
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT DAO PHAY LĂN RĂNG, hướng dẫn thiết kế đồ gá
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo máy,
Trong nền công nghiệp hiện đại, các loại máy móc, dụng cụ được sử dụng nhiều trong sản xuất để giảm sức lao động của con người, giảm giá thành sản phẩm.
Nghành chế tạo máy đóng vai trò chủ chốt của nền công nghiệp nước ta, nó bao gồm nhiều lĩnh vực khoa học đòi hỏi phải có sự liên quan của nhiều nghành.
Nghành chế tạo dụng cụ cắt đã góp phần giải quyết các yêu cầu để làm ra chi tiết máy đáp ứng mọi môi trường làm việc với kỹ thuật cao. Mỗi chi máy đều có nhiệm vụ, tầm quan trọng khác nhau. Để chế tạo ra nó ta phải có một dụng cụ cắt tương ứng, thích hợp đáp ứng đầy đủ các thông số kỹ thuật.
Nhiệm vụ của đồ án tốt nghiệp này là “Thiết kế, chế tạo dao phay lăn răng có modul bằng ba”.
Hiện nay dao phay lăn răng được sử dụng nhiều để gia công các loại bánh răng có những yêu cầu kỹ thuật và độ chính xác khác nhau. Dao phay lăn răng được chia làm hai loại: răng liền và răng chắp. Trong phạm vi đồ án này là thiết kế dao phay lăn răng có răng liền. Để gia công các loại bánh răng có modul nhỏ, trung bình và lớn. Các thông số chế tạo đều được tiêu chuẩn hóa với các cấp chính xác A, B, C và A-A.
Bản đồ án này gồm các phần:
Chương 1: Mô phỏng quá trình cắt bánh răng trụ bằng dao phay lăn răng.
Chương 2: Nguyên lý làm việc – Nguyên lý thiết kế dao phay lăn răng.
Chương 3: Tính toán thiết kế dao phay lăn răng có modul bằng ba.
Chương 4: Ngân hàng dữ liệu tính toán dao phay lăn răng.
Chương 5: Quy trình công nghệ chế tạo.

Chương 6 : Thiết kế đồ gá mài lỗ và đồ gá kiểm tra.
Em xin chân thành cảm ơn thầy PGS.PTS Trần Thế Lục đã giúp đỡ em rất tận tình để em hoàn thành bản đồ án này. Do thời gian có hạn, cộng thêm sự hạn chế của trình độ, chắc chắn bản đồ án của em không tránh khỏi những thiếu sót và hạn chế. Em mong được những lời phê bình giúp đỡ của vác thầy cô.
....................................................................
THIẾT KẾ ĐỒ GÁ.
I.Những vấn đề cơ bản khi thiết kế đồ gá
Trong quá trình chế tạo sản phẩm cơ khí người ta phải sử dụng nhiều loại công cụ lao động với kết cấu và tính năng kỹ thuật ngày càng hoàn thiện hơn nhằm nâng cao năng xuất lao động, chất lượng, hạ giá thành sản phẩm. Các loại dụng cụ lao động thường sử dụng trong quá trinh chế tạo sản phẩm có khí bao gồm các loại máy, các loại dụng cụ, trang bị công nghệ (gồm các loại đồ gá và dụg cụ phụ).
Đối với khâu gia công chi tiết cơ khí thì trang bị công nghệ là toàn bộ các phụ tùng kèm theo máy công cụ nhằm mở rộng khả năng công nghệ của máy, tạo điều kiện chomáy thực hiện quá trình gia công chi tiết cơ khí với hiệu quả kinh tế kỹ thuật cao.
Nói chung, đồ gá là trang bị công nghệ cần thiết trong quá trình gia công, kiểm tra và lắp ráp sản phẩm cơ khí. Trong các loại đồ gá được sử dụng thì đồ gá gia công chiếm tới 80¸90%.
Đồ gá gia công là trang bị công nghệ nhằm xác định vị trí chính xác giữa phôi gia công với dụng cụ gia công và giữ vị trí đó ổn định trong khi gia côg. Đồ gá gia công tạo điềukiện mở rộng khả năng làm việc của máy công cụ, giảm thời gian phụ vì gá đặt phôi nhanh, gọn, giảm thời gian máy vì thế gá đặt nhiều phôi để gia công, đồng thời góp phần hạ giá thành sản phẩm, giảm chi phí về lương cho thợ vì không cần thợ bậc cao. đảm bảo tính chủ động của nguyên công đối với chất lượng gia công. (không phụ thuộc vào trình độ chuyên môn của thợ). Giảm nhẹ sức lao động khi gá đặt phôi gia công (đảm bảo thao tác an toàn và có năng xuất cao).
II. Thiết kế các đồ gá nguyên công:
1. Phân tích điều kiện chọn phưong án thiết kế:
Điều kiện sản xuất của chi tiết dao phay lăn răng là sản xuất loạt nhỏ hoặc là đơn chiếc. Vì vậy, ta cần chọn phương án thiết kế đồ gá hợp lý làm sao chi phí đầu tư vốn ít nhất nhưng chất lượng sản phẩm vẫn đạt, hiệu quả kinh tế cao.
