng mặt phẳng dịnh vị mặt 1 đã được gia công.
Chốt tì dịnh vị mặt 6 đã được gia công.
- Kẹp chặt: kẹp bằng cơ cấu vít vặn.
-
E. Chọn dụng cụ cắt
Theo bảng 4- 41 trang 325 tập 1: ta chọn Lưỡi khoan ruật gà đuôi trụ có các thông số sau: d = 3,9mm, L =119mm, l = 78mm.
Theo bảng 4-49 trang 336 tập 1: ta chọn Mũi doa chuôi trụ có các thông số sau:
D = 4mm, L = 49-170mm, l = 11-52mm.
F. Chế độ cắt cho bề mặt 2 :Khoan và Doa lỗ 2
- Xác định chiều sâu cắt t :
+ Khoan: ( Trang 4 sách STCN tập 1)
+ Doa:
- Lượng chạy dao s :
Khi khoan: Chiều sâu khoan: l =30mm
Dường kính lỗ: d = 9.8mm
Theo bảng 5-25 trang 21 tập 1 ta chọng = 0.25mm/vòng.
Khi Doa: chiều sâu doa: l= 30mm.
Đường kính lổ: d=10 mm.
Theo bảng 5.27 trang 22 tập 1 ta chọng
- Tốc độ cắt: v,m/ph.
Đối với Khoan: Ta có: