
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT CÀNG GẠT VÊNH C15, hướng dẫn thiết kế đồ gá
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo máy,
NỘI DUNG THUYẾT MINH VÀ TÍNH TOÁN ĐỒ ÁN MÔN HỌC
CÔNG NGHỆ CHẾ TẠO MÁY
I. Đầu đề thiết kế : Thiết kế quy trình công nghệ chế tạo chi tiết càng gạt.

II.Các số liệu ban đầu:
Sản lượng hàng năm : 5.000 chi tiết/năm.
Điều kiện sản xuất:
III.Nội dung thuyết minh và tính toán.
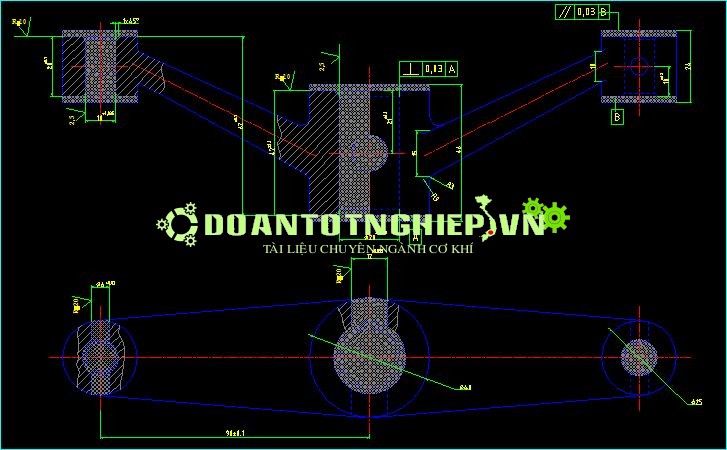
1. Phân tích chức năng làm việc của chi tiết:
Chi tiết dạng càng gạt có chức năng biến chuyển động thẳng của chi tiết này(píton của động cơ đốt trong...) thành chuyển động quay của chi tiết khác. Ngoài ra chi tiết còn có tác dụng dùng để đẩy bánh răng khi cần thay đổi tỉ số truyền trong các hộp tốc độ
2. Phân tích tính công nghệ trong kết cấu của chi tiết:
Cũng như các dạng chi tiết khác, đối với chi tiết dạng càng tính công nghệ có ý nghĩa quan trọng vì nó ảnh hưởng trực tiếp đến năng suất cũng như độ chính xác gia công. Vì vậy khi thiết kế cần chú ý đến kết cấu:
- Độ cứng vững của càng.
- Chiều dài của các lỗ cơ bản nên bằng nhau và các mặt đầu của chúng cùng nằm trên hai mặt phẳng song song với nhau là tốt nhất.
- Kết cấu của 2 càng nhỏ nên đối xứng qua trụ to ở giữa.
- Kết cấu của càng thuận lợi cho việc gia công nhiều chi tiết cùng một lúc.
- Hình dáng của càng thuận lợi cho việc chọn cuẩn thô và chuẩn tinh thống nhất.
Đây là chi tiết càng gạt do có kết cấu đối xứng đơn giản do vậy phôi được chế tạo bằng phương pháp đúc trong khuôn cát, sau đó đem ủ.
Bề mặt A là bề mặt lắp ráp sau khi gia công xong do vậy nên chon mặt A làm chuẩn tinh chính.
Vật liệu chọn để gia công chi tiết là gang xám GX15-32.
3. Xác định dạng sản xuất:
Sản lượng hàng năm của chi tiết được xác định theo công thức sau đây:
N = N1m(1 + b/100)
Trong đó:
N : Số chi tiết được sản xuất trong một năm;
N1 : Số sản phẩm (số máy) được sản xuất trong một năm;
m : Số chi tiết trong một sản phẩm;
: Số chi tiết được chế tạo thêm để dự trữ (5% đến 7%)
® chọn b = 6%
Ta xét thêm a% phế phẩm a = 3% ¸ 6%, chọn a = 4%, lúc đó :
........................
Thay số ta có:
N = ............=5050 chi tiết/năm.
Sau khi xác định được sản lượng hàng năm ta phải xác định trọng lượng của chi tiết. Trọng lượng của chi tiết được xác định theo công thức:
Q = V.g( kg)
Thể tích của chi tiết: V = 0,1098dm3
Vậy trọng lượng chi tiết: Q = 0,1098.7,2 = 0,8kg.
Theo bảng 2 trang 1- Thiết kế đồ án CNCTM, ta có: Dạng sản suất: Hàng loạt vừa
Chọn phương pháp chế tạo phôi:
Phôi được chế tạo bằng phương pháp đúc trong khuôn cát.
Bản vẽ lồng phôi:
...............................
