
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT TAY BIÊN MÁY BÀO NHẬT, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết

PHẦN I: PHÂN TÍCH CHI TIẾT GIA CÔNG
- Phân tích chức năng và điều kiện làm việc của chi tiết gia công
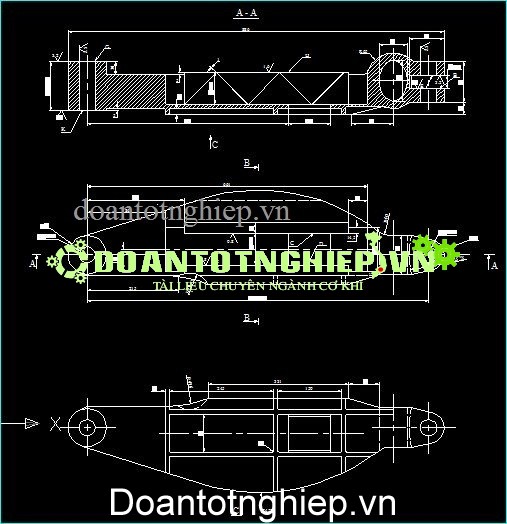
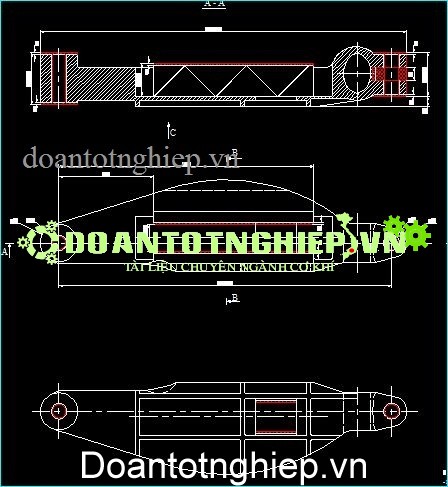
- Dựa vào bản vẽ ta thấy chi tiết có dạng càng, có nhiệm vụ biến chuyển động quay tròn của bánh răng lệch tâm thành chuyển động tính tiến trong máy bào. Chi tiết làm việc chủ yếu ở các bề mặt Ø38+0.025 , rãnh kích thước 32+0.06 và rãnh kích thước 75+0.03
+ 1 lỗ Ø38+0.025 lắp ghép với trục để cố định vị trí
+ 1 lỗ Ø38+0.025 lắp ghép với chốt để nối với chi tiết khác
+ Rãnh 32+0.06 lắp ghép với 1 chi tiết khác để truyền chuyển động thông qua chốt ở lỗ Ø38+0.025
+ Rãnh 75+0.03 có nhiệm vụ làm rãnh trượt cho thanh lắp lệch tâm trên bánh răng trượt lên xuống để tạo biến đổi chuyển động
- Chi tiết khi làm việc chịu lực va đập lớn, do đó các bề mặt làm việc cần được gia công chính xác, đạt độ bóng theo yêu cầu kỹ thuật trên bản vẽ chi tiết, ngoài ra các bề mặt làm việc còn phải được bôi trơn đầy đủ để giảm ma sát, yêu cầu đối với cái bề mặt:
+ Bề mặt lỗ Ø38+0.025 là bề mặt lắp ghép nên phải gia công đạt độ nhám Ra = 2.5
+ Bề mặt 32+0.06 là bề mặt khi làm việc có tiếp xúc với bề mặt của chi tiết khác nên phải gia công đạt cấp độ nhám Ra = 3.2
+ Bề mặt 75+0.03 khi làm việc sẽ có chi tiết khác trượt lên và là bề mặt làm việc quan trọng nhất của chi tiết, nên cần đảm bảo gia công đạt độ nhám Ra = 0.8
- Ngoài ra, chi tiết có 2 lỗ ở 2 đầu, có lắp ghép với chi tiết khác, chúng có tương quan về vị trí với nhau, nên cần đảm bảo độ chính xác về kích thước 804±0.07, là kích thước giữa tâm 2 lỗ.
