
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT CÀNG T, hướng dẫn thiết kế đồ gá
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo máy,
PHẦN 1
PHÂN TÍCH CHỨC NĂNG VÀ ĐIỀU KIỆN LÀM VIỆC CỦA CHI TIẾT
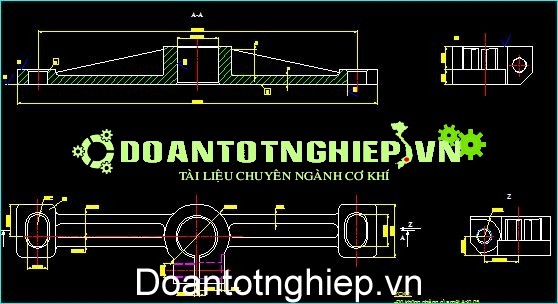
Dựa vào chi tiết thực tế ta nhận xét rằng chi tiết có 1 lỗ cơ bản và 2 rãnh và các mặt phẳng cơ bản chúng co mối quan hệ với nhau về độ song song độ vuông góc hoặc tạo với nhau một góc nào đó.
1.Chức năng làm việc
Là bộ phận nối giữa trục điều khiển với các cơ cấu chấp hành nhằm tạo ra momen hay truyền lực cho cơ cấu máy.
2.Điều kiện làm viêc
Chi tiết thuộc dạng chi tiết Càng nên bề mặt làm việc thường là tâm lỗ các rãnh và mặt trên, đáy. Nên dể bị biến dạng chi tiết theo các bề mặt nói trên.
PHẦN 2
PHÂN TÍCH TÍNH CÔNG NGHỆ TRONG KẾT CẤU CỦA CHI TIẾT
Tính công nghệ trong kết cấu là một tính chất quan trọng của sản phẩm hoặc chi tiết cơ khí nhằm đảm bảo lượng kim loại tiêu hao là thấp nhất, lượng dư gia công là nhỏ nhất, giá thành sản phẩm sau khi gia công là thấp nhất trong một điều kiện sản xuất nhất định.
Đối với các chi tiết càng nói chung, bề mặt làm việc chủ yếu là các bề mặt của những lỗ chính vì vậy khi thiết kế cần chú ý đến kết cấu của nó như:
- Độ cứng vững của chi tiết:
+ Do hai mặt đầu làm việc quá mỏng không đủ cứng vững khi làm việc hoặc lúc gia công do đó khi chế tạo phôi phải làm thêm gân để tăng cứng vững.
+ Lỗ F 14 ±0.09lắp với trục nên cần phải khử bavia bằng cách vát mép 2x45 đồng thời thuận lợi cho việc lắp ghép.
- Chiều dài của 2 rãnh nên bằng nhau và các mặt đầu của chúng nằm trên hai mặt phẳng song song:
+ Hai đường tâm của 2 rãnh phải đảm bảo khoảng cách 108±0.15.
+ Độ không song song giữa mặt đáy với bề mặt trên của chi tiết là ≤0.05.
+ Hình dáng thuận lợi cho việc gia công nhiều chi tiết cùng một lúc.
PHẦN 3
XÁC ĐỊNH DẠNG SẢN XUẤT
1.Để xác định dạng sản xuất trước hết phải biết lượng sản xuất hàng năm
Số lượng chi tiết tổng cộng trong một năm được tính theo công thức sau:................
.........................................................
PHẦN4
CHỌN PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI
Thiết kế bản vẽ chi tiết lồng phôi.
Phương pháp chọn phôi phụ thuộc vào chức năng kết cấu của chi tiết máy trong cụm máy, vật liệu sử dụng, yêu cầu kỹ thuật về hình dáng hình học, kích thước của chi tiết, quy mô và tính hàng loạt của sản xuất.
1.Chọn phôi
Chọn phôi có nghĩa là chọn loại vật liệu chế tạo, phương pháp hình thành phôi, xác định lương dư cho các bề mặt, tính toán kích thước và quyết định dung sai cho quá trình chế tạo phôi.
