
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT NẮP CHỈNH, hướng dẫn thiết kế đồ gá
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo máy,
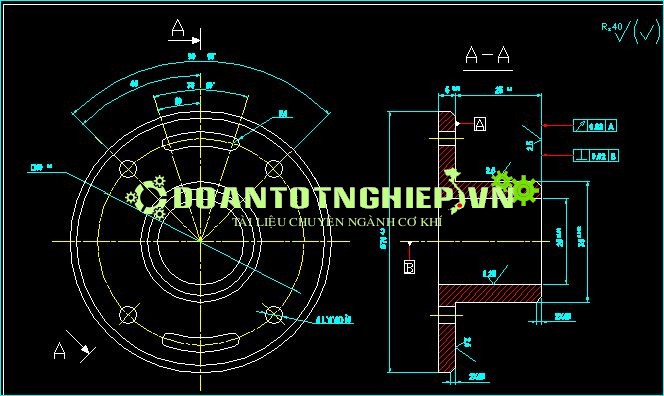
- Yêu cầu kỹ thuật:
- Chi tiết gia công có dạng tròn xoay bề mặt làm việc chính là lỗ f = 25mm.
- Vị trí tương quan
+ Độ không vuông góc giữa mặt đầu và đường tâm lỗ không quá 0,02mm.
+ Độ đảo mặt đầu và mặt bích không quá 0,02mm.
- Độ nhám bề mặt:
+ Lỗ có f = 25mm là bề mặt làm việc chính có độ nhám bề mặt yêu cầu Ra = 1.25mm.
+ Các bề mặt còn lại có độ nhám Ra = 2,5mm.
Với sản xuất hàng loạt vừa kết cấu chi tiết hợp lý, công nghệ cao. Hình dạng chi tiết đơn giản cho việc chế tạo phôi, dễ sử dụng đồ gá và gia công các bề mặt.
+ Vật liệu chế tạo chi tiết: Thép C45.
+ Các yêu cầu về vị trí tương quan giữa các bề mặt có thể kiểm tra dễ dàng bằng dụng cụ kiểm tra như đồng hồ so có độ chính xác 0,02.
- Chọn dạng phôi và phương pháp chế tạo phôi:
- Chi tiết có dạng tròn xoay đơn giản khối lượng nhỏ, vật liệu là thép C45 nên ta dùng phôi dập.
- Phương pháp chế tạo phôi:
Sử dụng phôi liệu ban đầu có tiết diện ngang tròn, có đường kính và chiều dài phù hợp sau khi đã tính lượng dư gia công. Phôi được dập trên máy rèn ngang để tạo thành phần có mặt bích. Phương pháp này có thể chồn được những vật có độ dài không quá (2,5 – 3)d.
- Tra lượng dư gia công:
Theo [1, trang 30, bảng 2.3], ta chọn lượng dư gia công cho các bề mặt như sau:
Lượng dư bề mặt (2), (4), (5), (7), (8): 1,5mm
Bán kính các góc lượn: R = 3mm
Góc thoát khuôn: 30
- Bản vẽ phôi:
Từ kích thước trên bản vẽ chi tiết ta có kích thước cho bản vẽ phôi là :
Kích thước phôi = kích thước chi tiết + kích thước lượng dư
Các góc lượn lấy R = 3 mm
Góc thoát khuôn lấy bằng 30
Dung sai kích thước phôi, theo [1, trang29, bảng 2.2] thì dung sai kích thước phôi: +0,7
-0,4
- Xác định kích thước phôi khởi thuỷ từ vật liệu cán:
Đường kính phôi 38mm
Chiều dài phôi 40mm
- Xác định trình tự gia công:
- Mục đích: Xác định trình tự gia công hợp lý nhằm đảm bảo độ chính xác về kích thước, vị trí tương quan và độ nhám các bề mặt theo yêu cầu đề ra.
-

- Đánh dấu bề mặt gia công:.......
