
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THÂN ĐỠ, hướng dẫn thiết kế đồ gá
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo máy,
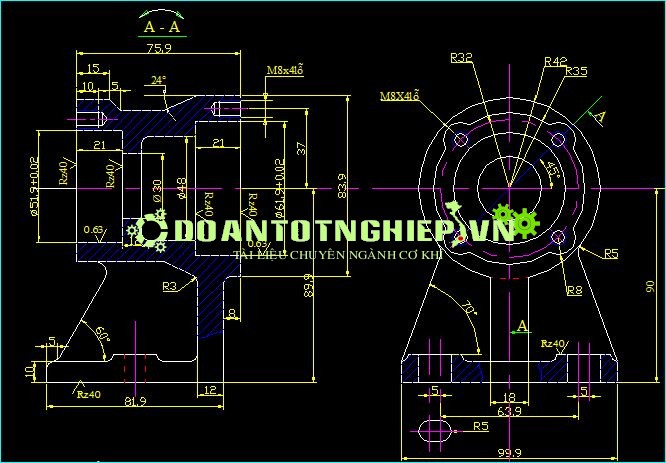
Phân tích chi tiết.
- Thân đỡ thuộc chi tiếc dạng hộp vì: có lỗ rỗng bên trong , dung để đỡ trục và lắp bạc đạn , có gân lồi.
- O 52+0.02 và O 62+0.02 để lắp bạc đạn vào nên cần gia công chính xác
- Mỗi mặt đầu gia công 4 lỗ ren M8 x 1,25 , phân bố 45
- Mặt đáy được gia công phẳng và trên nó có 2 rảnh bán nguyệt R5 , L 15 , dùng để cố định thân đở lên chi tiết khác
- Khoảng giữa mặt trụ và đáy thân đỡ là 1 gân với B=18 , làm tăng độ cứng của chi tiết
2. Phân tích yêu cầu kỹ thuật
A. Độ chính xác về kích thước :
- Các kích thước có sai lệnh chỉ dẫn
- Kích thước O 52+0.02 có:
DN = 52 mm
ES = +0.02mm
EI = 0
T = ES - EI = 0.02 mm
Tra sách DSLG- KTDL theo TCVN 2245-99 trang 176
=> Kích thước O 52 +0.02 đạt cấp chính xác 7 , thuộc hệ thống lỗ , miền dung sai H
Vậy kích thước O 52 +0.02 được ghi như sau: O 52H7
- Kích thước O 62+0.02 có:
DN = 62 mm
ES = +0.02mm
EI = 0
T = ES - EI = 0.02 mm
Tra sách DSLG- KTDL theo TCVN 2245-99 trang 176
=> Kích thước O 62 +0.02 đạt cấp chính xác 7 , thuộc hệ thống lỗ , miền dung sai H
Vậy kích thước O 62 +0.02 được ghi như sau: O 62H7
- Các kích thước có sai lệnh không chỉ dẩn:
Kích thước 100 được xác định 2 bề mặt không gia công , nên đạt cấp chính xác 16, thuộc bề mặt thô.
Tra sách DSLG - KTDL trang 29
=>IT = 2.2mm
es = +1.1mm
ei = - 1.1mm
Thuộc miền dung sai js , vậy kích thước 100 ± 1.1 hay 100 js16
Kích thước 90 được xác định 2 bề mặt gia công , nên đạt cấp chính xác 12,
Tra sách DSLG - KTDL trang 29
=>IT = 0.35mm
ES = +0.175mm
EI = - 0.175mm
Thuộc miền dung sai Js, vậy kích thước 90 ± 0.175 hay 90 Js12
Kích thước 82 được xác định 2 bề mặt không gia công , nên đạt cấp chính xác 16, thuộc bề mặt thô.
Tra sách DSLG - KTDL trang 29
=>IT = 2.2mm
es = +1.1mm
ei = - 1.1mm
Thuộc miền dung sai js , vậy kich1` thước 82 ± 1.1 hay 82 js16
Kích thước 64 được xác định 2 bề mặt gia công , nên đạt cấp chính xác 12,
Tra sách DSLG - KTDL trang 29
=>IT = 0.3mm
ES = +0.15mm
EI = - 0.15mm
Thuộc miền dung sai Js , vậy kích thước 64 ± 0.15 hay 64 Js12
Kích thước O 30 được xác định bề mặt không gia công , nên đạt cấp chính xác 16.
Tra sách DSLG - KTDL trang 29
=>IT = 1.3mm
ES = +0.65mm
EI = - 0.65mm
Thuộc miền dung sai Js , vậy kích thước O 30 ± 0.65 hay O 30 Js16
Kích thước O 84 được xác định bề mặt không gia công , nên đạt cấp chính xác 16, thuộc bề mặt thô.
Tra sách DSLG - KTDL trang 29
=>IT = 2.2mm
es = +1.1mm
ei = - 1.1mm
Thuộc miền dung sai js , vậy kích thước O 84 ± 1.1 hay O 84 js16
Kích thước O70được xác định bề mặt không gia công , nên đạt cấp chính xác 16, thuộc bề mặt thô.
Tra sách DSLG - KTDL trang 29
=>IT = 1.9mm
es = +0.95mm
ei = - 0.95mm
Thuộc miền dung sai js , vậy kích thước O 70 ± 0.95 hay O 70 js16
Kích thước 25 được xác định 2 bề mặt gia công , nên đạt cấp chính xác 12.
