
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT TAY ĐÒN KÉO ĐĨA ÉP LI HỢP, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết
-
PHÂN TÍCH SẢN PHẨM:
-
Phân tích vật liệu sản phẩm :
- Giải thích ký hiệu: GX 18 – 36
-
Phân tích vật liệu sản phẩm :
GX : ký hiệu của gang xám
18 : chỉ giới hạn bền kéo nhỏ nhất của gang Tbk 18 kg/mm2
36 : chỉ giới hạn bền vốn nhỏ nhất của gang Tbu 36 kg/mm2
- Cơ tính vật liệu :
- Giới hạn bền kéo : Tbk 18 kg/mm2
- Giới hạn bền vốn : Tbu 36 kg/mm2
- Độ cứng HB = 170 - 229 kg/mm2
(tài liệu 8, bảng ký hiệu và cơ tính của gang trang 238)
- Thành phần cơ bản của vật liệu :
- Vật liệu GX 18 –36 chứa tỷ lệ lớn cacbon và sắt, ngoài ra còn có thêm một số chất như sau :
C = 2,8 -3,5 % Mn = 0,5-1,3 %
Si = 1-1,25% P = tối đa 1,2 %
S - 0,15 %
-
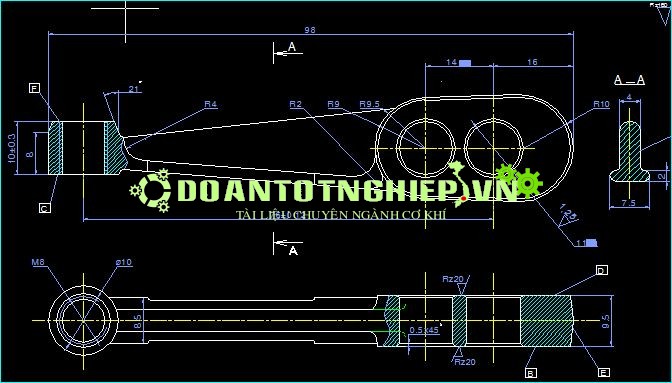
Phân tích yêu cầu kỹ thuật của chi tiết gia công :
-
Phân tích độ chính xác về kích thước :
- Các kích thước có chỉ dẫn :
-
Phân tích độ chính xác về kích thước :
-
CHỌN PHÔI :
- Chọn phôi :
-
Trong ngành chế tạo cơ khí, phôi được chế tạo bằng 3 phương pháp : đúc, rèn, cán.
- Đối với phôi rèn : phôi rèn là phôi được chế tạo bằng phương pháp rèn, phương pháp này chỉ sử dụng với vật liệu dẻo nên gang xám là vật liệu dòn do đó ta không chọn phôi rèn.
- Đối với phôi cán : phôi cán là phôi được chế tạo bằng phương pháp cán, cũng như vật liệu chế tạo phôi bằng phương pháp rèn, phôi cán chỉ sử dụng với vật liệu dẻo. Do đó cũng không chọn phôi cán.
- Đối với phôi đúc : phôi đúc là loại phôi được chế tạo bằng phương pháp đúc, đúc được sử dụng cho tất cả các vật liệu có tính nóng chảy, gang xám là vật liệu có tính nóng chảy loãng tốt nên ta chọn phương pháp chế tạo bằng đúc.
- Phân tích phương pháp chế tạo phôi :
Trong ngành chế tạo kim loại, phôi đúc được chế tạo bằng 5 phương pháp khác nhau :
- Đúc bằng khuôn cát.
- Đúc bằng khuôn kim loại.
- Đúc bằng khuôn ly tâm.
- Đúc bằng áp lực.
- Đúc bằng mẫu chảy.
Đối với việc đúc bằng khuôn kim loại và đúc bằng áp lực khuôn được chế tạo bằng nhôm, thép do đó phôi có được độ chính xác và độ nhám cao. Hai phương pháp này áp dụng cho dạng sản xuất loạt lớn trở lên.
Còn đúc bằng khuôn ly tâm chỉ đúc được các chi tiết có dạng tròn xoay nên chi tiết “ tay đòn kéo đĩa ép ly hợp” là chi tiết dạng càng có lỗ, các gân nên ta không thể chọn phương pháp này để chế tạo phôi.
Còn đúc mẫu chảy được sử dụng trong việc đúc các chi tiết có hình dạng phức tạp, việc chế tạo khuôn tốn kém vật liệu cũng như thời gian, do đó ta cũng không thể sử dụng phương pháp này.
Như vậy ta chọn đúc trong khuôn cát mẫu kim loại (hợp kim nhôm) vì :
- Hình dạng và kích thước của chi tiết.
- Sản xuất hàng loạt vừa.
- Điều kiện sản xuất cụ thể của xí nghiệp, trang thiết bị tự chọn.
-
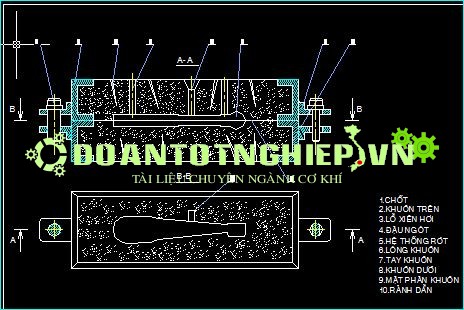
Vẽ sơ đồ chế tạo phôi :
- Theo bản vẽ thì chi tiết có hình dạng phức tạp, tương đối gọn nhẹ vì vậy việc chế tạo mẫu, thoát mẫu đối với chi tiết này có một mặt phân khuôn. Ơ đây chúng em chọn mặt phân khuôn theo mặt cắt B.B của phôi. Để thể hiện vị trí của chi tiết trong khuôn ta thể hiện bởi mặt cắt A.A dưới đây.
SƠ ĐỒ ĐÚC :
Vẽ hình chi tiết phôi
Từ kích thước chi tiết căn cứ vào bảng 1.33 [tài liệu 5] ta xác định được lượng dư và dung sai của chi tiết đúc.
- Lượng dư tổng cộng và dung sai mặt phẳng có gia công của chi tiết sau khi đúc :
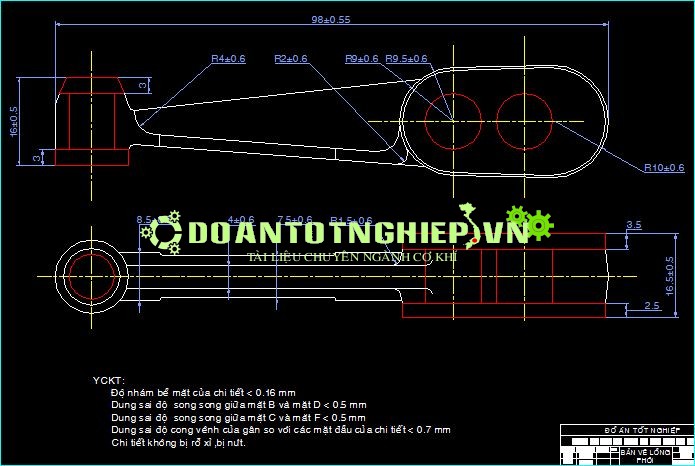
Mặt D nằm trên mặt phân khuôn nên có lượng dư là

























