
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT NẮP SAU QUẠT, hướng dẫn thiết kế đồ gá
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo máy,
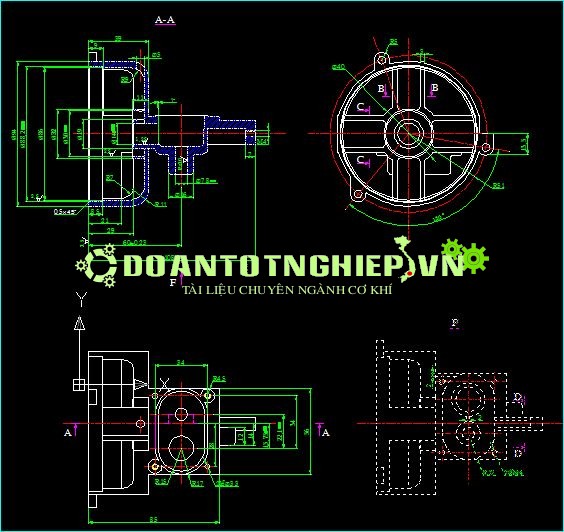
- ĐIỀU KIỆN LÀM VIỆC
Nắp sau quạt là một phần chi tiết của quạt , được lắp ghép đỡ trục rô to của quạt ,chi tiết này làm việc trong môi trường có sự mài mịn giữa trục quạt lổ của nắp. lổ làm việc chính l : O16+0.18 O7.8+0.09 v O88.2+0.022,O30+0.04
Hợp kim nhôm là hợp kim của nhôm với các kim loại khác như đồng , silíc, mangang, …loại hợp kim nhẹ, độ nóng chảy không cao lắm; do đó dễ nấu , luyện, đúc thành các chi tiết có hình dạng khc nhau được dễ dàng. Tính dẻo rất tốt nên có thể dùng các phương pháp gia công như rèn , dát, cán , kéo, cắt gọt thành những vật có hình dạng v kích thước khác nhau . Có khả năng chống mài mịn v ăn mịn cao, tính dẫn điện , dẫn nhiệt tốt.
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT NẮP SAU QUẠT, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết
MỤC LỤC
TÊN TRANG
LỜI NÓI ĐẦU 1
MỤC LỤC 2
NHẬN XÉT CỦA GIÁO VIÊN 6
CHƯƠNGI: PHÂN TÍCH SẢN PHẨM 7
- PHÂN TÍCH CHI TIẾT 7
- Điều kiện làm việc 7
- Phân tích vật liệu 7
II.PHÂN TÍCH YÊU CẦU KỸ THUẬT 8
- Độ chính xác về kích thước 8
- Về vị trí tương quan 22
- Về nhám bề mặt 23
CHƯƠNG II: XÁC ĐỊNH DẠNG SẢN XUẤT 24
- TÍNH KHỐI LƯỢNG CHI TIẾT 24
- XÁC ĐỊNH DẠNG SẢN XUẤT 26
- CHỌN PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI 27
- Chọn phôi 27
- Phương pháp chế tạo phôi 27
IV.SƠ ĐỒ ĐÚC 28
- XÁC ĐỊNH LƯỢNG DƯ GIA CÔNG 30
- TÍNH HỆ SỐ CHI PHÍ KIM LOẠI 31
CHƯƠNGIII: TRÌNH TỰ CÔNG NGHỆ 34
- NGUYÊN CÔNG I: CHUẨN BỊ PHÔI 34
- NGUYÊN CÔNG II: PHAY MẶT A 34
- NGUYÊN CÔNGIII: PHAY MẶT B 34
- NGUYÊN CÔNG IV: PHAY TINH MẶT A 34
- NGUYÊN CÔNG V: PHAY MẶT C 34
- NGUYÊN CÔNG VI: KHAON,KHOÉT,DOA O16+0.018 VÀ O7.8+0.09 34
- NGUYÊN CÔNG VII: TIỆN O88.2+0.022 VÀ KHOAN,KHOÉT,DOAO14+0.018 35
- NGUYÊN CÔNG VIII: TIỆN O19 ; O30 VÀ TIỆN MẶ ĐẦU O19 35
- NGUYÊN CÔNG IX: PHAY MẶT D 35
- NGUYÊN CÔNG X: KHOAN , TARÔ REN M4 35
- NGUYÊN CÔNG XI: KHOAN 4 LỖ O3.3; 2 LỖ O9 VÀ TARÔ REN M4 36
- NGUYÊN CÔNG XII: KHOAN LỖ O5 36
- NGUYÊN CÔNG XIII: KHOAN 3 LỖ O5 36
- NGUYÊN CÔNG XIV: TỔNG KIỂM TRA 36
CHƯƠNGIII: TÍNH TOÁN CHẾ ĐỘ CẮT 37
I. NGUYÊN CÔNG I: CHUẨN BỊ PHÔI 37
II. NGUYÊN CÔNG II: PHAY MẶT A 37
III. NGUYÊN CÔNGIII: PHAY MẶT B 38
IV. NGUYÊN CÔNG IV: PHAY TINH MẶT A 40
V. NGUYÊN CÔNG V: PHAY MẶT C 41
VI. NGUYÊN CÔNG VI: KHAON,KHOÉT,DOA O16+0.018 VÀ O7.8+0.09 42
VII. NGUYÊN CÔNG VII: TIỆN O88.2+0.022 VÀ KHOAN,KHOÉT,DOAO14+0.018 48
VIII. NGUYÊN CÔNG VIII: TIỆN O19 ; O30 VÀ TIỆN MẶ ĐẦU O19 57
IX. NGUYÊN CÔNG IX: PHAY MẶT D 60
X. NGUYÊN CÔNG X: KHOAN TARÔ REN M4 62
XI. NGUYÊN CÔNG XI: KHOAN 4 LỖ O3.3; 2 LỖ O9 VÀ TARÔ REN M4 64
XII. NGUYÊN CÔNG XII: KHOAN LỖ O5 67
XIII. NGUYÊN CÔNG XIII: KHOAN 3 LỖ O5 68
XIV. NGUYÊN CÔNG XIV: TỔNG KIỂM TRA 70
CHƯƠNGV: TÍNH TOÁN ĐỒ GÁ 71
- BIỆN LUẬN NGUYÊN CÔNG 71
- Nguyên công VI 71
- Nguyên công XI 77
II.PHÂN TÍCH CÁCH CHỌN ĐỊNH VỊ –CƠ CẤU ĐỒ GÁ 83
- Chọn định vị 83
- Cơ cấu đồ gá 83
- Cơ cấu kẹp chặt 84
- Cơ cấu dẫn hướng 84
III.TÍNH SAI SỐ CHO PHÉP CỦA ĐỒ GÁ 84
- Nguyên công VI 84
- Nguyên công XI 87
IV.CÁCH SỬ DỤNG ĐỒ GÁ 89
- Nguyên côngVI 89
- Nguyên công XI 89
V. CÁCH BẢO QUẢN ĐỒ GÁ 89
VI. KẾT LUẬN 89
TÀI LIỆU THAM KHẢO 91
