+ Và khi làm việc, rãnh 75+0.03 và Ø38+0.025 có tương quan về vị trí với nhau, nên kích thước 13+0.018 là khoảng cách giữa tâm của rảnh 75+0.03 với tâm 2 lỗ Ø38+0.025 cũng là 1 kích thước quan trọng cần được đảm bảo về dung sai kích thước
-
Phân tích độ chính xác của chi tiết gia công
- Vật liệu:
Là chi tiết chịu va đập, bền và chịu mài mòn nên ta chọn gang xám để chế tạo chi tiết, cụ thể là gang GX 21- 40
- Độ chính xác gia công
Là 1 chi tiết có lắp ghép trong 1 cụm chi tiết khác, nên các kích thước của nó cần đảm bảo độ chính xác về kích thước, về hình dáng hình học, về vị trí tương quan cũng như chất lượng bề mặt của chi tiết.Vậy để đảm bảo các yếu tố đó, thì chi tiết cần đạt những yêu cầu sau:
- Độ chính xác về kích thước:
+ Kích thước Ø38+0.025
· Dung sai IT = ES – EI = 0.025
· Sai lệch trên ES = 0.025
· Sai lệch dưới EI = 0
Tra bảng 1.4 trang 11 sổ tay dung sai lắp ghép, tao có CCX 7
Tra bảng 1.14 trang 34 sổ say dung sai lắp ghép, ta có SLCB là H
· Kết luận: kích thước Ø38+0.025 có SLCB và CCX là: Ø38H7
+ Kích thước 75+0.03
· Dung sai IT= ES – EI = 0.03
· Sai lệch trên ES = 0.03
· Sai lệch dưới EI = 0
Tra bảng 1.4 trang 11 sổ tay dung sai lắp ghép, tao có CCX 7
Tra bảng 1.14 trang 34 sổ say dung sai lắp ghép, ta có SLCB là H
· Kết luận: kích thước 75+0.03 có SLCB và CCX là: 75H7........................................................................
PHẦN II: PHÂN TÍCH PHƯƠNG PHÁP CHẾ TẠO PHÔI
2.1. Chọn vật liệu phôi
Từ phân tích trên ta có:
- Vật liệu liệu chế tạo phôi là gang xám, có kí hiệu : GX 21- 40
- Có thành phần hóa học (đơn vị %) như sau:
|
C |
Si |
Mn |
P ≤ |
S≤ |
|
3.2 –3.4 |
1.4 – 2.2 |
0.75 – 1 |
0.2 |
0.15 |
- Cơ tính
+ Đạt độ cứng: HB= 220 – 250(kG/mm2)
+ Giới hạn bền kéo sb = 21 (kG/mm2)
+ Giới hạn bền uốn su = 40 (kG/mm2)
- Công dụng: Cơ tính của gang khá cao, nên được dùng để chế tạo các chi tiết chịu va đập, chịu mài mòn và chịu nhiệt tốt; Ví dụ như: các than máy, vỏ hộp tốc độ, bánh răng….
2.2. Chọn phương pháp chế tạo phôi
* Phân tích phương pháp chế tạo phôi
Chọn phôi nghĩa là chọn loại vật liệu chế tạo, phương pháp hình thành phôi, xác định lượng dư gia công cho các bề mặt, tính toán kích thước và quyết định dung sai cho quá trình chế tạo phôi.
- Vật liệu chế tạo phôi là gang xám GX 21 – 40
- Ta chọn phương pháp chế tạo phôi là phương pháp đúc
- .Đúc trong khuôn cát
- Ưu điểm
+ Đúc chi tiết có kích thước và khối lượng bất kì
+ Đúc chi tiết có kết cấu bên trong phức tạp
+ Rẻ tiền, dùng cho sản xuất hàng loạt vừa và nhỏ
- Nhược điểm:
+ Tốn nhiều thời gian làm khuôn
+ Vật đúc kém chính xác
+ Vật đúc dể bị biến trắng
- Phạm vi sử dụng:
+ Dùng trong sản xuất hàng loạt vừa và nhỏ.
