
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GIÁ ĐỠ DI ĐỘNG LUYNET, hướng dẫn thiết kế đồ gá
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo máy,
CHƯƠNG 1: PHÂN TÍCH CHI TIẾT GIA CÔNG VÀ XÁC ĐỊNH DẠNG SẢN XUẤT

- Công dụng của chi tiết :
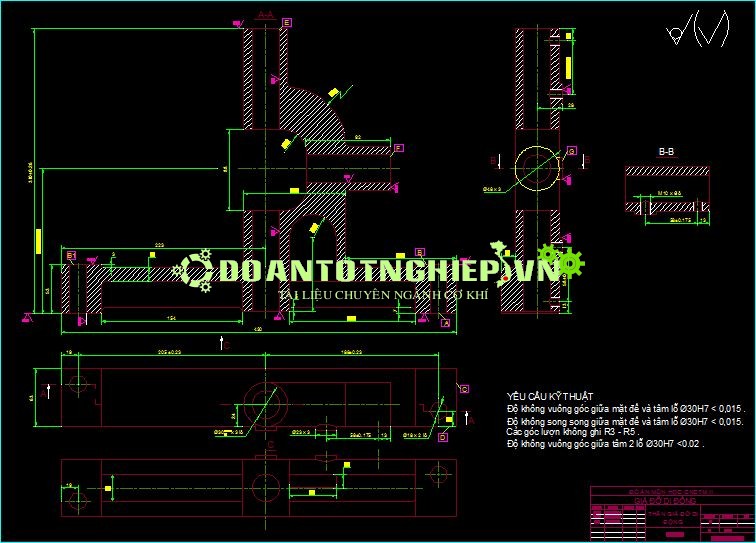
- Đây là chi tiết dạng hộp, công dụng của nó là chi tiết dịnh vị các chi tiết khác gắn vào nó. Nó có nhiệm vụ là định vị phụ và đỡ chi tiết khi gia công trên máy tiện , có 3 ống dẫn O30 để điều chỉnh cơ cấu dịnh vị chi tiết ra vào.Trên đế có lỗ bắt bulông để bắt chặt thân giá đỡ di động lên bàn dao. Để đỡ chi tiết quay trên máy tiện .
- Giá đỡ di động là chi tiết dạng hộp , là đồ gá tiện . Chi tiết dài và mãnh .
- Chi tiết gia công có thành mỏng nên trong quá trình gia công cần chú ý dến vấn đề biến dạng .Mặt làm việc là O30 yêu cầu độ nhám RZ= 0.63 là hợp lý khi bề mặt gia công cao đẻ chi tiết trục có thể trượt trong lỗ O30.
- Hai lỗ O18 dùng để bắt Bulong ta cần độ chính xác ví khi lắp thân giá đỡ lên băng máy , để đỡ chi tiết khi gia công, nên cần độ dồng tâm, tăng độ cứng vững khi định vị .
- Gia công các lỗ ren trên thân giá đỡ có tác dụng chống xoay các vấu đi vào và dùng dể cố định các bạc chặn bên trong.
-
- Điều kiện làm việc :
- Chi tiết làm việc trong môi trường không có bôi trơn , chịu rung động .Được lắp trên bàn dao máy công cụ.
- Chịu va đập và ma sát . Giá đỡ cần có độ cứng vững cao.
1.3 Vật liệu chế tạo :
- Do chi tiết dạng hộp làm việc với tái trọng không lớn , chịu rung động,
Nên dùng gang xám GX15-32 là thỏa mãn yêu cầu kỹ thuật :
- Tổ chức tế vi : graphic dạng tấm
- Chế tào bằng phương pháp đúc
- Thành phần hóa học :
|
C |
Si |
Mn |
P |
S |
|
3.2% - 3.6% |
2% - 2.4% |
0.5% - 0.8% |
<0.65% |
<0.15% |
( Sách gia công đúc : NXBKH)
.........................................
1.5 Sản lượng chi tiết cần chế tạo :
- Mục đích là xác định hình thước tổ chức sản xuất (đơn chiếc , hàng loạt vừa , hàng loạt lớn , hàng khối ) để từ đó cải thiện tính công nghệ cho chi tiết , chọn phương pháp chế tạo phôi , chọn thiết bị công nghệ hợp lý cho việc gia công chi tiết .
- Sản lượng hàng năm được xác định theo công thức :...........................
Vậy hệ số sử vật liệu thõa điều kiện .
- Tra bảng 2.2/7 BTL CNCTM khối lượng sản phẩm 11.2 KG, sản xuất hàng loạt vừa => sản lượng hàng năm 200-500 chi tiết. Điều này có ý nghĩa trong việc chế tạo phôi và chế tạo chi tiết.