Phương án thiết kế quy trình công nghệ đựa trên cơ sở thiết bị phần lớn là vạn năng kết hợp với đồ gá chuyên dùng. Vì vậy, ta cần phải nghiên cứu tỉ mỉ , hợp lý quy trình công nghệ. Các đồ gá thiết kế sao cho đơn giản nhưng vẫn đạt độ chính xác, tìm cách tận dụng các đồ gá vạn năng có sẵn.
2. Chọn đồ gá vạn năng có sẵn:
Tận dụng những đồ gá vạn năng như mám cặp ba chấu tự định tâm, bích kẹp, bulông, etokẹp, bàn từ... sử dụng để gia công chi tiết ở các nguyên công sau:
-Nguyên công 1: cắt phôi.
-Nguyên công 4,5,6,7: khoan lỗ, tiện thô - tinh.
-nguyên công 8: chuất rãnh then.
-Nguyêncông 14: Phay rãnh thiếu.
*Các đồ gá chuyên dùng cần thiết.
+Theo nguyên tắc chọn chuần là:
-Chọn đường kính ngoài làmchuẩn tho để gia công lỗ gá. sau đó, lấy lỗ gá làm chuẩn thống nhất cho các nguyên công sau này.
+ở các nguyên công trước nhiệt luyện:
-Chi tiết được định vị và kẹp chặt theo đường kính ngoài bằng mâm cặp 3 chấu tự định tâm để gia công lỗ chuẩn. Sau đó, dùng lỗ chuẩn lồng trục gá để gia công các nguyên công tiếp theo. Ta chỉ cần thiết 1 trục gá để gia công cho các nguyên công.
-Nguyên công 10: Tiện tinh vai gờ, đường kính ngoài.
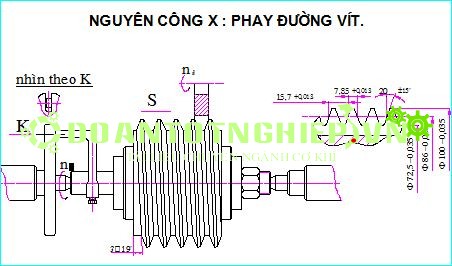
-Nguyên công 11: Tiện ren vít.
-nguyên công 12: Phay rãnh thoát phoi.
- Nguyên công 13: Tiện hớt lưng.
+ Các nguyên công sau nhiệt luyện:
Định vị đường kính ngoài để mài lỗ gá, đường kính ngoài lúc này chính là những đỉnh răng đã hớt lủng, không thể kẹp chặt bằng môm cặp 3 chẫu. Ta cần thiết kế thêm một ống kẹp đàn hồi có xẻ rãnh. Thiết kế một trục gá để thực hiện các nguyên công sau:
- Nguyên công 19: mài tròn gờ vai.
- Nguyên công 20: mài sắc mặt trước.
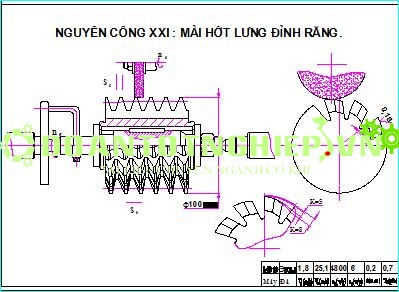
- Nguyên công 21: mài hớt lủng.
Như vậy, trong cả quy trình công nghệ chế tạo dao phay lăn răng, ta đã tận dụng được khả năng thiết bị, đồ gá, trong công nghệ sẵn có để sản xuất, ta chỉ cần thiết kế thêm ba đồ gá chuyên dùng đó là:
- Trục gá tiện, phay.
- Ống kẹp đàn hồi, mài lỗ, mặt đấu.
- Trục gá mài.
3. Thiết kế các loại đồ gá:
A. Thiết kế đồ gá mài lỗ, mặt đầu.
Đồ gá mài dùng để định vị, kẹp chặt chi tiết gia công, đảm bảo độ đồng tâm của mặt ngoài và lỗ gia công (khoảng 0,02¸0,05mm). Ta sử dụng ống kẹp đàn hồi (Sănga) vừa đơn giản về kết cầu, vưa dễ dàng tháo lắp, sử dụng.
*Khi thiết kế đồ gá ta phải chú ý đến yêu cầu kỹ thuật cũng như yêu cầu sử dụng, đó là:
- Đồ gá gia công chi tiết phải phù hợp với dạng sản xuất.
- Đảm bảo độ chính xác gia công và yêu cầu kỹ thuật.
Mục lục
Chương 1: Mô phỏng quá trình cắt bánh răng trụ bằng dao phay lăn răng.
Chương 2: Nguyên lý làm việc – Nguyên lý thiết kế dao phay lăn răng.
I – Nguyên lý làm việc
II – Nguyên lý thiết kế
Chương 3: Tính toán thiết kế dao phay lăn răng có modul bằng ba.
Chương 4: Ngân hàng dữ liệu tính toán dao phay lăn răng.
I – Số liệu tính toán
II – Số liệu tiêu chuẩn
III- Sai số cho phép, sai số chế tạo
Chương 5: Quy trình công nghệ chế tạo.
Chương 6 : Thiết kế đồ gá mài lỗ và đồ gá kiểm tra.
A - Đồ gá mài lỗ.
B – Đồ gá kiểm tra




























