
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT CHẠC BA 3, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết
Phần 1: XÁC ĐỊNH DẠNG SẢN XUẤT
- Phân tích chi tiết gia công:
- Công dụng
Đây là chi tiết dạng càng làm việc với chức năng như là một giá đỡ , lỗ của "Chạt ba" dùng để lắp bạc dẫn hướng, trục dẫn hướng tạo nên độ cứng vững cho hệ thống.
Tên chi tiết: CHẠT BA
Chi tiết gồm:3 phần
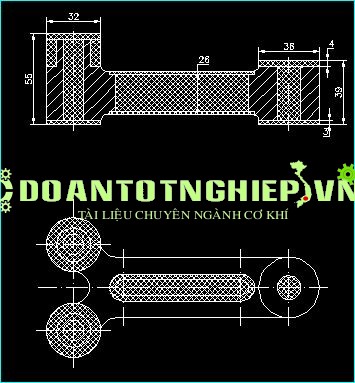
- phần đầu : gồm phần trụ Þ36 và lỗ Þ14 , chiều dài 32mm.
- Phần thân : có rãnh bậc ở hai đầu rãnh: sâu x dàixrộng =2x70x16 và rãnh sâu x dài x rộng = 22 x 70 x 9.
- Phần còn lại : gồm hai càng có hai lỗ Þ12 và trụ ngoài Þ20 x 16 nối vớ phần thân Þ32 x 32mm.
2. Điều kiện kỹ thuật:
- Độ song song giữa các bề mặt trong khoảng 0,01mm trên toàn bộ chiều dài.
- Độ không vuông góc giữa lỗ với hai mặt đầu trong khoảng 0,05mm trên 100mm bán kính.
- Độ nhám bề mặt bề mặt RZ25. Đối với lỗ Þ 20 đạt Ra=0,8
3. Vật liệu:
- Chi tiết là gang xám,ký hiệu GX 18-36, theo {8,trang 237, bang 11} ta có các thông số sau :..........................
Phần 2: VẬT LIỆU VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI
I. Vật liệu:
Với chi tiết giá đỡ kẹp nầy, ta chọn vật liệu chế tạo là gang xám GX 18-36. Với vật liệu gang xám GX 18-36có thành phần hoá học như sau:
|
Mác gang |
Độ bền |
Độ cứng HB |
Thành phần hoá học ( % ) |
|||||
|
Kéo |
Uốn |
C |
Si |
Mn |
P |
S |
||
|
Không quá |
||||||||
|
GX 18 – 36 |
18 |
36 |
170 – 229 |
3,4 |
1,7 |
0,5 |
0,3 |
0,15 |
( Thiết kế đúc – trang 48 )
II. Phương pháp chế tạo phôi:
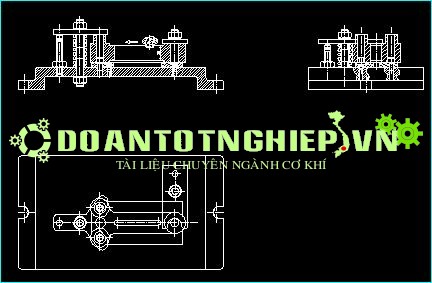
Do vật liệu là gang xám nên ta chọn phương pháp chế tạo phôi là phương pháp đúc trong khuôn cát. Và chi tiết được sản xuất ở dạng sản xuất hàng khối nên khuôn và ruột được làm bằng máy.
1. Máy làm khuôn: ta chọn dòng máy làm khuôn 91271M của Liên Xô ( cũ )
|
Đặc tính máy |
Công dụng |
Kích thước khuôn rỗng (DxRxC) |
Lực ép kG |
Số lần dằn trong 1 phút |
Kích thước bao ngoài của máy |
Khối lượng của máy, kg |
|
Nửa tự động, dằn, có ép thêm, có chốt đẩy |
Khuôn trên và khuôn dưới |
500x400x200 |
6.250 |
210 |
1.660x1.060x1.550 |
1.260 |
- Máy làm ruột: ta chọn dòng máy làm ruột 45542 của Liên Xô ( cũ )
|
Đặc tính máy |
Công dụng |
Năng suất lần/h |
Kích thước ruột, mm |
Thời gian chế tạo ruột, s |
Kích thước bao ngoài của máy |
Khối lượng của máy, kg |
|
Máy thổi cát 2 vị trí, làm ruột nửa tự động |
Ruột cát |
40 – 60 |
220x150x200 |
120 – 180 |
2.385x1.660x1.367 |
1.970 |
( Thiết kế đúc – trang 216 )
|
Mác gang |
Độ bền |
Độ cứng HB |
Thành phần hoá học ( % ) |
|||||
|
Kéo |
Uốn |
C |
Si |
Mn |
P |
S |
||
|
Không quá |
||||||||
|
GX 18 – 36 |
18 |
36 |
170 – 229 |
3,6 |
2,1 |
0,8 |
0,3 |
0,15 |
- Giới hạn bền kéo 180 N/mm2
..................................................................................
Phần 3: CHỌN PHƯƠNG PHÁP GIA CÔNG
I. Qui trình công nghệ:
Qua bản vẽ lồng phôi của chi tiết, ta nhận thấy rằng có những phương pháp gia công như sau:
1. Phương án 1:
|
STT |
TÊN NGUYÊN CÔNG |
BỀ MẶT |
ĐỊNH VỊ |
|
1 |
Phay mặt đầu - Bước 1 : Phay thô - Bước 2 : Phay tinh |
9-10 |
5 |
|
2 |
Phay mặt đầu : đạt kích thước 48,32mm - Bước 1 : Phay thô - Bước 2 : Phay tinh |
1-4 |
5 |
|
3 |
Khoan – Khoét – Doa f14
|
6 |
5 |
|
4 |
Khoan , khoét , doa lỗ f 12
|
5 |
5 |
|
5 |
Tiện trụ f20 x 16 mm |
2 |
6 |
|
6 |
Tiện trụ f20 x 16 ( càng 2 ) |
Đối xứng |
6 |
|
7 |
Phay rãnh 26 x 70 x 9 mm |
8 |
6 |
|
8 |
Phay rãnh bậc 2 x 70 x 16 mm |
7 |
6 |
|
9 |
Phay rãnh bậc đối diện 2 x 70 x16 mm |
11 |
6 |
























