
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT ỐNG DẪN, hướng dẫn thiết kế đồ gá
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo máy,
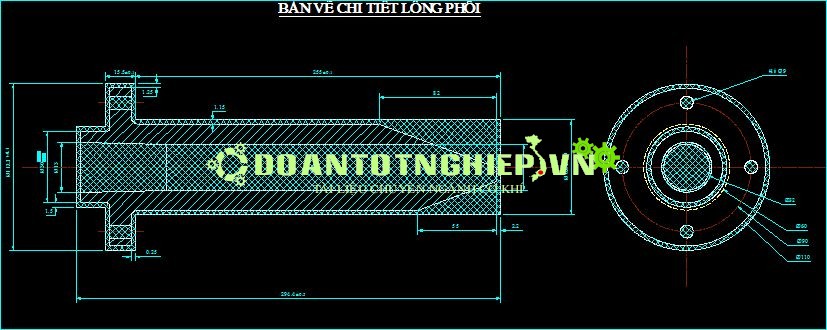
PHÂN TÍCH CHỨC NĂNG, NHIỆM VỤ VÀ TÍNH CÔNG NGHỆ CỦA CHI TIẾT
Chi tiết hoàn toàn có tính công nghệ cao để gia công trực tiếp, kết cấu chi tiết hoàn toàn đơn giản phù hợp và không phải thay đổi, trên chi tiết có một lỗ với đường kính 32 mm nhưng dài suốt chiều dài chi tiết 290 mm nên gây khó khăn khi gia công.
Chi tiết có một gờ với đường kính lớn đột biến nhưng lại có chiều dài nhỏ nên nếu chọn phôi đúc thì không tránh khổi hiện tượng có ứng suất dư xuất hiện dẫn đến hiện tượng chi tiết không bền khi làm việc, hơn nữa khi gia công chi tiết vẫn phải qua nguyên công tiện thô bề mặt trụ ngoài nên không thể rút ngắn các bước gia công, vì thế mà chọn phôi là phôi dập trên máy rèn ngang.
Các bề mặt làm việc của chi tiết hầu hết yêu cầu độ nhẵn bang không cao nên không cần gia công với chế độ đặc biệt, chỉ yêu cầu cao về độ chính xác hình học của chi tiết. Vì thế khi gia công nên chú ý chọn chuẩn cho phù hợp, và khi khoan , khoét lỗ đường kính 32 nên khoan làm 2 lần( có đảo đầu).
Để tăng năng suất, chi tiết có thể được gia công trên máy một trục chính nhiều dao.........
XÁC ĐỊNH DẠNG SẢN XUẤT
CHỌN PHƯƠNG PHÁP CHẾ TẠO PHÔI
I. Xác định dạng sản xuất.
Phương án công nghệ và trang thiết bị kèm theo của quá trình gia công phụ thuộc rất nhiều vào dạng sản xuất.
Chọn phương án xác định dạng sản xuất theo phương pháp gần đúng theo tài liệu hướng dẫn thíêt kế trang 30:
Số lượng chi tiết tổng cộng cần chế tạo trong một năm được xác định theo công thức sau:..................................
Tra theo bảng 2.6/31/TLHDTK có:
Khối lượng chi tiết từ 4 đến 200 kg, Sản lượng >5000 chiếc/năm nên dạng sản xuất là hàng khối.
II.Chọn phương pháp tạo phôi
Vật liệu phôi và phương pháp tạo phôi có ảnh hưởng lớn đến lượng dư gia công và trình tự các bước công nghệ.
Dựa trên sự phân tích tính công nghệ của chi tiết như trên, các chỉ tiêu kỹ thuật, chỉ tiêu kinh tế và tính linh hoạt trong sản xuất, nên chọn loại phôi đơn giản: phôi dập với độ chính xác không cần cao quá, vật liệu là thép 45X với độ chính xác thông thường. Đối với phôi dập, hiện tượng xuất hiện ứng suất dư là gần như không có, về tính chất cơ tính thì nó có khả năng tạo các thớ cơ uốn dọc theo chi tiết nên chi tiết có độ bền cao hơn là dùng các loại phôi khác khi gia công chế tạo chi tiết.
Các chi tiết dạng trục nhỏ dần về phía, vòng tròn, bạc và các chi tiết có lỗ thông hoặc không thông nên dập phôi trên máy rèn ngang có lực 1 - 4 MN ( theo bảng 3.17/191 sổ tay CNCTM tập I ) sẽ đạt được độ nhám bề mặt RZ 320 - 160 ( theo bảng 2.10/35 HDTK ĐACNCTM).
Trước khi thực hiện quá trình rèn và dập nóng kim loại ta phải làm sạch kim loại, cắt nhỏ từng phần, chọn chế độ nhiệt và thiết bị nung nóng.
Có nhiều phương pháp làm sạch kim loại như: thổi sạch bằng ngọn lửa ( nung nóng hoặc không nung nóng) , bằng máy búa hơi, bằng máy phay, bằng đá mài ( thường đắt gấp 2 hay 3 lần so với làm sạch bằng búa hơi), làm sạch bằng ngọn lửa nhưng không nung nóng thì giá thành giảm 30 - 40% so với làm sạch bằng búa hơi. Làm sạch bằng ngọn lửa có nung nóng thì giá thành tương đương công nghệ làm sạch bằng búa hơi.