CHƯƠNG 2 : PHÂN TÍCH PHƯƠNG PHÁP CHẾ TẠO PHÔI
2.1 Chọn dạng phôi :
- Đây là chi tiết dạng hộp , chịu rung động nên chi tiết dược chế tạo bằng gang
Vậy ta chọn phương pháp là phôi đúc .
CHƯƠNG 3 : CHỌN PHƯƠNG PHÁP CHẾ TẠO PHÔI
3.1 Chọn phương pháp chế tạo phôi :
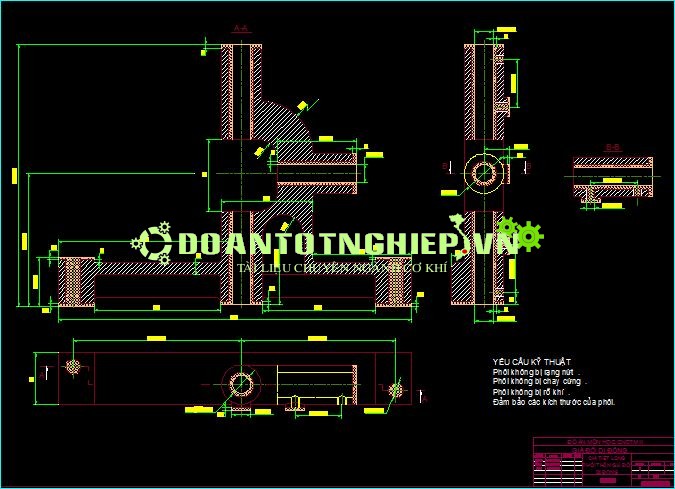
- Chi tiết gia công giá đỡ di độn là chi tiết dạng hộp , vì vậy khi chọn phương pháp chế tạo phôi chú ý đến cơ tính của chi tiết . Chi tiết vật liệu là gang. phôi được chế tạo bằng phương pháp đúc là hợp lý nhất vì có một số đặc điểm sau :
- Vật liệu là gang xám ( GX15-32)
- Phôi không bị nứt vỡ khi chế tạo
- Giá thành rẽ
- Có cơ tính cao
- Ngoài ra có một số nhược điểm :
- Lượng dư lớn
- Độ chính xác phôi không cao
- Năng suất thấp
- Phôi tồn tại khuyết tật bên trong
- Theo hình dạng của chi riết mà ta chọn phương pháp đúc cho phù hợp:
+ Đúc khuôn cát : là phương pháp đúc phổ biến , để đúc các chi tiết lớn có hình dạng phức tạp .Ở giữa khuôn trên và khuôn dưới có lớp các nguyên chất để tạo vết ngăn chống hiện tượng dính lại khuôn. Mẫu có thể bằng gỗ hoặc kim loại , đối những chi tiết phức tạp thì phải tạo lõi nằm trong hộp lõi , hộp lõi có thể làm bằng gỗ hoặc hợp kim nhôm tùy vào hình dáng lõi , phù hợp loạt sản xuất vừa trở xuống
+ Đúc khuôn kim loại : khuôn làm hợp kim nhôm hai hay mãnh ghép lại , lồng khuôn có hình dạng như phôi cần đúc , độ chính xác phôi cao nhưng chi phí làm khuôn cao . nên phù hợp dạng sản xuất loạt lớn và hàng khối .
+ Đúc ly tâm : Phù hợp chi tiết dạng tròn ,phù hợp dạng sản xuất loạt nhỏ và vừa .
+ Đúc áp lực : Phù hợp vật liệu kim loại và hợp kim màu , phôi chế tạo độ chính xác cao , phù hợp dạng sản xuất loạt lớn và hàng .
- Do sản xuất loạt vừa , vật liệu là gang xám (GX 15-32) nên ta chọn đúc trong khuôn cát mẫu kim loại , làm khuôn bằng máy ( cấp chính xác II) .
3.2 Tra lượng dư sơ bộ :
- Từ phương pháp chế tạo trên , ta có thể xác dịnh lượng dư và sai lệch kích thước cho chi tiết .
- Khi tra lượng dư cần chú ý kích thươc danh nghĩa .
- Vật đúc có mẫu làm bằng kim loại , do đó ta đúc có độ chính Xác cấp II , kích thước theo bản vẽ chi tiết lớn nhất 430mm. Vậy ta tra lượng dư theo bảng 3.4(BTLCNCNTM) . Dựa váo vị trí khi đúc ta xác định lượng dư cùa những bề mặt gia công :
+ Mặt phẳng B, B1: là mặt bên khuôn có kích thước danh nghĩa 53..............................
- Đúc khuôn cát mẫu kim loại được làm bằng máy .
