
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT CÀNG LẮC CONG
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết
Tên đề tài: Thiết kế quy trình công nghệ gia công chi tiết CÀNG LẮC
I .Số liệu cho trước:
– Sản lượng: 52000chiếc/năm
– Điều kiện thiết bị: Đầy đủ.
II.Nội dung thuyết minh và tính toán:
1. Nghiên cứu chi tiết gia công: Chức năng làm việc, tính công nghệ của kết cấu…
2. Xác định dạng sản xuất.
3. Chọn phôi và phương pháp tạo phôi,tra lượng dư cho các bề mặt gia công
4. Lập tiến trình công nghệ:Thứ tự gia công, gá đặt , so sánh các phương án , chọn phương án hợp lý.
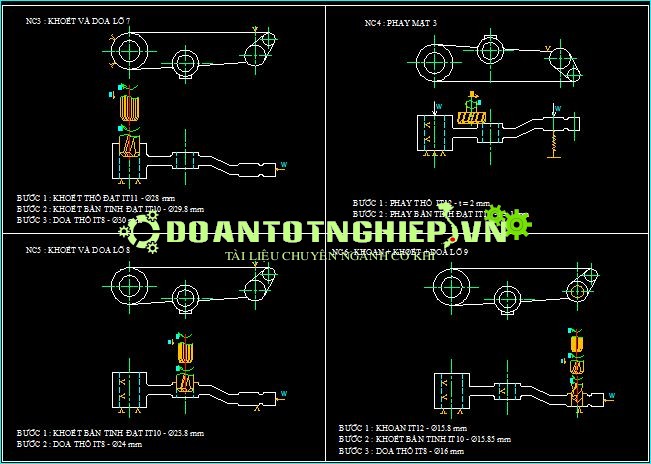
5.Thiết kế nguyên công.
· Vẽ sơ đồ gá đặt có ký hiệu định vị, kẹp chặt,dụng cụ cắt ỡ vị trí cuối cùng,chỉ rõ phương chiều của chuyển động. Ghi kích thước, độ bóng, dung sai của nguyên công đang thực hiện
· Chọn máy, kết cấu dao
· Trình bày các bước:chọn dao(loại dao và vật liệu làm dao),tra các chế độ cắt:s,v,t;tra lượng dư cho các bước và tính thới gian gia công cơ bản cho từng bước công nghệ.
· Tính lượng dư cho nguỵên công:phay mặt đầu
· Tính toán chế độ cắt cho nguyên công thiết kế đồ gá: khoan,khoét doa lỗ Þ16
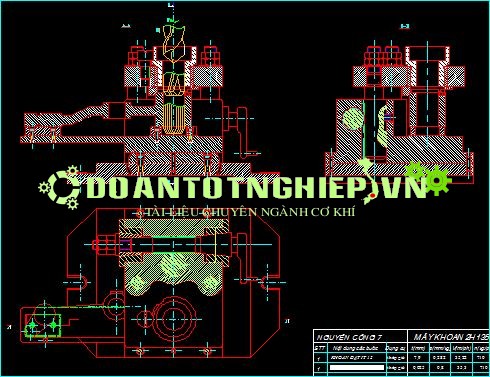
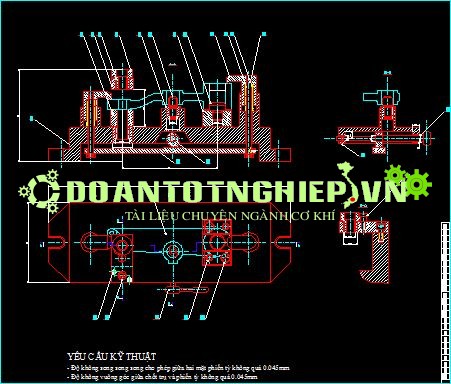
6.Thiết kế đồ gá:
-Vẽ sơ đồ nguyên lý,thiết kế cơ cấu và trình bày nguyên lý làm việc của đồ gá.
-Tính lực kẹp cần thiết,lực kẹp của cơ cấu kẹp
-Tính sai số chuẩn và so sánh với dung sai của nguyên công đang thực hiện trên đồ gá.
III.Các bản vẽ:
– Bản vẽ chi tiết: 1 bản (A3).
– Bản vẽ chi tiết lồng phôi: 1 bản (A3).
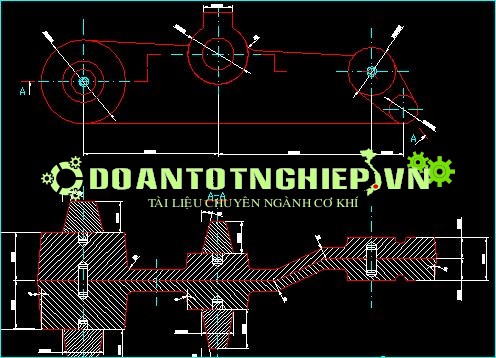
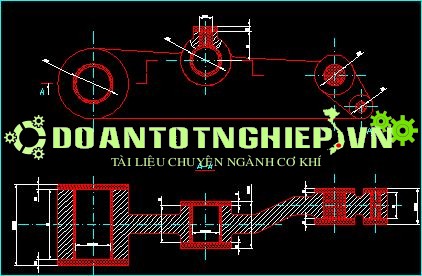
– Tập bản vẽ sơ đồ nguyên công: 4 bản(A3)
 .
.
– Bản vẽ thiết kế đồ gá: (vẽ băng bút chì) 1 bản (A1).
