
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GỐI ĐỠ, hướng dẫn thiết kế đồ gá
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo máy,
PHÂN TÍCH CHI TIẾT GIA CÔNG
- Công dụng và điều kiện làm việc:
- Công dụng:
- Dung để đỡ trục truyền động ra ngoài.
- Điều kiện làm việc:
- Cối dỡ chịu ma sát lớn ở lỗ Φ100+0,035 và lỗ Φ120+0,035
- Vật liệu chế tạo CTGC:
Vật liệu GX24 – 44:
- Thành phần:
C = 2,8 ÷ 3,5%
Si = 1,5 ÷ 3%
Mn = 0,5 ÷ 1%
P = 0,1 ÷ 0,2%
S = 0,08 ÷ 0,2%
- Nền kim loai là Peclit:
+ Có cơ tính cao
→ Phù hợp với điều kiện làm việc của CT.
- Kết cấu, hình dạng của chi tiết gia công:
- Chi tiết gia công có kết cấu chi tiết dạng hộp, có hình dạng phức tạp.
- Cần lưu ý các kích thước quan trọng như sau:
Kích thước đường kính:
Φ100+0,035
Φ120+0,035
Φ180-0,04
Vì các các kích thước này có độ chính xác co về kích thước và độ nhám bề mặt.
-
Độ chính xác gia công:
- Từ bản vẽ chi tiết gia công ta có thể liệt kê các kích thước như sau:
- Kích thước lỗ Φ100+0,035
ES = 0,035 mm
EI = 0 mm
Tra bảng 1.4 /11/ sỗ tay dung sai lắp ghép → cấp CX 7
Tra bảng 1.14 /34/ sỗ tay dung sai lấp ghép → sai lệch giới hạn là H7
- Kích thước lỗ Φ120+0,035
- ES = 0,035 mm
- EI = 0 mm
Dung sai IT = 0,035mm
Tra bảng 1.4 /11/ sồ tay dung sai lắp ghép → CCX 7
Tra bảng 1.14 /34/ sỗ tay dung sai → sai lệch giới hạn là H 7
- Kích thước trụ bậc Φ180-0,04
es = 0 mm
ei = 0,04
Tra bảng 1.4 /11/sổ tay dung sai → sai lệch giới hạn là h7
- Kích thước Φ240 ± 0,23
ES = + 0,23 mm
EI = - 0,23 mm
→ Dung sai IT = 0,46 mm
Tra bảng 1.4 /11/ sổ tay dung sai
→ CCX 12
Tra bảng 1.15/37/ sổ tay dung sai
→ Sai lệch giới hạn là JS12
- Kích thước Φ140 ± 0,2
ES = 0,2 mm
EI = 0,2 mm
→ Dung sai IT = 0,4mm
Tra bảng 1.4 /11/ sổ tay dugn sai
→ CCX 12
Tra bảng 1.15 /37/ sổ tay dung sai
→ Sai lệch giới hạn là JS12
- Kích thước Φ118 ± 0,175
ES = + 0,175 mm
EI = - 0,175 mm
→ Dung sai IT = 0,35 mm
Tra bảng 1.4 /11/ sổ tay dung sai
→ CCX 12
Tra bảng 1.15 /37/ sổ tay dung sai
→ Sai lệch giới hạn là JS12
- Kích thước lỗ Φ20+0,21
ES = 0,21 mm
EI = 0 mm
Dung sai IT = 0,21 mm
Tra bảng 1.4/11/ sổ gay dung sai
→ CCX 12
Tra bảng 1.14 /35/ sổ tay dung sai
→ Sai lệch giới hạn là H12
- Kích thước Φ38
Lấy dung sai chế tạo phôi.
Tra bảng 3.9 /253/ sổ tay công nghệ
Sai lệch cho phép là: ± 0,8 mm
→ Φ38 ± 0,8
es = + 0,8 mm
ei = - 0,8 mm
- Kích thước thành hộp: 10mm
Lấy dung sai chế tạo phôi.
Tra bảng 3.100 /254/ sổ tay công nghệ
→ Sai lệch cho phép ± 0,5 mm
→ Chiều dày thành hộp là 10 ± 0,5
- Kích thước trụ Φ145
- Vì mặt gia công nên lấy CCX 12
- Vì trục nên lấy sai lệch giới hạn là h.