- Vật liệu chế tạo phôi là Gang Xám 15-32.
- Ta chọn phương pháp chế tạo phôi là phương pháp đúc.
Tra bảng 3-110 trang 259 (sổ tay CNCTM)
+ Chọn cấp chính xác đúc là cấp II trong khuôn cát.
+ Trang bị đúc: mẫu và hòm khuôn kim loại.
+ Chế tạo khuôn bằng máy.
2.Bảng vẽ chi tiết lồng phôi......................................................
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT
1.Xác định đường lối công nghệ
Với chi tiết là càng và dạng sản xuất là hàng loạt vừa, trong khi điều kiện sản xuất của nước ta các máy chủ yếu là vạn năng nên ta chọn phương pháp phân tán nguyên công và gia công tuần tự các bề mặt.
2.Phương án gia công
- Lập tiến trình công nghệ và thiết kế nguyên công.
Dựa vào hình dáng hình học của chi tiết và đường lối gia công chi tiết càng ta lập được các bước nguyên công sau:
- Nguyên công I: chuẩn bị phôi.
- Nguyên công II: Phay thô mặt A.
- Nguyên công III: Phay thô mặt B.
- Nguyên công IV: Phay tinh mặt B.
- Nguyên công V: Phay tinh mặt A.
- ...................................
- Nguyên công XV : Phay cắt rãnh 1.5 mm.
- Nguyên công XVI: Tổng kiểm tra.
Chúng ta chọn phương án này vì có lợi cho việc chon chuẩn thô, chuẩn tinh thống nhất.
Nguyên công I:
- Cắt bỏ đậu ngót .
- Dùng máy mài để loại bỏ phần thừa của đậu hơi, đậu ngót để lại.
- Làm sạch phôi : Dùng máy phun bi để làm sạch bám trên phôi.
- Kiểm tra kích thước đạt được khi đúc xong.
- Ủ phôi.
Nguyên công II:
Phay thô mặt A
1.Định vị:
- Định vị mặt B 3 bậc tự do bằng chốt tỳ đầu khía nhám.
- Mặt bên vuông với mặt A 2 bậc tự do bằng chốt tỳ đầu khía nhám.
- Mặt đầu vuông với mặt A 1 bậc tự do bằng chốt tỳ đầu khía nhám.
2.Kẹp chặt
Để kẹp chặt ta dùng eto để kẹp chặt, hướng lực kẹp bố tria như hình vẽ là từ ngoài hướng vào thân máy.
3.Chọn máy
Đế phay mặt A này ta chọn máy phay đứng vạn năng 6H12 với các yếu tố kỹ thuật của máy như sau: (tra bảng trang 221 chế độ cắt gia công cơ khí).
- Công suất của động cơ chính: 7KW.
- Bề mặt làm việc của bàn: 320 x 1250 .
- Khối lượng của máy: 2900kg.
- Kích thước của máy: dài x rộng x cao= 2100 x 2440 x 1875 mm.
- Phạm vi tốc độ của trục chính: 30÷1500 (vòng/phút) với các tốc độ sau: 30; 37,5; 47,5; 60; 75; 95; 118; 150; 190; 235; 300; 375; 475; 600; 750; 950; 1180; 1500.
4.Chọn dao
Để phay mặt A ta dùng dao phay mặt đầu răng chấp mãnh hợp kim cứng ( tra bảng 4-94 trang 376 sổ tay CNCTM)
Các thông số:
- Đường kính: D = 125 mm.
- B = 42 mm.
- d = 40.
- Số răng: Z =12.
- Mác hợp kim : T5K10.
5.Tra chế độ cắt
Phay thô:
- Chiều sâu cắt: t = 2.5 mm
- Lượng chạy dao răng Sz = 0.13 mm/răng
Vậy lượng chạy dao vòng: Sv= 12 x 0.13 = 1.56 mm/vòng



