- Đậu hơi , đậu ngót ở vị trí cao nhất , vị trí rót ngay mặt phân khuôn .
CHƯƠNG 4 : LẬP QUI TRÌNH CÔNG NGHỆ
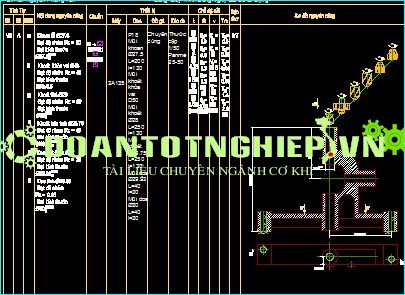
4.1 Chọn phương pháp gia công các bề mặt :
- Mục đích của việc chọn phương pháp gia công là : xác định trính tự gia công hợp lý nhằm đảm bảo chính xác về kích thước , vị trí tương quan và độ nhám bề mặt theo yêu cấu .
- Dựa váo đặc tính kỹ thuật ta chọn phương pháp gia công : Phay, khoan , khoét khỏa vai , khoét , doa , taro….
........................................
|
Bề mặt gia công của chi tiết |
||||
|
Phay |
khoan |
Khoét |
Doa |
Tarô |
|
A,B,B1, |
H , K |
H , K , E, F, G |
H , K |
M10 |
- Do lỗ đúc sẵn có lượng dư lớn nên phải qua bước khoan lại .
4.2 Chọn chuẩn :
- Chuẩn thô ta nên chọn bề mặt không gia công, không có mặt phân khuôn , nhằm đảm bảo vị trí tương quan giữa mặt có gia công và mặt không có gia công. Chọn mặt C là mặt nằm ở nữa khuôn dưới.
- Chuấn tinh ta chọn mắt đáy A và hai lố .............................................................
Biện luận về chuẩn :
- Nguyên công 1:
- Nguyên công 2: Phay thô mặt A
+ Chuẩn là mặt C hạng chế 3 bậc tự do vì đây là bề mặt không có mặt phân khuôn có diện tích lớn. làm mặt dịnh vị chính , mặt B,B1 hạng chế 2 bậc tự do mặt dẫn hướng , mặt D 1 bậc tự do là mặt chặn. Khi gia công đạt một phương kich thước nên cần hạng chế 3 bậc tự do là đủ. Nhưng để tăng năng suất gia công nên hạng cả 6 bậc tự do cho chi tiết .
- Nguyên công 3: Phay thô mặt B,B1.
+ Chuẩn là mặt A hạng chế 3 bậc tự do vì đây là bề mặt đã qua gia công bề mặt diện tích lớn. làm mặt dịnh vị chính , mặt C hạng chế 2 bậc tự do mặt dẫn hướng , mặt D 1 bậc tự do là mặt chặn. Khi gia công đạt một phương kich thước nên cần hạng chế 3 bậc tự do là đủ. Nhưng để tăng năng suất gia công nên hạng cả 6 bậc tự do cho chi tiết .
- Nguyên công 4: Phay tinh mặt A.
+ Chuẩn là mặt B,B1 hạng chế 3 bậc tự do vì đây là bề mặt đã qua gia công là bề mặt có diện tích lớn. làm mặt dịnh vị chính , mặt C hạng chế 2 bậc tự do mặt dẫn hướng , mặt D 1 bậc tự do là mặt chặn. Khi gia công đạt một phương kich thước nên cần hạng chế 3 bậc tự do là đủ. Nhưng để tăng năng suất gia công nên hạng cả 6 bậc tự do cho chi tiết .
- Nguyên công 5: Phay tinh mặt B,B1.
+ Chuẩn là mặt A hạng chế 3 bậc tự do vì đây là bề mặt đã qua gia công có diện tích lớn. làm mặt dịnh vị chính , mặt C hạng chế 2 bậc tự do mặt dẫn hướng , mặt D 1 bậc tự do là mặt chặn. Khi gia công đạt một phương kich thước nên cần hạng chế 3 bậc tự do là đủ. Nhưng để tăng năng suất gia công nên hạng cả 6 bậc tự do cho chi tiết ..............
...................................