- Tra bảng 1.29 /57/ sổ tay dung sai ta có:
es = 0 (mm)
ei = -0,4 (mm)
→ Φ145-0,4
- Kích thước Φ150
- Vì không gia công nên lấy CCX16
- Vì không lắp ghép nên lấy sai lệch giới hạn js
- Tra bảng 1.30 / 60/ sổ tay dung sai
es = 1,25 mm
ei = -1,25 mm
- Kích thước dài trục bậc 15mm
- Vì chỉ có 1 mặt gia công nên lấy CCX 14 lấy sai lệch giới hạn js
- Tra bảng 1.30 / 60/ sổ tay dung sai
Ta có
es = 0,31 mm
ei = - 0,31 mm
- Kích thước chiều sâu lỗ: 70 mm
- Vì 1 mặt gia công nên lấy cấp CCX14 sai lệch giới hạn là js
- Tra bảng 1.30/60/ sổ tay dung sai
Ta có
es = 0,37 mm
ei = -0,37 mm
- Chiều dài từ tâm lỗ Φ21-04 đến mặt đầu Φ145: 160 mm
- Vì có 2 mặt gia công nên lấy CCX12, sai lệch js
Tra bảng 1.30 /60/ sổ tay dung sai
Ta có:
es = 0,2 mm,
ei = -0,2 mm
- Kích từ mặt dầu Φ180-0,04 đến mặt đối mặt A là 30mm
Vì 2 mặt gia công → CCX12
Sai lệch giới hạn là js
Tra bảng 1.30 / 60/ sổ tay dung sai
Ta có
es = 0,23 mm
ei = -0,23 mm
- Kích thước Φ180
Lấy sai lệch cho phép khi đúc
Tra bảng 3.98 / 253/ sổ tay CNCTM1
Ta có: sai lệch là ±1.2 mm
- Độ sâu khoan lỗ M8 là: 24mm
Lấy CCX 12,
sai lệch giới hạn là js
Tra bảng 1.30 /60/ sổ tay dung sai
Ta có: sai lệch ± 0,105 mm
- Đường kính Φ285
Sai lệch cho phép khi đúc
Tra bảng 3.98 /253/ sổ tay CNCTM1
Ta có sai lệch là ± 1,2 mm
- 6 lỗ Φ18+0,18
ES = 0,18 mm
EI = 0 mm
→ CCX 12
Sai lệch giới hạn là H12
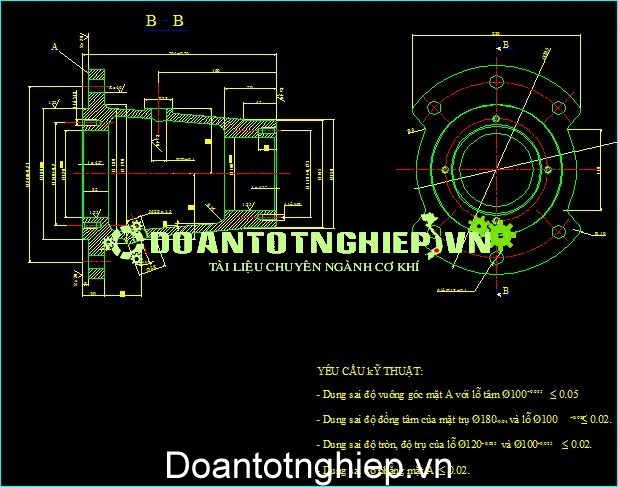
- Từ yêu cầu kỹ thuật trên bản vẽ CTGC ta có dộ chính xác hình dáng hình h5oc và vị trí tương quan
- Dung sai độ đồng tâm của lỗ Φ100+0,035 và trụ bậc Φ180-0,04 ≤ 0,02
Tra bảng 2.21 /106/ sổ tay dung sai
Ta có CCX 5
- Độ phẳng mặt A ≤ 0,02
Tra bảng 2.7 /87/ sổ tay dung sai
Ta có: CCX 7
- Độ tròn và độ trụ các lỗ Φ120+0,035 và Φ100+0,035 ≤ 0,02
Tra bảng 2.12 /92/ sổ tay dung sai
→ CCX 7
- Dung sai độ vuông góc mặt A với lỗ Φ100+0,035 ≤ 0,05
Tra bảng 2.15 / 95/ sổ tay dung sai
Ta có CCX 7
- Từ bản vẽ chi tiết ta có thể xác định độ nhám từng bề mặt
- Mặt lỗ Φ100+0,035 có độ nhám Ra 1,25
Tra bảng 2.29 /113/ sổ tay dung sai
Ta có độ nhám bề mặt cấp 7
- Mặt lỗ Φ120+0,035 có độ nhám Ra 1,25
Tra bảng 2.29 /113/ sổ tay dung sai
Ta có độ nhám bề mặt cấp 7
- Mặt trụ bậc 180-0,04 có độ nhám Ra 1,25
Tra bảng 2,29 /113/ sổ tay dung sai
Ta có độ nhám bề mặt cấp 7
- Mặt A có độ nhám Rz = 20
Tra bảng trang 242/ sổ tay dung sai
Ta có độ nhám bề mặt cấp 5