+ Đúc được chi tiết có kích thước và khối lượng lớn
- Đúc trong khuôn kim loại
- Ưu điểm
+ Khuôn được dùng nhiều lần
+ Độ bóng và chính xác cao
+ Tiết kiệm thời gian làm khuôn và vật liệu làm khuôn
+ Cơ tính vật liệu tốt
- Nhược điểm:
+ Không đúc được chi tiết có kết cấu phức tạp
+ Giá thành đắt
- Phạm vi sử dụng:
+ Dùng trong sản xuất hàng loạt vừa trở lên
+ Đúc được chi tiết có khối lượng nhỏ hơn 12kg
2.2.3. Đúc áp lực
- Ưu điểm:
+ Độ bóng và độ chính xác vật đúc cao
+ Khả năng điền đầy vật đúc tốt
+ Có cơ tính cao, năng suất cao
- Nhược điểm:
+ Không dùng lõi vì vậy không đúc được các chi tiết có hình dáng phức tạp bên trong
+ Khuôn mau mòn do chịu nhiệt độ và áp lực cao
+ Giá thành cao.................................................................................................................
PHẦN III. THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT
3.1. Đường lối công nghệ
Với chi tiết là giá đỡ máy bào và dạng sản xuất là hàng loạt vừa trong điều kiện trang thiết bị máy móc tự chọn nên ta chọn phương pháp phân tán nguyên công và gia công tuần tự các bề mặt.

3.2. Lập tiến trình công nghệ
Nguyên công I: Chuẩn bị phôi
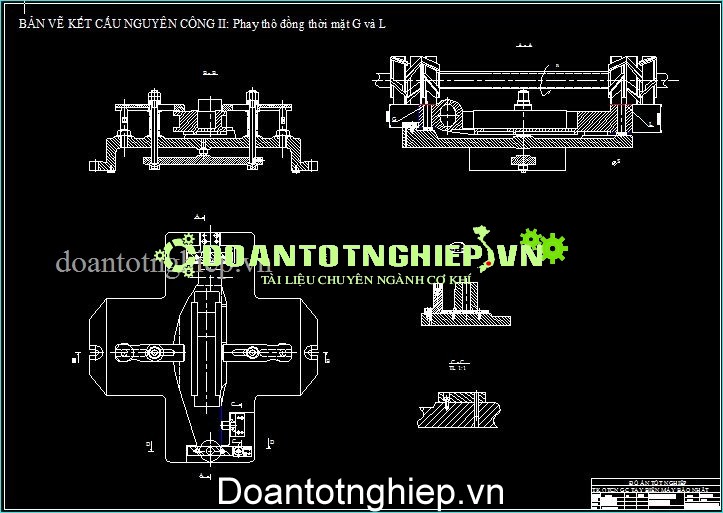
Nguyên công II: Phay thô đồng thời mặt G và mặt L
Nguyên công III: Phay thô đồng thời mặt K và mặt F
Nguyên công IV: Phay tinh đồng thời mặt G và mặt L
Nguyên công V: Phay tinh đồng thời mặt K và mặt F
Nguyên công VI: Khoét – Doa I Ø38
Nguyên công VII: Khoét – Doa J Ø38
Nguyên công VIII: Phay thô mặt H
Nguyên công IX: Phay tinh mặt H
Nguyên công X : Phay tinh mỏng mặt H
Nguyên công XI : Phay thô mặt C
Nguyên công XII: Phay tinh mặt C
Nguyên công XIII: Phay thô mặt D
Nguyên công XIV: Phay tinh mặt D
Nguyên công XV: Phay thô đồng thời mặt B và mặt E
Nguyên công XVI: Phay tinh đồng thời mặt B và mặt E
Nguyên công XVII: - Xọc rãnh 1mm
- Xọc rãnh 1mm
- Xọc rãnh 1mm
- Xọc rãnh 1mm
- Xọc rãnh 1mm
- Xọc rãnh 1mm
Nguyên công XVIII: - Xọc rãnh 1mm
- Xọc rãnh 1mm
- Xọc rãnh 1mm
- Xọc rãnh 1mm
Nguyên công XIX: Mài mặt C
Nguyên công XX : Mài mặt D
Nguyên công XXI: Kiểm tra yêu cầu kỹ thuật
3.3. Biện luận quy trình công nghệ
Nguyên công II: Phay thô đồng thời mặt G và mặt L
- Định vị
- Định vị mặt K và mặt F: 3 bậc tự do bằng phiến tỳ
- Định vị mặt trụ Ø74: 2 bậc tự do bằng khối V ngắn cố định
- Định vị mặt A: 1 bậc tự do bằng chốt tỳ khía nhám
- Chọn máy
Để gia công thô đồng thời mặt G và L, ta chọn máy 6H82 có các thông số như sau:
- Công suất động cơ chính: 7 kW
- Công suất động cơ chạy dao: 1.7kW
- Số cấp tốc độ trục chính: 18
- Phạm vi tốc độ trục chính: 30 – 1500 vòng/phút
- Dịch chuyển lớn nhất của bàn máy
+ Dọc: 700mm
+ Ngang: 260mm
+ Thẳng đứng: 320mm
- Kích thước phủ bì của máy: dài x rộng x cao: 2440 x 2440 x 2350 (mm)
Tra bảng 9.38 trang 73 và 74 sổ tay công nghệ chế tạo máy 3
- Chọn dao
Để phay thô đồng thời mặt G và L , ta chọn dao phay trụ chắp răng có thông số
- D = 200mm
- L = 200mm
- d = 60
- z = 12
- Vật liệu dao: Thép gió
Tra bảng 5-79b/366 sổ tay công nghệ chế tạo máy 1
- Lượng dư
Lượng dư khi phay thô đồng thời mặt G và L: t = 4mm
- Chế độ cắt
- Chiều sâu cắt: t = 4mm
- Lượng chạy dao:.............................................................................
