
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT TAY BIÊN ĐỘNG CƠ, hướng dẫn thiết kế đồ gá TAY BIÊN ĐỘNG CƠ
đồ án môn học công nghệ chế tạo máy TAY BIÊN ĐỘNG CƠ, bài tập lớn công nghệ chế tạo máy TAY BIÊN ĐỘNG CƠ, thiết kế quy trình công nghệ gia công chi tiết TAY BIÊN ĐỘNG CƠ, hướng dẫn quy trình công nghệ chế tạo máy TAY BIÊN ĐỘNG CƠ,
PHẦN 1: PHÂN TÍCH CHI TIẾT GIA CÔNG
1.Công dụng của chi tiết :
- Chi tiết tay biên động cơ là chi tiết dạng càng.
- Trong tất cả các loại máy móc từ máy công cụ ,máy phát động lực , máy làm rừng ,máy đi biển,xe máy ô tô….đến các máy chuyên dùng đều có các chi tiết dạng càng.
- Chi tiết thường có chức năng biến chuyển động thẳng của chi tiết này thành chuyển động quay của chi tiết khác.
-
2. Vật liệu chi tiết :
- Vật liệu khuôn rèn FS rèn khuôn là phương pháp biến dạng dẻo kim loại trong lòng khuôn dưới tác dụng của lục rèn. Kim loại biến dạng bị hạn chế trong lồng khuôn dưới áp lực và nhiệt độ cao hoặc nhiệt độ bình thường để tạo ra hình dạng và kích thước theo yêu cầu lực biến dạng có thể lực động hay lực tĩnh phôi bị biến dạng mong muốn của vật rèn. Phôi điền đây khuôn đến khe hở cuối cùng dưới áp lực cao.
Đặc điểm :
- Độ chính xác về kích thước hình học cao.Chất lượng bề mặt cao.
- Lượng dư gia công cắt gọt nhỏ tiết kiệm vật liệu hơn.
- Không phụ thuộc vào tay nghề công nhân.
- Dễ cơ khí và tự động hoá.
3. Phân tích tính công nghệ trong kết cấu của chi tiết:
- Với chi tiết cho như bản vẽ, về kết cấu đã được đơn giản hóa gần như hoàn thiện. Với kết cấu đơn giản như vậy ta nên chọn phương pháp tạo phôi là rèn trong khuôn.
- Các bề mặt gia công chủ yếu là các bề mặt lỗ và bề mặt phẳng. Nên sử dụng các phương pháp gia công phổ biến như phay, khoan, khoet, doa …Vì những phương pháp này cho năng suất cao.
- Về cơ bản, tất cả các bề mặt gia công thì dụng cụ cắt đều có thể tiếp cận được khá là dễ dàng. Các bề mặt lỗ có thể dễ dàng gia công để đạt độ chính xác cao bằng phương pháp doa.
4.Phân tích độ chính xác gia công:
a) Phân tích độ chính xác về kích thước.
- Từ bản vẽ chi tiết đã cho ta có:
- Kích thước 195:
- Kích thước danh nghĩa 195
- Dung sai 195+0,029
- Cấp chính xác IT11,độ nhám Ra= 6.3
- Kích thước 30+0,13: ,
- Kích thước danh nghĩa 30
- Dung sai kích thước 30+0,13
- Cấp chính xác IT = 11, độ nhám Ra = 6.3
- Kích thước R21+0,025:
- Kích thước danh nghĩa 21
- Dung sai kích thước R21+0,025
- Có cấp chính xác IT7 ,độ nhám Ra = 0.32
- Kích thước 28+0,13 :
- Kích thước danh nghĩa 28
- Dung sai kích thước 28+0,13
- Cấp chính xác IT11,độ nhám Ra= 6.3
- Kích thước Þ22+0,021 :
- Kích thước danh nghĩa 22
- Dung sai kích thước Þ22+0,021
- Có cấp chính xác IT7 ,độ nhám Ra= 0.32
- Kích thước Þ6+0,06:
- Kích thước danh nghĩa 6
- Dung sai kích thước Þ6+0,06
- Có cấp chính xác 12,độ nhám Ra=6.3
- Kích thước Þ4+0,06 :
- Kích thước danh nghĩa 4
- Dung sai kích thước Þ4+0,06
- Có cấp chính xác IT12 ,độ nhám Ra=6.3
- Kích thước không chỉ dẫn:
- Kích thước 62±0,95: là kích thước khoảng cách xác định giữa hai bề mặt không qua gia công nên có cấp chính xác 16.Ta được es = +0.95; ei = -0.95
=> IT = es – ei = 0.95 – (-0.95) = 1,3mm = 1300 m .
- Kích thước 12±0,55: là kích thước khoảng cách xác định giữa hai bề mặt không qua gia công nên có cấp chính xác 16.Ta được es = 0,55 ; ei = - 0,55
=>IT = es – ei = 0.55 - (-0.55)=1,1mm = 1100 m
b) Phân tích cấp chính xác về hình dáng hình học.
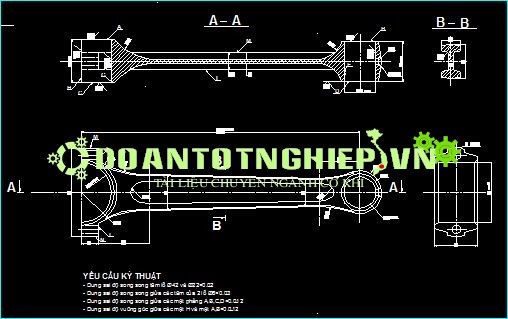
- Dung sai độ song song tâm lỗ Þ42 và Þ22 ≤ 0,02.
- Dung sai độ song song giữa các tâm của 2 lỗ Þ6 ≤ 0,03.
- Dung sai độ song song giữa các mặt phẳng A, B, C, D ≤ 0,012.
- Dung sai độ song song giữa các mặt H và mặt A,B ≤ 0,012.
c) Độ chính xác về tính chất cơ lí.
- Mặt G lỗ R21+0,025 có độ nhám bề mặt Ra = 0,32. Bảng tra 1.4 (trang 4, tài liệu dung sai lắp ghép) ta cấp chính xác cấp 7.
- Mặt lỗ E Þ22+0,021 có độ nhám Ra = 0.32. Bảng tra 1.4 (trang 4, tài liệu dung sai lắp ghép) ta có cấp chính xác cấp 7.
- Các mặt phẳng A,B,C,D có độ nhám bề mặt Ra= 6.3. Bảng tra 1.4 (trang 4, tài liệu dung sai lắp ghép) ta có cấp chính xác 11.
5.Xác định sản lượng năm:
5.1. Tính trọng lượng chi tiết.
Ta tiến hành chia chi tiết ra nhiều phần nhỏ để tính toán, sau đó tổng các thể tích đó lại, ta được trọng lượng của chi tiết.
Gọi là tổng thể tích của các thể tích nhỏ được chia trên chi tiết. Sau đây là thể tích từng phần:
V1 = Vhcn = = = 1200 mm3 .
V2 = Vhình thang = = = 2307.5 mm
V3 = V = = = 42553.28 mm3
V4 = V = = = 79128 mm3
V5 = 2V = = = 2712.96 mm3
V6 = 1/2V = = = 20771.1 mm3
V7 = V = = 50 mm3
Vaäy = V1 + V2 = 1200 + 2307.5 = 3507.5 mm3
= V3 + V4 + V5 + V6 +V7 = 42553.28 + 79128 + 2712.96 + 20771.1 + 50 = 145215.34 mm3
Thể tích của chi tiết:
V = – = 3507.5+145215.34 =48722.84 mm3
=0.04872284 dm3
=> trọng lượng chi tiế :
G = 7,85 0.04872284 = 0.44 kg/dm3
Trong đó là trọng lượng riêng của thép
V là thể tích của chi tiết.
G là trọng lượng của chi tiết.
5.2.Sản lượng chế tạo trong 1 năm
Mục đích cuả phần này là xác định hình thức tổ chức sản xuất, để từ đó cải thiện công nghệ của chi tiết.
Để thực hiện việc này trước hết ta cần xác đinh sản lượng chi tiết chế tạo trong 1 năm.
Gọi N là số sản lượng chi tiết chế tạo trong 1 năm.
