
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GỐI ĐỠ TRỤC 2 LỖ, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết
TÍNH TOÁN VÀ THIẾT KẾ ĐỒ GÁ
NGUYÊN CÔNG 7:KHOAN – KHOÉT 20 30
1: Phân tích yêu cầu cần đạt được của nguyên công này.
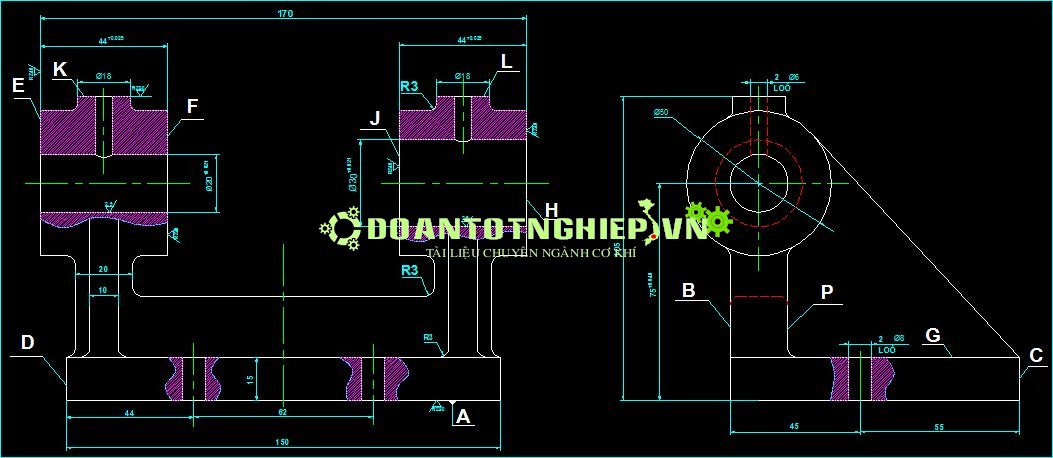
Do đây là lỗ quang trọng của chi tiết GỐI ĐÕ TRUC5 nên để đạt kích thước theo yêu cầu của chi tiết nên có lượng dư tiếp theo ,kích thước đạt được của chi tiết khi gia công ở nguyên công này là 20 30 +0,021
Độ nhám bề mặt Rz2,5 dung sai độ phẳng
Dung sai độ // giữa đường tâm 2 lỗ với mặt A 0,05mm
Dung sai độ đồng tâm giữa 2 lỗ 0,04
Dung sai độ vuông góc giữa 2 tâm lỗ với mặt A 0,1
2:Phân tích phương án chọn chuẩn và sai số chuẩ
Như đã nói ở phần biện luận công nghệ mặt A và mặt đầu lỗ 20 là mặt định vị chính khử 5 bậc tự do .
3:Phân tích phương án kẹp chặt và tính lực kẹp.
Dựa vào sơ đồ nguyên lý hướng vào mặt định vị chính do đó lực kẹp có phương hướng vào mặt định vị chính do đây là trường hợp có lợi nhất nên ta chọn phương án kẹp chặt này .
4:Chọn các chi tiết cho mặt định vị chính .
Chọn chi tiết cho mặt định vị chính ở đây là mặt phẳng .chi tiết định vị gồm có chốt đở đầu phẳng lắp vào thân gá .
Chọn chi tiết định vị cho mặt định vị dẫn hướng để khoan lỗ 20 30 như đã biện luận trong công việc chọn chuẩn ta chọn chốt đầu phẳng để định vị mặt đầu của lỗ 20.
5:Các chi tiết kẹp chặt.
Chi tiết kẹp ở đây dùng mõ kẹp bu lông đai ốc ,ngoài các chi tiết kẹp chặt đó còn có chốt trụ dể đở tăng độ cứng vững khi gia công lỗ 20 30 và bạc dẫn hướnh tháo lắp nhanh .
6:Hướng dẫn và sử dụng bảo quản đồ gá.
Công dụng của đồ gá dùng để khoan lỗ 20 30 được gia công trên máy khoan lật
· Cách sử dụng đồ gá .
-sau khi đã lắp đồ gá lên bàn máy khử 5 bậc tự do nhờ 2 bu lông kẹp vào 2 đầu của thân đồ gá .
* Cách bảo quản đồ gá .
đồ gá khi chưa sử dụng phải bảo quản vào kho tra dầu nhớt để chống sét tránh để nơi có môi trương tiếp xúc ăn mòn kim loại kh«ng để đồ gá ở những nơi có ánh sáng chiếu trực tiếp .sau khi sử dụng đồ gá phải vệ sinh sạch sẽ tra dầu nhớt dể chống sét .
khi vận chuyển đồ gá cần hạn chế dến mức thấp nhất việc sai xót dể tránh hư hỏng các chi tiết dịnh vị .



