CHƯƠNG I :
PHÂN TÍCH CHI TIẾT
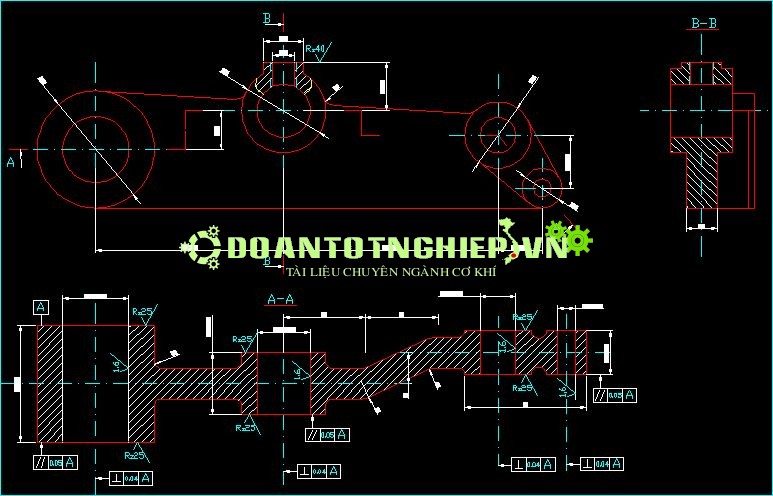
- Chi tiết CÀNG LẮC
- Bề mặt làm việc là các bề mặt lỗ.
Các bề mặt lỗ đạt độ nhám Ra= 1.6 mm
=> ta chọn phương pháp gia công Doa thô đạt cấp chính xác IT10
- Theo B.14 [9] với ccx IT10 tao có :
Lỗ Þ30 có dung sai T = 0,033mm
Lỗ Þ24 có dung sai T = 0,033mm
Lỗ Þ16 có dung sai T = 0,027mm
Lỗ Þ8 có dung sai T = 0,022mm .
-
Lỗ đạt ccx IT8 nên ta chọn ccx cho các kích thước giữa hai tâm lỗ là IT10.
- Theo B.14 [9] với ccx IT10 tao có :
Kích thước L = 85mm có dung sai T = 0,14mm
Kích thước L = 97mm có dung sai T = 0,14mm =
Kích thước L = 20mm có dung sai T = 0,0840mm ...................
- Yêu cầu kỹ thuật :
Với ccx IT11 ta chọn ccx hình học IT 9 – B2.12 [9]
- Theo B2.15 [9] ta có :
Độ không song song giữa hai mặt đáy không quá 0.05mm
Độ không vuông góc giữa mặt đáy và đường tâm lỗ không quá 0.04mm........................
CHƯƠNG III :
CHỌN PHÔI VÀ XÁC ĐỊNH PHƯƠNG PHÁP CHẾ TẠO PHÔI.
MẪU ĐÚC KHUÔN CÁT
Đối với dạng sản xuất hàng loạt lớn ta chọn phương pháp đúc trong khuôn cát, mẫu kim loại, làm khuôn bằng máy.
Chi tiêt đúc cấp chính xác II
Theo bảng 3.13 [4] :
độ nhám Rz40 IT14 đến IT17 nên ta chọn IT15
Theo bảng 3.11 [4] :
Chọn dung sai cho kích thước chi tiết đúc.
Theo bảng 3.95[4] :
Chọn lượng dư gia công của vật đúc cấp chính xác 2.
Kích thước bề mặt 53mm: lượng dư trên 4,5mm, dưới 3,5mm.
Các kích thước còn lại < 50mm : lượng dư trên 4mm, dưới 3mm.
Còn 2 lỗ Þ30mm và Þ24mm : lượng dư theo đường kính là 4mm.
...................................................................
CHƯƠNG IV :
CHỌN PHƯƠNG PHÁP GIA CÔNG VÀ LẬP QUY TRÌNH CÔNG NGHỆ.
TA CHỌN PHƯƠNG ÁN I
...............................................
CHƯƠNG VI :
TÍNH VÀ THIẾT KẾ ĐỒ GÁ.
- Xác định lực kẹp :
Sơ đồ lực:
TÀI LIỆU THAM KHẢO :
[1] - Trần Văn Địch
Thiết Kế ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY – NXB KHKT 2000
[2] - Hồ Viết Bình – Nguyễn Ngọc Đào
CƠNG NGHỆ CHẾ TẠO MY – ĐHSPKT 2000
[3] - Hồ Viết Bình – Nguyễn Ngọc Đào
CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ – NXB Đà Nẵng 2001
[4] - Nguyễn Đắc Lộc – Lê Văn Tiến
Sổ tay CNCTM tập 1 – NXB KHKT 2001
[5] - Nguyễn Đắc Lộc – Lê Văn Tiến
Sổ tay CNCTM tập 2 – NXB KHKT 2001
[6] - Hồ Viết Bình – L Đăng Hoành – Nguyễn Ngọc Đào
ĐỒ GÁ GIA CÔNG CƠ KHÍ – NXB Đà Nẵng 2000
[7] - Trần Văn Địch
SỔ TAY VÀ ATLAS ĐỒ GÁ – NXB KHKT 2000
[8] - Nguyễn Ngọc Đào – Hồ Viết Bình – Phan Minh Thanh
CƠ SỞ CÔNG NGHỆ CHẾ TẠO MÁY – ĐHSPKT 2002
[9] – Ninh Đức Tốn
SỔ TAY DUNG SAI LẮP GHP- NXB GIO DỤC
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT CÀNG LẮC CONG, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết



