5. Lập thứ tự các nguyên công, các bước (vẽ sơ đồ gá đặt, ký hiệu định vị, kẹp chặt, chọn máy, chọn dao, vẽ chiều chuyển động của dao, của chi tiết)
1.1. Lập sơ bộ các nguyên công:
Nguyên công 1 : Phay mặt A đầu to của càng, gia công trên máy phay đứng, dùng dao phay mặt đầu.
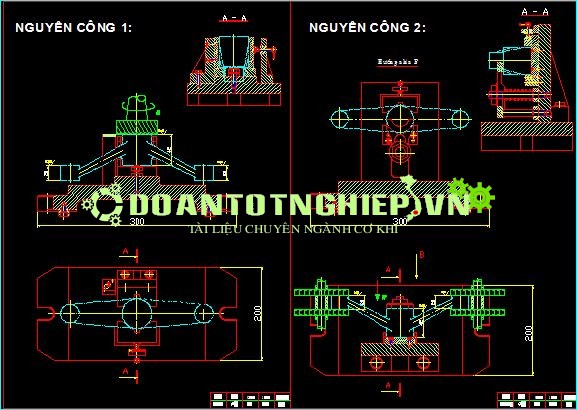
Nguyên công 2 : Phay 2 mặt nhỏ của càng bằng hai dao phay đĩa, đạt độ bóng Rz= 20
Nguyên công 3: Phay mặt đối diện với mặt A của đầu càng to bằng máy phay đứng, dùng dao phay mặt đầu.
Nguyên công 4: Khoan, khoét, doa lỗ to của càng đạt kích thước f20+0,035 và vát mép lỗ, gia công trên máy khoan đứng sau khi khoan xong thay mũi khoét và mũi doa và dao vát mép để gia công, đạt được độ nhám Ra = 2.5.
Nguyên công 5 : Khoan, khoét, doa 2 lỗ nhỏ của càng f10+0,035 và vát mép lỗ, gia công trên máy khoan đứng, đạt được độ nhám Ra = 1,25.
Nguyên công 6 : Khoan lỗ nhỏ trên đầu to của càng f12+0,035 bằng máy khoan đứng đạt Rz= 40.
Nguyên công 7 : Khoan 2 lỗ nhỏ trên 2 đầu càng nhỏ với đường kính f60,03 đạt Rz= 40.
Nguyên công 8 : Kiểm tra độ không song song giữa 2 mặt nhỏ của đầu càng không được quá 0,03 mm, độ không vuông góc của lỗ to của càng so với mặt A không vượt quá 0,03 mm.
.............................................
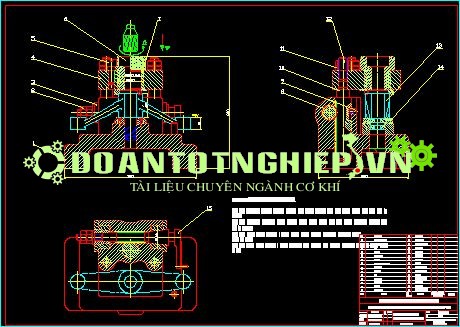
Thiết kế các cơ cấu của đồ gá.
Khi thiết kế đồ gá cần đảm bảo các yêu cầu sau:
+ Đảm bảo cho phương án kết cấu đồ gá hợp lý về mặt kỹ thuật và kinh tế, sử dụng các kết cấu tiêu chuẩn, đảm bảo điều kiện sử dụng tối ưu nhằm đạt được chất lượng nguyên công một cách kinh tế nhất trên cơ sở kết cấu và tính năng của máy công cụ sẽ lắp đồ gá
+ Đảm bảo yêu cầu về an toàn kỹ thuật, đặc biệt là điều kiện thao tác và thoát phoi khi sử dụng đồ gá
+ Tận dụng các loại kết cấu đã được tiêu chuẩn hoá
+ Đảm bảo lắp ráp và điều chỉnh đồ gá trên máy thuận tiện.
+ Đảm bảo kết cấu phù hợp với khả năng chế tạo và lắp ráp thực tế của cơ sở sản xuất.
Trên cơ sở đó ta tính toán và chọn kết cấu đồ gá cho nguyên công khoan, khoét, doa lỗ f20+0,035.
d). Tính sai số chuẩn.
Sai số chuẩn ec sinh ra do chuẩn định vị không trùng với gốc kích thước, sai số chuẩn được xác định theo công thức:
e). Tính sai số kẹp chặt ek.
Sai số kẹp chặt do lực kẹp gây ra, khi phương của lực kẹp vuông góc với phương của kích thước thực hiện thì sai số kẹp chặt bằng “0”.



