CHƯƠNG 8 : THIẾT KẾ ĐỒ GÁ PHAY THÔ MẶT PHẲNG
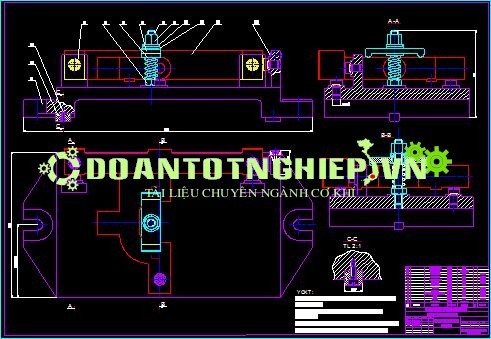
8.1 Nhiệm vụ đồ gá :
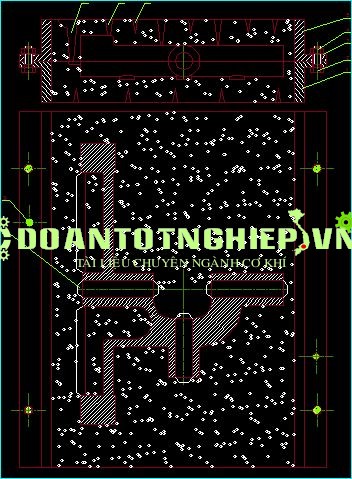
- Đồ gá có nhiệm vụ định vị và kẹp chặt chi tiết theo yêu cầu đề ra :
+ Đảm bảo vị trí tương quan khi phay mặt phẳng.
+ Thao tác nhanh ,an toàn .
+ Nâng cao năng suất lao động .
+ Đồ gá khống chế 6 bậc tự do : mặt phẳng lớn 3 bậc tự do ; mặt dẫn hướng 2 bậc tự do ; mặt chặn 1 bậc tự do .
8.2 Kết cấu và nguyên lý làm việc :
- Thân đồ gá được cố định trên bàn máy bằng 2 bulong và hai then dẫn hướng cố định nhanh đồ gá và đảm bảo được độ song song của chi tiết gia công .
- Chốt đỡ khía nhám lắp trên thân gá làm nhiệm vụ định vị chi tiết trong quá trình gia công.
- Chi tiết được kẹp chặt bằng Bulong cố định chi tiết trên thân gá và ta xiết chặt đai ốc để cố định chi tiết gia công sau khi định vị . Trên đồ gá này chi tiết được lấy ra theo phương ngang rút ra sau khi khi nới lỏng đai ốc , lò xo ẽ đẩy bích kẹp lên và chi tiết đươc rút ra .
MỤC LỤC
CHƯƠNG 1: PHÂN TÍCH CHI TIẾT GIA CÔNG
VÀ XÁC ĐỊNH DẠNG SẢN XUẤT
- Công dụng của chi tiết
- Điều kiện làm việc
- Vật liệu chế tạo
-
Độ chính xác gia công
- Cấp chính xác kích thước
- Hình dáng hình học
- Ví trí tương quan
- Chất lượng bề mặt
- Sản lượng chi tiết cần chế tạo
- Khối lượng chi tiết
CHƯƠNG 2 : PHÂN TÍCH PHƯƠNG PHÁP CHẾ TẠO PHÔI
2.1 Chọn dạng phôi
CHƯƠNG 3 : CHỌN PHƯƠNG PHÁP CHẾ TẠO PHÔI
3.1 Chọn phương pháp chế tạo phôi
3.2 Tra lượng dư sơ bộ
3.3 Bản vẽ sơ đồ đúc .
CHƯƠNG 4 : LẬP QUI TRÌNH CÔNG NGHỆ
4.1 Chọn phương pháp gia công các bề mặt
4.2 Chọn chuẩn
4.3 Bảng tiến trính công nghệ
CHƯƠNG 5 : THIẾT KẾ NGUYÊN CÔNG CÔNG NGHỆ
5.1 Nguyên công 1
5.2 Nguyên công 2
5.3 Nguyên công 3
5.4 Nguyên công 4
5.5 Nguyên công 5
5.6 Nguyên công 6
5.7 Nguyên công 7
5.8 Nguyên công 8
5.9 Nguyên công 9
5.10 Nguyên công 10
5.11 Nguyên công 11
CHƯƠNG 6 : BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ
6.1 Biện luận vị trí thứ tự nguyên công
6.2 - Biện luận nội dung từng nguyên công
6.3 - Biện luận về chuẩn
6.4 - Biện luận máy
6.5 - Biện luận đồ gá
6.6 - Biện luận dao
CHƯƠNG 7 : XÁC DỊNH CHẾ ĐỘ CẮT VÀ THỚI GIAN NGUYÊN CÔNG
7.1 Xác định chế độ cắt
7.2 Xác định thời gian nguyên công
CHƯƠNG 8 : THIẾT KẾ ĐỒ GÁ
8.1 Nhiệm vụ đồ gá
8.2 Kết cấu và nguyên lý làm việc
8.3 Xác định yêu cầu kỹ thuật
8.4 Tính lực cắt và momen
8.5 Tính giá trị lực kẹp
CHƯƠNG 9 : KẾT LUẬN
CHƯƠNG 10 : TÀI LIỆU THAM KHẢO



