Với dạng sản xuất hàng loạt vừa, tra bảng 1-1 trang 19 tài liệu công nghệ CT máy ta được sản lượng chi tiết chế tạo trong 1 năm N= 320 chi tiết/năm.
Vì dạng sản xuất hàng loạt vừa nên xác định nhịp sản xuất theo công thức:
T= phút
Trong đó f : tổng thời gian làm việc tính trong 1 năm. f = 20. 360 =7200 giờ.
Mục đích của việc xác định nhịp sản xuất là xác định số lượng máy hoặc dây chuyền cần thiết cho việc gia công cân đối với thời gian tại nguyên công và tổ chức sản xuất sao cho hợp lí.
T = = 1350 phút
PHẦN II: CHỌN PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI
1.Để chọn loại phôi ta căn cứ vào hai yếu tố sau:
– Vật liệu chế tạo chi tiết.
– Điều kiện làm việc của chi tiết và các yêu cầu về cơ lí tính.
Theo bản vẽ chế tạo thì chi tiết được gia công là thép hợp kim. Đay là loại vật liệu cứng, biến dạng dẻo. Mà các phương pháp chế tạo phôi hiện nay gồm có: đúc khuôn cát, dập, rèn khuôn, đúc trong khuôn kim loại, đúc áp lực, đúc trong khuôn mẫu nóng chảy, đúc li tâm…Trong trong các phương pháp trên, phương pháp rèn khuôn đảm bảo yêu cầu kỹ thuật về chi tiết làm việc liên tục kéo dài chịu lực tốt và cơ tính cao .Vì vậy ta chọn phương pháp rèn khuôn là tốt nhất.
2.Phương pháp chế tạo phôi.
Để chon phương pháp chế tạo phôi ta căn cứ vào các yếu tố sau:
– Hình dạng kích thước của chi tiết máy.
– Sản lượng hoặc dạng sản xuất.
–Điều kiện sản xuất của xí nghiệp.
a) Chon mẫu
– Chọn mẫu kim loại thường dùng cho sản xuất hàng loạt vừa trở lên.
b) Chọn mặt phân khuôn.
– Mặt phân khuôn phải đi qua tiết diện thuận lợi nhất của mẫu để lấy mẫu ra khỏi khuôn dễ dàng.
– Mặt phân khuôn phẳng, số mặt phân khuôn cần ít nhất.
c) Số hòm khuôn.
– Dùng hai hòm khuôn để tiện việc lấy mẫu và rót kim loại vào khuôn.
3. Xác định lượng dư tổng cho các bề mặt phôi.
Lượng dư gia công của vật rèn bằng thép, cấp chính xác khi đúc.
+ Mặt A,B :2.5 mm
+ Mặt C,D : 2.5 mm
+ Các mặt khi rèn : 3 mm
(Các trị số trên được tra trong bảng 28-1 tài liệu sổ tay thiết kế Công Nghệ Chế Tạo Máy)
- Phôi sau khi được rèn xong làm nguội cắt bỏ phần ba ria làm sạch bề ngoài của phôi.
Bản vẽ sơ đồ rèn khuôn
PHẦN III:THIẾT KẾ QUI TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT
1.Xác định đường lối sản xuất công nghệ
Trong dạng tán hoặc tập rung nguyên công. Theo nguyên tắc phân tán nguyên công thì qui trình công nghệ được chia ra các nguyên công đơn giản có thời gian như nhau.
Ở đây mỗi máy thực hiện một nguyên công nhất định, đồ gá được sử dụng là đồ gá chuyên dùng.
2. Chọn phương pháp gia công.
Đối với dạng sản xuất hàng loạt vừa và hàng loạt lớn muốn chuyên môn hóa cao để có thể đạt năng suất cao trong điều kiện sản xuất Việt Nam thì đường lối công nghệ thích hợp nhất là phân tán nguyên công( ít bước công nghệ trong một nguyên công). Ở đây ta dùng máy vạn năng kết hợp với đồ gá chuyên dùng và các máy chuyên dùng để chế tạo.
Sauk hi phân tích kĩ chi tiết ta bắt đầu phân chia các bề mặt gia công và chọn phương pháp gia công thích hợp để đạt độ chính xác về kích thước và độ nhám theo yêu cầu.