- Chọn các phương pháp gia công các bề mặt phôi: Dựa vào yêu cầu đặc tính kỹ thuật ta chọn phương pháp gia công cho các bề mặt sau như : tiện, phay, khoan, khoét, doa…
- Chọn chuẩn công nghệ:
Chọn bề mặt 2 và 4 làm chuẩn thô để gia công thô bề mặt 7, 9, 1
Chọn bề mặt 1 và 9 làm chuẩn tinh để gia công thô các bề mặt 2, 3, 4, 5, 6
Chọn bề mặt 2 và 4 làm chuẩn tinh để gia công tinh 1
Chọn bề mặt 1 và 9 làm chuẩn tinh để gia công tinh các bề mặt 2, 3, 4, 5, 6
Chọn bề mặt 1 và 9 làm chuẩn tinh để gia công khoan 4 lỗ f5 (mặt 8), 4 lỗ f4 để phay hai rãnh cung (mặt 10)
Chọn bề mặt 4 và 5 làm chuẩn tinh để gia công phay hai rãnh 10
- Trình tự gia công các bề mặt của phôi:
Nguyên công 1: Chọn bề mặt 2 và 4 làm chuẩn thô để gia công bề mặt 7, 9, 1
Bước 1: Khoan lỗ 1
Bước 2: Khoét 1
Bước 3: Doa tinh 1
Bước 4: Tiện thô mặt 7
Bước 5: Tiện bán tinh mặt 7
Bước 6: Tiện thô mặt 9
Bước 7: Tiện bán tinh mặt 9
Nguyên công 2: Chọn bề mặt 1 và 9 làm chuẩn tinh để gia công các bề mặt 2, 3, 4, 5, 6
Bước 1: Tiện thô 2
Bước 2: Tiện bán tinh 2
Bước 4: Tiện thô 4
Bước 5: Tiện bán tinh 4
Bước 6: Vát mép 3
Bước 7: Tiện thô 5
Bước 8: Tiện bán tinh 5
Bước 9: Vát mép 6
Nguyên công 3: Chọn bề mặt 2 và 4 làm chuẩn tinh đê doa mỏng 1
Bước: Doa mỏng 1
Nguyên công 4: Chọn bề mặt 1, 9 làm chuẩn tinh để gia công các bề mặt 2, 4, 5
Bước 1: Tiện tinh mặt 2
Bước 2: Tiện tinh mặt 4
Bước 3: Tiện tinh mặt 5
Nguyên công 5: Chọn bề mặt 1 và 9 làm chuẩn tinh để gia công khoan 4 lỗ f5 (mặt 8) và phay hai rãnh cung (mặt 10)
Bước 1: Khoan 4 lỗ f5
Bước 2: Khoan 4 lỗ f4
Nguyên công 6: Phay hai rãnh cung 10
Tóm tắt các quá trình gia công trên bảng phương án công nghệ:
|
STT |
Tên nguyên công |
Bước nguyên công |
Bề mặt gia công |
Bề mặt định vị |
Máy |
|
1 |
Nguyên công 1 |
Khoan Khoét tinhDoa tinhTiện thôTiện bán tinh Tiện thô Tiện bán tinh |
1 1 1 7 7 9 9 |
2, 4 |
T616 |
|
2 |
Nguyên công 2 |
Tiện thô Tiện bán tinh Tiện thô Tiện bán tinh Vát mép Tiện thô Tiện tinh Vát mép |
2 2 4 4 3 5 5 6 |
1, 9 |
T616 |
|
3 |
Nguyên công 3 |
Doa mỏng |
1 |
2, 4 |
278 |
|
4 |
Nguyên công 4 |
Tiện tinh Tiện tinh Tiện tinh |
2 4 5 |
1, 9 |
T616 |
|
5 |
Nguyên công 5 |
Khoan lỗ f4 Khoan lỗ f5 |
10 8 |
1, 9 |
2A135 |
|
6 |
Nguyên công 6 |
Phay hai rãnh |
10 |
4,5 |
6H12 |
- Thiết kế nguyên công công nghệ:
- Ta đã chọn các tiến trình gia công, ở đây ta đi vào cụ thể gá lắp, chọn máy … cho từng nguyên công.
MỤC LỤC
Mục lục trang 1
Lời nói đầu 2
1. Xác định dạng sản xuất 3
2. Phân tích chi tiết gia công 3
2.1. Công dụng của chi tiết 3
2.2. Điều kiện làm việc 3
2.3. Yêu cầu kỹ thuật 3
3. Chọn dạng phôi và phương pháp chế tạo phôi 3
4. Xác định trình tự gia công 4
4.1. Đánh dấu bề mặt gia công 4
4.2. Chọn chuẩn công nghệ 4
4.3. Trìng tự gia công các bề mặt phôi 5
5. Thiết kế nguyên công công nghệ 6
5.1. Nguyên công 1 6
5.2. Nguyên công 2 7
5.3. Nguyên công 3 8
5.4. Nguyên công 4 9
6. Xác định lượng dư trung gian và kích thước trung gian 9
6.1 Dùng phương pháp phân tích 9
6.2. Dùng phương pháp tra bảng 11
7. Tính chế độ cắt bằng phương pháp phân tích 16
8. Tính chế độ cắt bằng phương pháp tra bảng 20
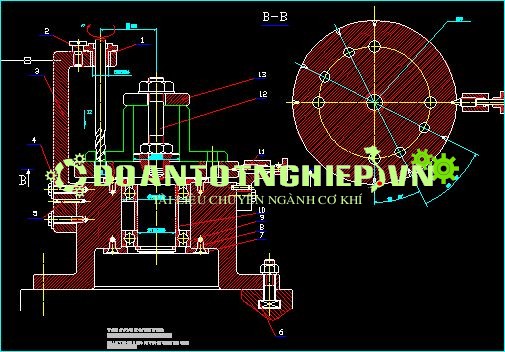
9. Thiết kế đồ gá công nghệ 20
9.1. Thành phần đồ gá 21
9.2. Nguyên lý hoạt động 22
9.3. Bảo quản đồ gá 22
Kết luận 23
Tài liệu tham khảo 24

























