
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT HÀM TĨNH ÊTÔ Ê TÔ ETO, hướng dẫn thiết kế đồ gá
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo máy,
I- PHÂN TÍCH CHỨC NĂNG VÀ ĐIỀU KIỆN LÀM VIỆC CỦA CHI TIẾT
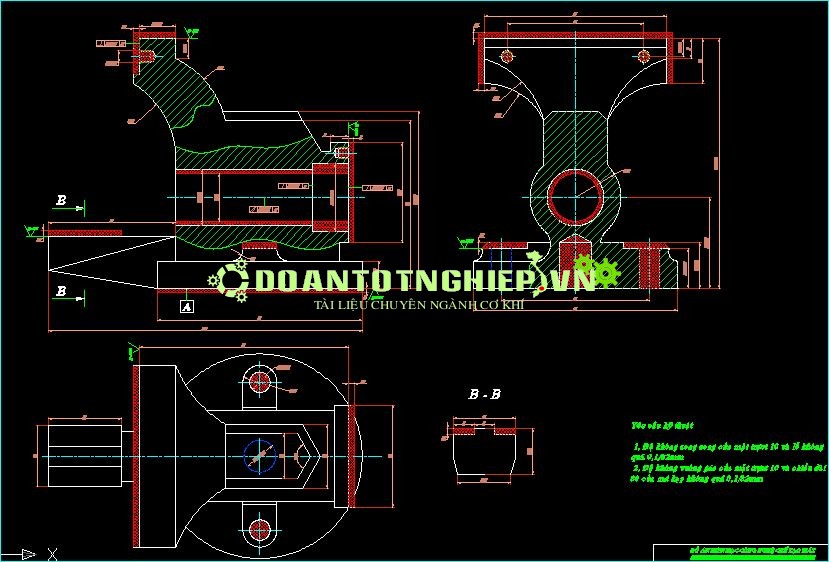
Dựa vào bản vẽ chi tiết ta thấy hàm tĩnh ê tô là chi tiết dạng hộp. Hàm tĩnh ê tô là chi tiết quan trọng trong kết cấu của một ê tô, nó cùng với hàm động định vị và kẹp chặt chi tiết nào đó trong quá trình gia công hay sửa chữa một sản phẩm cơ khí.
Trên hàm tĩnh êtô có nhiều mặt phải gia công với độ chính xác khác nhau và cũng có nhiều bề mặt không phải gia công. Bề mặt làm việc chủ yếu là lỗ trụ F40, cần gia công mặt phẳng C và các lỗ F9 chính xác để làm chuẩn tinh gia công đảm bảo kích thước từ tâm lỗ F25 đến mặt phẳng C là: 40+ 0,1
Chi tiết làm việc trong điều kiện rung động và thay đổi.
Vật liệu sử dụng là: GX 15-32 , có các thành phần hoá học sau :
C = 3 – 3,7 Si = 1,2 – 2,5 Mn = 0,25 – 1,00
S < 0,12 P =0,05 – 1,00
...............................................................................................
PHÂN TÍCH TÍNH CÔNG NGHỆ TRONG KẾT CẤU CỦA CHI TIẾT.
Từ bản vẽ chi tiết ta thấy:
- Hàm tĩnh Êtô có kết cấu đủ độ cứng vững để khi gia công không bị biến dạng có thể dùng chế độ cắt cao, đạt năng suất cao.
- Các bề mặt làm chuẩn có đủ diện tích nhất định để cho phép thực hiện nhiều nguyên công khi dùng bề mặt đó làm chuẩn và đảm bảo thực hiện quá trình gá đặt nhanh. Đó là mặt phẳng đáy và hai lỗ vuông góc với nó.
- Kết cấu của chi tiết đảm bảo khả năng gia công các mặt phẳng trong một lần chạy dao.
- Hàm tĩnh êtô không có mặt phẳng nào không vuông góc với tâm lỗ ở hành trình vào cũng như ra của mũi khoan. Các kích thước ren theo tiêu chuẩn, nên dễ dàng gia công theo dụng cụ cắt đã được tiêu chuẩn hoá.
- Phôi chế tạo hàm tĩnh êtô được chế tạo bằng phương pháp đúc. Kết cấu tương đối đơn giản, cho dù việc khoả mặt đầu lỗ phụ gặp một chút khó khăn do không gian mặt này nhỏ.
Các bề mặt cần gia công là:
- Gia công bề mặt phẳng A với độ bóng cao để làm chuẩn tinh cho nguyên công sau, mặt phẳng này cùng các mặt phẳng khác cần đạt độ nhẵn bóng Ra = 1,25 với độ chính xác cấp 6
Gia công mặt đầu lỗ F9, đây là mặt đầu của lỗ dùng làm chuẩn để kẹp bulông nền sau này khi ta ghép đế hàm tĩnh với chi tiết khác của ê tô. Trong quá trình sử dụng mặt này yêu cầu về độ nhẵn bóng bề mặt và độ chính xác kích thước không cao tuy nhiên do kết cấu của êtô ta cần gia
XÁC ĐỊNH PHƯƠNG PHÁP CHẾ TẠO PHÔI VÀ THIẾT KẾ BẢN VẼ CHI TIẾT LỒNG PHÔI.