3.Chọn chuẩn công nghệ.
Chuẩn công nghệ là bề mặt chi tiết được dùng để định vị chi tiết trong quá trình gia công, lắp ráp, sửa chữa. Việc chọn chuẩn công nghệ thích hợp tạo điều kiện thuận lợi cho việc thực hiện các nguyên công dễ dàng, nhanh chóng và chính xác đảm bảo yêu cầu kĩ thuật và chỉ tiêu kinh tế.
Xác định chuẩn thô: là chuẩn xác định trên những bề mặt chưa qua gia công cắt gọt, việc chọn chuẩn thô phải đảm bảo phân bố đủ lượng dư cho bề mặt gia công và đảm bảo độ chính xác cần thiết về vị trí tương quan giữa các bề mặt với nhau. Chọn chuẩn thô phải tuân thủ 5 nguyên tắc chọn chuẩn thô.
Xác định chuẩn tinh: là chuẩn xác định trên những bề mặt đã qua gia công cắt gọt. Việc chọn chuẩn tinh phải tuân thủ 5 nguyên tắc chọn chuẩn tinh.
Sau khi xác định chuẩn thô, chuẩn tinh phù hợp, tiến hành lập trình tự gia công nhằm đảm bảo yêu cầu kĩ thuật, tính kinh tế, nâng cao năng suất nhờ vào việc giảm thời gian gia công, thời gian phụ.
Sản xuất hàng loạt vừa, qui trình công nghệ được xác đinh theo nguyên tắc phân.
4.lập quy trình công nghệ.
+ Nguyên công I:
-Chuẩn bị phôi cắt bỏ những phần dư ủ phôi và làm sạch phôi.kiểm tra cách kích thước của phôi.
+ Nguyên công II:
– Phay thô mặt H
° Định vị mặt A: 3 bậc
° Định vị cung tròn R15: 2 bậc
° Định vị mặt N : 1 bậc
° Máy phay 6H12
° Dao phay mặt đầu gắn hợp kim cứng BK6.
+ Nguyên công III:
- Khoan 2 lỗ Þ6
° Định vị mặt H: 3 bậc
°Định vị mặt A: 2 bậc
° Định vị mặt N: 1 bậc
° Máy phay: 2A55
° Muỗi khoan thép gió Þ6
+ Nguyên công IV:
- Lấp ghép tay biên động cơ với nấp tay biên động cơ ở xưởng
+ Nguyên công V :
– Phay mặt A,C
° Định vị mặt T: 3 bậc
° Định vị đường tròn R15: 2 bậc
° Định vị mặt N : 1 bậc
° Máy phay 6H82
° Dao phay đĩa 3 mặt cắt
+ Nguyên công VI :
– Phay mặt B,D
° Định vị mặt A: 3 bậc
° Định vị đường tròn R15: 2 bậc
° Định vị mặt N : 1 bậc
°Máy phay6H82
° Dao phay đĩa 3 mặt cắt
+ Nguyên công VII :
– Khoan khoét doa lỗ Þ22 khoét doa lỗ Þ42
° Định vị mặt A: 3 bậc
° Định vị đường tròn R15: 2 bậc
° Định vị mặt N : 1 bậc
° Máy phay 2A55
° Dao khoan thép gió P18 dao khoét dao hợp kim cứng BK8
+ Nguyên công VII :
– Khoan khoét doa lỗ Þ4 khoét doa lỗ Þ8
° Định vị mặt C: 3 bậc
° Định vị mặt N: 1bậc
° Định vị lỗ Þ22 : 2 bậc
° Máy phay 2A55
° Dao khoan thép gió P18
+ Nguyên công VIII
– Tổng kiểm tra.
PHẦN VI: BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ
* Biện luận chung :
– Sự sắp xếp các nguyên công có ảnh hưởng đến chất lượng sản phẩm, ảnh hưởng đến quá trình gia công. Chính vì thế thứ tự các nguyên công cần được sắp xếp hợp lí. Trong quá trình công nghệ gia công tấm khuôn chính được sắp xếp như sau:
° Chuẩn bị phôi
° Phay thô tinh mặt H
° Khoan 2 lỗ Þ6
.............................................................


