- Mặt đầu Φ180-0,04 có độ nhám Rz 20
Tra bảng 242/ sổ tay dung sai
Ta có độ nhám bề mặt cấp 5
- Mặt lỗ Φ20-0,4 có độ nhám Rz 40
Tra bảng 242/ sổ tay dung sai
Ta có độ nhám bề mặt cấp 4
- Mặt lỗ ren M20 x 1.5 có độ nhám Rz 40
→ Cấp độ nhám cấp 4
- Mặt lỗ Φ18-0,18 có độ nhám Rz 40 đạt cấp độ nhám cấp 4
- Mặt đầu Φ145 có độ nhám Rz 40 Cấp độ nhám cấp 4
- Các bề mặt còn lại không chỉ dẫn thì lấy Rz 80 cấp độ nhám cấp 3
-
Xác định sản lượng hàng năm:
- Tính thể tích sản phẩm:
- V = πR2h = π 236531 (mm3)
- Thể tích nón cụt
= 1269450π (mm3)
- Thể tích khối cao 3 mm, Φ190
V = πR2h = π.952.3 = 27075π (mm3)
- Thể tích khối trụ cao 22 mm, Φ220
V = πR2h = π.1102.22 = 266200π (mm3)
- Thể tích Φ185, cao 22 mm
S = R2α = 4 = 17023π (mm2)
V = 17023π.22 = 374506 (mm3)
- Thể tích Φ180, cao 8 mm
V = πR2h = 902.8π = 64800π (mm3)
V = 64800 π + 374506π + 266200π + 27075π + 1269450π + 236531π = 2238562π (mm3)
- Thể tích rỗng Φ100, cao 70 mm
V = πR2h = π.502.70 = 175000π (mm3)
- Thể tích rỗng nón cụt....................................................................
PHẦN II: CHỌN PHÔI, PHƯƠNG PHÁP CHẾ TẠO PHÔI VÀ XÁC ĐINH LƯỢNG DƯ
2.1. Chọn phôi:
- Dạng sản xuấ hàng loạt vừa
- Đặc điểm của chi tiết gia công
- Vật liệu gia công là gang xám
→ Ta chọn phôi đúc vì đảm bảo yêu cầu của chi tei61t gia công, phù hươp dạng sản xuất và dễ chế tạo
Do là dạng sản xuất hàng loạt, vật liệu là gang xám nên ta chọn là phương pháp đúng trong khuôn cát. Làm khuôn bằng máy cáo cấp chính xác II, phôi làm bằng phương pháp náy có độ nhám đạt đến Rz 80
2.3. Xác định lương dư:
Tra bảng 3-95 /252/ sổ tay công nghệ CNCTM1
Lượng dư gia công phôi đúc CCX II
- Lượng dư mặt đầu Φ145: kích thường ngoài 145 mm → lượng dư 4,5 mm
- Lượng dư mặt lỗ Φ100+0,035
Vì khích thước là 100 mm → lượng dư 4,0 mm
- Lượng dư mặt trụ Φ145
Vì kích thước là 145mm → lượng dư là 4,5mm
- Lượng dư mặt đầu Φ38
Vì kích thước là Φ38 → lượng dư là 3,5 mm
- Lượng dư mặt đầu Φ38 nghiêng 20o
Vì kích thước là 38 mm→ lượng dư là 3,5 mm
- Lượng dư mặt trụ Φ180-0,04
Vì kích thước là 180 mm → lượng dư là 4,5 mm
- Lượng dư mặt đầu Φ180-0,04
Vì kích thước là 180 mm → lượng dư là 4,5 mm
- Lượng dư lỗ Φ120+0,035
Vì kích thước là 120 mm → lượng dư là 4,0 mm
.........................................................................................................


























