
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT KHỚP NỐI TRỤC RĂNG, hướng dẫn thiết kế đồ gá
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo máy,
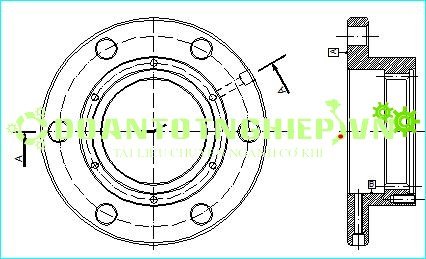
- Công dụng của chi tiết :
Khớp nối răng là chi tiết để nối và truyền Moment xoắn giữa các trục có sai lệch về vị trí ( do biến dạng đàn hồi của các trục ,sai số chế tạo và lắp ghép …) ,nhờ khã năng di động của các chi tiết cứng trong khớp nối ( do khe hở hướng kính và khe hở cạnh răng ..) nên có thể bù lại sai lệch giữa các trục .Nối trục răng còn gọi là nối trục bù
- Vị trí và điều kiện làm việc :
- Vị trí làm việc :khớp nối răng được lắp ở hai đấu của hai trục và được ghép với nhau bằng Bulong ở mặt bích
- Điều kiện làm việc :khớp nối răng dùng để truyền moment xoắn trong khi làm việc nên bị moment xoắn ,nếu có thay đổi chiều quay của trục trong khi làm việc thì chịu thêm tải trọng va đập
II .2 PHÂN TÍCH CÁC YÊU CẦU KỸ THUẬT VÀ TÍNH CÔNG NGHỆ :
- Khớp nối răng có dạng đĩa đường kính lớn nhất D = 185 (mm) , răng trong có dạng thân khai modul răng m = 2,5 số răng z = 36 răng .
- Độ nhám của các mặt không làm việc chỉ cần ở mức trung bình Rz = 20 mm , điều chỉnh ở các nguyên công khác để giảm bớt các nguyên công chính xác , giảm giá thành .
- Do yêu cầu mặt răng có độ cứng 35 ¸ 40 HRC nên phải có nguyên công nhiệt luyện bằng phương pháp tôi cao tần . Khi nhiệt luyện xong phải có nguyên công gia công sau nhiệt luyện nên quá trình công nghệ phức tạp
- Các bề mặt làm việc chính là mặt răng và mặt đầu A nên cần có độ chímh xác gia công cao , độ bóng cao.
- Vị trí của các lổ f16 và f 6 phân bố đều nên có thể dùng máy khoan ,có nhiều cần khoan một lần nâng cao được tính công nghệ .
- Kết cấu răng có vát mép nên ta có thể dùng phương pháp xọc hay chuốt để gia công mặt răng trong một cách dể dàng .
- Sau khi gia công chính xác mặt đầu A ta có thể dùng nó làm chuẩn tinh để gia công răng không bị sai số chuẩn .
- Kết cấu chi tiết đơn giản không có những bề mặt bậc 2 hay bậc 3 ,phù hợp với điều kiện sản xuất , trang thiết bị máy móc của nước ta .
- Gia công chi tiết cũng không có bề mặt nào dùng máy móc phức tạp .
- Các yêu cầu kỹ thuật phù hợp với điều kiện sản xuất và chế tạo phôi của nước ta
.II . 3 VẬT LIỆU THÉP C45 :
- Thành phần hóa học :
|
Mác thép |
C |
Cr |
Mn |
Si |
Ni |
sb |
|
ThépC45 |
0,42¸ 0,49 |
< 0,25 |
< 0,8 |
< 0,37 |
< 0,25 |
650 |
Thép C45 để chế tạo các chi tiết chịu tải trọng tĩnh & va đập cao , yêu cầu độ bền và độ dai cao .Đ ể tăng cơ tính có thể tôi va ram cao , từ các tính chất của thép C45 ,ta thấy Mác thép C45 là phù hợp không cần thay đổi vật liệu
III .1 XÁC ĐỊNH PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO :
Trong gia công cơ khí các dạng phôi có thể là : phôi đúc , phôi rèn , phôi dập ,phôi cán , và các loại vật liệu phi kim loại : gỗ , nhựa ,…phôi được chế tạo dưới dạng thổi ,tấm , hoặc ép thành những dạng chi tiết định hình .
Một Số Phương Pháp Chế Tạo Phôi:
|
Đúc |
Gia công áp lực |
||||||
|
K.cát |
K.kloại |
Ly tâm |
Ap lực |
Rèn |
Dập |
Cán |
|
|
Kim loại được nung nóng chảy ,được đổ vào khuôn sẽ điền đầy khuôn theo hình dạng và kích thước mong muốn , mẫu được chế tạo theo yêu cầu phù hợp với yêu cấu thiết kế |
K.loại nóng chảy được đổvào khuôn, khuôn quay tròn dưới tác dụng của lực li tâm ép váo thành khuôn và nguội đi ,theo hình dáng sản phẩm đã định sẳn |
Kl loại lỏng được đổ vào khuôn bằng thép dưới tác dụng của áp lực lớn kl điền đầy khuôn ,theo hình dáng sản phẩm |
Phù hợp với chi tiết dài, tròn |
Dập khối kim loại có hình dáng gần giống với hình dáng sản phẩm ,dập trong khuôn thành hình dáng sản phẩm |
Phù hợp với chi tiết tròn, có đường sinh không đổi |
||
|
CCX7 -phù hợp cho những chi tiết phức tạp, kích thước lớn |
CCX6 -khuôn tái sử dụng -độ chính xác cao độ bóng bề mặt cao |
Tỉ trọng cao , cơ tính tốt nhưng không đồng đều từ ngoài vào trong |
Đúc được các sản phẩm phức tạp , độ chính xác cao |
Các phương pháp gia công áp lực tạo phôi có chất lượng tốt , độ chính xác cao nhưng thường thích hợp cho sản xuất hành loạt hánh khối |
|||
- Kết Luận :
- Chi tiết dạng đĩa chế tạo bằng thép 45 ,sản xuất hàng loạt vừa ,ta nhận thấy nó thích hợp với phương pháp đúc Þ Chọn dạng phôi phương pháp đúc cho chi tiết Khớp Nối Răng .