Việc cắt kim loại thành nhiều phần nhỏ phù hợp được thực hiện trên các máy cưa, kéo cắt hơi đốt hay nhiều phương pháp khác.
PHÂN TÍCH QUÁ TRÌNH CÔNG NGHỆ LẬP THỨ TỰ CÁC NGUYÊN CÔNG, CÁC BƯỚC
Chi tiết ống dẫn 2 có thể gia công tại hầu hết các cơ sở sản xuất cơ khí hiện hành tại Hải Phòng và trong cả nước. Quy trình công nghệ gia công chi tiết loại này có thể có ở các nhà máy, cơ sở sản xuất, hoặc trong một số tài liệu chuyên ngành.
Các quy trình công nghệ đều được xây dung trên cơ sở điều kiện trang thiết bị, cơ sở hạ tầng, kinh tế, vốn, tổ chức sản xuất thực tế của cơ sở sản xuất.
- Nguyên công 1 : Phay mặt đầu và tạo lỗ tâm đồng thời cả hai đầu, chi tiết được định vị trên khối V hạn chế 4 bậc tự do và một mặt đầu hạn chế 1 bậc tự do.
Khi tiến hành phay phải đảm bảo kích thước chiều dài và
sai lệchvuông góc cho phép giữa mặt đầu và tâm chi tiết.
Khi khoan tạo lỗ tâm phải chú ý độ chính xác vị trí đánh dấu và sai số của lỗ tâm vì nó được dùng làm chuẩn gia công trong các nguyên công sau.
- Nguyên công 2 : Tiến hành tiện thô bề mặt trụ ngoài đạt độ nhẵn bề mặt có thể thấp nhưng phải đạt sai lệch cho phép về vị trí và hình dáng hình học của chi tiết để là chuẩn cho nguyên công sau.
Chuẩn định vị trong nguyên công này là các lỗ tâm và sau khi tiện
đảo đầu thì chuẩn định vị là bề mặt trụ ngoài và mặt đầu .
- Nguyên công 3 : Khoan-Khoét lỗ đường kính 32 và khoét lỗ côn, khi gia công lấy bề mặt trụ ngoài và mặt đầu của chi tiết làm chuẩn và tiến hành gia công làm hai lần, sau khi gia công xong một đầu tiến hành đảo đầu để khoan tiếp đầu còn lại tạo lỗ thông suốt.
- Nguyên công 4 : Tiện tinh đường kính ngoài lấy chuẩn là lỗ 32 và lỗ côn để đảm bả độ đồng tâm của bề mặt trụ ngoài và bề mặt lỗ đã gia công.
- Nguyên công 5 : Khoan 4 lỗ 9.
-
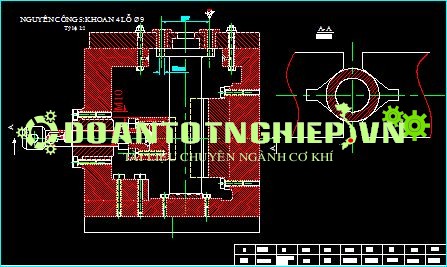
Khi khoan lấy chuẩn là bề mặt trụ ngoài và mặt đầu chi tiết.
Khi khoan dùng máy khoan cần, có sử dụng phiến và bạc dẫn khoan để đảm bảo
vị trí chính xác của 4 lỗ gia công .
- Nguyên công 6: Phay mặt vát 200 :
Khi phay mặt vát đầu tiên, phải đảm bảo vị trí không gian giữa mặt vát đang gia
công với 4 lỗ 9 nên ngoài việc lấy bề mặt trụ ngoài và mặt vai trục làm chuẩn
còn phải dùng thêm một lỗ 9 làm chuẩn, chi tiết bị hạn chế 6 bậc tự do.
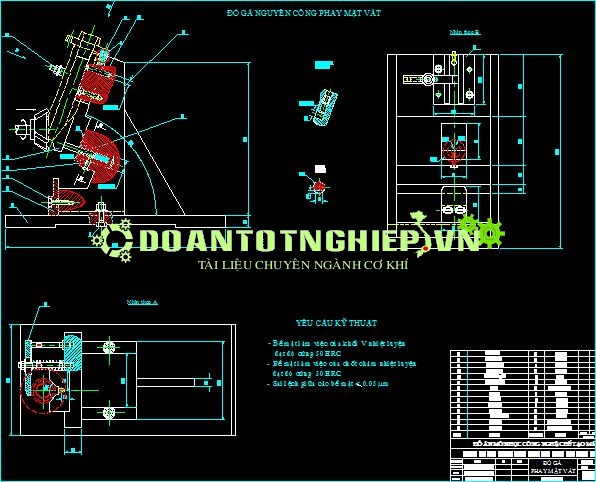
Sau khi gia công xong mặt vát thứ nhất thì tiếp tục gia công mặt vát thứ 2 và
ngoài trụ ngoài, gờ vai còn sử dụng luôn mặt vát thứ nhất làm chuẩn.
- Nguyên công 7 : Nguyên công kiểm tra .





