- Xác định phương pháp chế tạo phôi:
Với kết cấu chi tiết hàm tĩnh êtô ta có thể sử dụng phôi đúc hay phôi hàn các mảnh khác nhau của êtô tuỳ vào điều kiện sản xuất. Tuy nhiên với kết cấu của hàm tĩnh êtô không quá phức tạp, với vật liệu dùng để chế tạo chi tiết là gang xám nên ta dùng phương pháp đúc, do bề mặt không làm việc không cần chính xác và ứng với dạng sản xuất hàng loạt lớn, với chi tiết nhỏ nên ta chọn phương pháp đúc trong khuôn kim loại, làm khuôn bằng máy, dùng mẫu kim loại
,...............................................................................
V. THỨ TỰ CÁC NGUYÊN CÔNG.
- Xác định đường lối công nghệ:
Do dạng sản xuất hàng loạt vừa nên ta chọn phương pháp gia công một vị trí, gia công tuần tự. Dùng máy vạn năng kết hợp với đồ gá chuyên dùng.
- Chọn phương pháp gia công với các mặt của chi tiết:
Như vậy với chi tiết hàm tĩnh êtô là chi tiết dạng hộp nên ta chọn chuẩn tinh thống nhất là mặt phẳng đáy và hai lỗ nhỏ F9 vuông góc với mặt phẳng đó. Do đó việc gia công chính xác các bề mặt này ảnh hưởng rất lớn đến độ chính xác của các bề sau đó trong quá trình gia công.
Với các yêu cầu của các bề mặt cần gia công ta có thể chọn được các cách thức gia công, và phân chia chúng thành từng nguyên công như sau.

a, Nguyên công 1: Gia công mặt đáy.
Với yêu cầu kỹ thuật của bề mặt này là độ nhẵn bóng Ra = 1,25, với độ chính xác cấp 6. Đây là nguyên công đầu tiên trong quá trình gia công, đồng thời là bề mặt được ta chọn làm chuẩn nên độ chính xác bề mặt gia công được ảnh hưởng rất lớn đến độ chính xác gia công của các bề mặt sau này. Việc định vị chi tiết ta dùng 4 chốt trụ nhám định vị 3 bậc tự do vào lần lượt hai bề mặt bích của chi tiết và kẹp chặt nhờ cơ cấu đòn kẹp di trượt tác dụng lực kẹp vào bề mặt lỗ của chi tiết hướng của lực kẹp vuông góc với bề mặt định vị. Với kết cấu của chi tiết, cách định vị chi tiết như phân tích thì để dễ định vị, kẹp chặt và gia công chi tiết ta tiến hành gia công mặt đáy trên máy phay đứng.
Chọn máy 6H82.
Chọn dao phay mặt đầu với dao răng chắp mảnh thép gió có các kích thước cơ bản như sau:
- Đường kính ngoài của dao: D = 125 mm................................
-
THIẾT KẾ ĐỒ GÁ GÁ ĐẶT CHI TIẾT CHO NGUYÊN CÔNG GIA CÔNG HAI MẶT BÊN CỦA CHI TIẾT.
-
Như ta đã phân tích ở trên thì để gia công được hai mặt bên của chi tiết ta phải thực hiện qua hai bước phay thô và phay tinh. Vì vậy trong quá trình thiết kế đồ gá ta chỉ cần tính toán cho bước phay thô là đủ.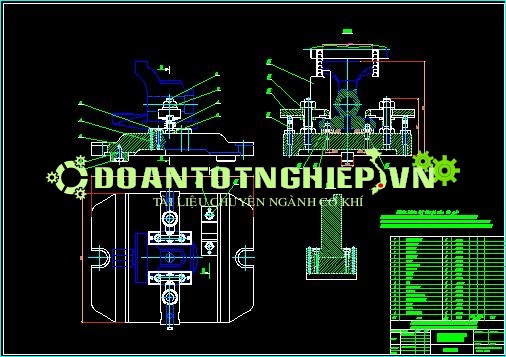
1-Phân tích sơ đồ gá đặt và yêu cầu kỹ thuật của nguyên công gia công hai mặt bên của chi tiết.
Như ta đã phân tích yêu cầu kỹ thuật của hai mặt bên của chi tiết, do vật để đạt được các yêu cầu kỹ thuật đó ta cần định vị chi tiết đủ 6 bậc tự do, dùng chuẩn tinh thống nhất trong quá trình gá đặt. Để định vị đu6 6 bậc tự do của chi tiết ta sử dụng các chi tiết định vị đã được tiêu chuẩn hoá như sau:
+ Mặt phẳng đáy định vị 3 bậc tự do và có Rz = 20 . Mặt phẳng này được dùng ta dùng là một phiến tỳ cố định có dạng vành khăn.
+ Hai lỗ trụ vuông góc với mặt đáy F9 có Rz = 2,5 hạn chế 3 bậc tự do còn lại, với cách kết hợp một chốt trụ ngắn và một chốt trụ chám.
Chuyển động cắt song song với mặt đáy, hướng của lực kẹp vuông góc với mặt phẳng định vị và vuông góc với chuyển động cắt




