Tra sách DSLG - KTDL trang 29
=>IT = 0.21mm
ES = +0.105mm
EI = - 0.105mm
Thuộc miền dung sai Js , vậy kích thước 25 ± 0.105 hay 25 Js12
Kích thước 21 được xác định 2 bề mặt gia công , nên đạt cấp chính xác 12.
Tra sách DSLG - KTDL trang 29
=>IT = 0.21mm
ES = +0.105mm
EI = - 0.105mm
Thuộc miền dung sai Js , vậy kích thước 21 ± 0.105 hay 21 Js12
Kích thước 20 được xác định 2 bề mặt không gia công , nên đạt cấp chính xác 16, thuộc bề mặt thô.
Tra sách DSLG - KTDL trang 29
=>IT = 1.3mm
es = +0.65mm
ei = - 0.65mm
Thuộc miền dung sai js , vậy kích thước 20 ± 0.65 hay 20 js16
Kích thước 18 được xác định 2 bề mặt không gia công , nên đạt cấp chính xác 16, thuộc bề mặt thô.
Tra sách DSLG - KTDL trang 29
=>IT = 1.1mm
es = +0.55mm
ei = - 0.55mm
Thuộc miền dung sai js , vậy kích thước 18 ± 0.55 hay 18 js16
Kích thước 15 được xác định 1 bề mặt không gia công và 1 bề mặt gia công, nên đạt cấp chính xác 14.
Tra sách DSLG - KTDL trang 29
=>IT = 0.43mm
es = +0.215mm
ei = - 0.215mm
Thuộc miền dung sai js , vậy kích thước 15 ± 0.215 hay 15 js14
Kích thước 13 được xác định 2 bề mặt gia công , nên đạt cấp chính xác 12 Tra sách DSLG - KTDL trang 29
=>IT = 0.18mm
es = +0.09mm
ei = - 0.09mm
Thuộc miền dung sai js , vậy kích thước 13 ± 0.09 hay 13 js12
Kích thước 12 được xác định 2 bề mặt không gia công , nên đạt cấp chính xác 16, thuộc bề mặt thô.
Tra sách DSLG - KTDL trang 29
=>IT = 1.1mm
es = +0.55mm
ei = - 0.55mm
Thuộc miền dung sai js , vậy kích thước 12 ± 0.55 hay 12 js16
Kích thước 10 được xác định 2 bề mặt gia công , nên đạt cấp chính xác 12.
Tra sách DSLG - KTDL trang 29
=>IT = 0.12mm
ES = +0.06mm
EI = - 0.06mm
Thuộc miền dung sai Js , vậy kích thước 10 ± 0.06 hay 10 Js12
Kích thước 9 được xác định 2 bề mặt gia công , nên đạt cấp chính xác 12.
Tra sách DSLG - KTDL trang 29
=>IT = 0.12mm
ES = +0.06mm
EI = - 0.06mm
Thuộc miền dung sai Js , vậy kích thước 9 ± 0.06 hay 9 Js12
Kích thước 8 được xác định 2 bề mặt không gia công , nên đạt cấp chính xác 16, thuộc bề mặt thô.
Tra sách DSLG - KTDL trang 29
=>IT = 0.9mm
es = +0.45mm
ei = - 0.45mm
Thuộc miền dung sai js , vậy kích thước 8 ± 0.45 hay 8 js16
Kích thước M8 được xác định 2 bề mặt gia công , nên đạt cấp chính xác 12.
Tra sách DSLG - KTDL trang 29
=>IT = 0.12mm
ES = +0.06mm
EI = - 0.06mm
Thuộc miền dung sai Js , vậy kích thước M8 ± 0.06 hay M8 Js12
B. Độ chính xác về hình dáng hình học
- Dung sai độ phẳng của kích thước 100 là : 0.012mm
- Dung sai độ phẳng của hai mặt bên O 70 và O 84 là : 0.012mm
Theo TCVN 384/93 trang 189
-Dung sai độ trụ và độ tròn theo TCVN 384/93 trang 190
Kích thước O 84 có dung sai là : 0.016mm
Kích thước O 70 có dung sai là : 0.016mm
C. Độ chính xác về vị trí tương quan
- Dung sai độ đổng trục giữa O 52 +0.02 và O 62+0.02 £ 0.02
D. Độ nhám bề mặt:
0.63: đạt độ nhám cấp 8
Rz40 : độ nhám cấp 4`
=> Vậy cấp độ nhám cao nhất la: cấp 8
3. Điều kiện làm việc
Thân đỡ làm nhiệm vụ đỡ trục nên làm việc trong môi trường chuyển động rung cao
4. Vật liệu chế tạo phôi
Thân đỡ được làm bằng gang xám 15-32
Gang xám là vật liệu cơ bản để chế tao chi tiết dang hộp. do giá thành chủa gang không cao tính đúc tốt , cho phép chế tạo nhũng chi tiết phức tạp, dễ gia công , có tính chống rung cao, dung cho các thân máy, gi công kim loại , máy bơm…v..v
Nhược điễm:
Kém bền trong việc chịu tải trọng động
Khà năng chịu va đập kém
Giai thích kí hiệu:
GX 15-32
GX; gang xám
15 : giới hạn bền kéo dk = 15kg/mm2
32 : giới hạn bền uốn du = 32kg/mm2
Độ cứng HB ( 163 - 229)Kg/mm2
Thành phần hóa học cơ bản
C = 3.5 - 3.7%
P = 0.3%
Si = 2 - 4%
S = 0.15%
Mn = 0.5 - 0.8%
Còn lại là Fe
5. Xác định trong lượng chi tiết :
Ta có:


