- Để đáp ứng được các yêu cầu kỹ thuật tính năng suất và kinh tế ta dùng phương pháp chếtạo phôi đúc bằng khuôn cát với mẫu kim loại ,làm khuôn bằng máy.
- Cấp chính xác phôi : cấp II.
- Độ chính xác kích thước IT16 , độ nhám Rz=80mm .
- Bán kính góc luợn r = 3 (mm)
- Bán kính cạnh R = (a+b)/4 =11 (mm) ; (a = 17 , b = 27)
- Góc nghiêng thành phôi a = 20
- Góc lượn không ghi lấy r'=0,5
III.2 LƯỢNG DƯ TỔNG CỘNG CHO CÁC BỀ MẶT PHÔI :
Theo[1. Bg (31-3)] :
- Lượng dư mặt trên 4 (mm) .
- Lượng dư mặt dưới và mặt bên 3 (mm)
III.3 BẢNG VẼ PHÔI :..............................
3 CHỌN CHUẨN CÔNG NGHỆ:
Chẩn công nghệ là các bề mặt chi tiết dùng để định vị trong quá trình gia công ,lắp ráp ,đo lường .
Do phôi cần phải gia công các bề mặt , nên chuẩn công nghệ dùng ở nguyên công đầu tiên , nên dùng các bề mặt có lượng dư ít nhất để giảm khả năng thiếu lượng dư gia công .
Ơ đây ta chọn chuẩn công nghệ bằng chuẩn đo nên sai số chuẩn bằng không.
Độ chính xác là cao nhất khi dùng một chuẩn công nghệ cho tất cả các nguyên công .
IV . 4 TRÌNH TỰ CÁC NGUYÊN CÔNG & LỰA CHỌN PHƯƠNG ÁN GIA CÔNG:
4.2 Phương An 1 :
|
STT |
Nguyên công |
Mặt chuẩn định vị |
Mặt gia công |
Dạng máy công nghiệp |
|
1. |
Tiện thô |
1 - 8 |
11,23 |
Máy tiện |
|
2. |
Tiện thô |
11 - 23 |
1,3,4,18 |
Máy tiện |
|
3. |
Tiện bán tinh |
11 - 23 |
1,3,4,18 |
Máy tiện |
|
Tiện tinh |
11 - 23 |
1 , 4 |
Máy tiện |
|
|
4. |
Tiện bán tinh |
1 - 8 |
11,23 |
Máy tiện |
|
5. |
Khoan |
1 - 8 |
6 |
Máy khoan |
|
Khoét |
1 - 8 |
6 |
Máy khoan |
|
|
6. |
Khoan |
1 - 8 |
20 |
Máy khoan |
|
Tarô |
1 - 8 |
20 |
Máy khoan |
|
|
7. |
Khoan |
1 - 18 |
22 |
Máy khoan |
|
Khoan |
1 - 18 |
24 |
Máy khoan |
|
|
Tarô |
1 - 18 |
22 |
Máy khoan |
|
|
8. |
Xọc thô |
1 - 8 |
19 |
Máy xọc |
|
Xọc tinh |
1 - 8 |
19 |
Máy xọc |
4.2 Phương An 2 :
|
STT |
Nguyên công |
Mặt chuẩn định vị |
Mặt gia công |
Dạng máy công nghiệp |
|
1 . |
Tiện thô |
1 - 8 |
11 , 13 |
Máy tiện |
|
2 . |
Phay thô |
11 - 13 |
1 , 8 , 4 , 18 |
Máy phay |
|
Phay tinh |
11 - 13 |
1 ,4 |
Máy phay |
|
|
3 . |
Tiện bán tinh |
1 - 8 |
13 , 15 , 16 |
Máy tiện |
|
4 . |
Khoan |
1 - 3 |
6 |
Máy khoan |
|
Khoét |
1 - 3 |
6 |
Máy khoan |
|
|
5 . |
Khoan |
1 - 3 |
20 |
Máy khoan |
|
Tarô |
1 - 3 |
20 |
Máy khoan |
|
|
6 . |
Khoan |
1 - 18 |
22 |
Máy khoan |
|
Khoan |
1 - 18 |
24 |
Máy khoan |
|
|
Tarô |
1 - 18 |
22 |
Máy khoan |
|
|
7 . |
Xọc thô |
1 - 3 |
19 |
Máy xọc |
|
Xọc tinh |
1 - 3 |
19 |
Máy xọc |
Cả hai phương án đều có ưu nhược điểm ,
Ơ phương án một tất cả nguyên công tạo hình đều thực hiện trên máy tiện , còn phương án 2 có thêm máy phay , cho nên phương án 1 tuy nguyên công có dài hơn nhưng thực hiện trên máy tiện toàn bộ nên việc bố trí phân xưởng dễ dàng hơn ,chọn phương án 1 là thích hợp hơn .


