PHẦN IV: TÍNH TOÁN VÀ THIẾT KẾ ĐỒ GÁ ĐỒ GÁ KHOÉT – DOA
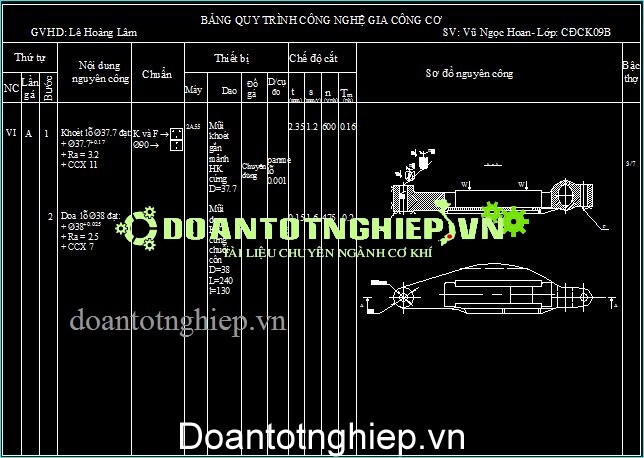
- Phân tích yêu cầu kỹ thuật nguyên công khoét – doa lỗ Ø38
Chi tiết sau khi gia công, có yêu cầu:
- Độ vuông góc giữa lỗ và mặt phẳng định vị nhỏ hơn 0.02
- Độ tròn lỗ phải nhỏ hơn 0.012
- Độ chính xác về kích thước đạt Ø38+0.025
- Xác định phương pháp định vị và kẹp chặt
- Để gia công lỗ đạt độ chính xác về kích thước, hình dáng hình học và độ bóng theo yêu cầu, ta chọn 2 bước khoét lỗ Ø37.7 bằng mũi khoét gắn mảnh hợp kim và doa lỗ Ø38 bằng mũi doa hợp kim cứng chuôi côn
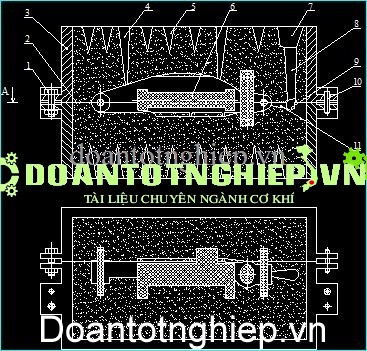
- Ở nguyên công này, ta định vị như sau:
+ Định vị mặt đáy 3 bậc tự do: khử chuyển động quay theo Ox, Oy và tịnh tiến theo Oz
+ Định vị trụ Ø90 2 bậc tự do: khử chuyện động tính tiến theo Ox, Oy
- Sự dụng mỏ kẹp dạng thanh trượt, cơ cấu kẹp liên động
- Xác định chi tiết định vị và kẹp chặt
- Để định vị mặt đáy 3 bậc tự do, ta sử dụng 2 bản đỡ xiên được gắn trên thân gá. Bề mặt làm việc bản đở nhiệt luyện đạt độ cứng 55-60HRC. Sau khi lắp lên thân gá được mài lại.
.
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT TAY BIÊN MÁY BÀO NHẬT, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết























