
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THÂN GỐI ĐỠ PHỤ, hướng dẫn thiết kế đồ gá
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo máy,
NỘI DUNG THUYẾT MINH VÀ TÍNH TOÁN
ĐỒ ÁN MÔN HỌC CÔNG NGHỆ CHẾ TẠO MÁY
- Phân tích chức năng làm việc của chi tiết:

Theo đề bài thiết kế: “Thiết kế quy trình công nghệ gia công thân gối đỡ phụ“ với sản lượng 10000 chi tiết/năm, điều kiện sản xuất tự do.
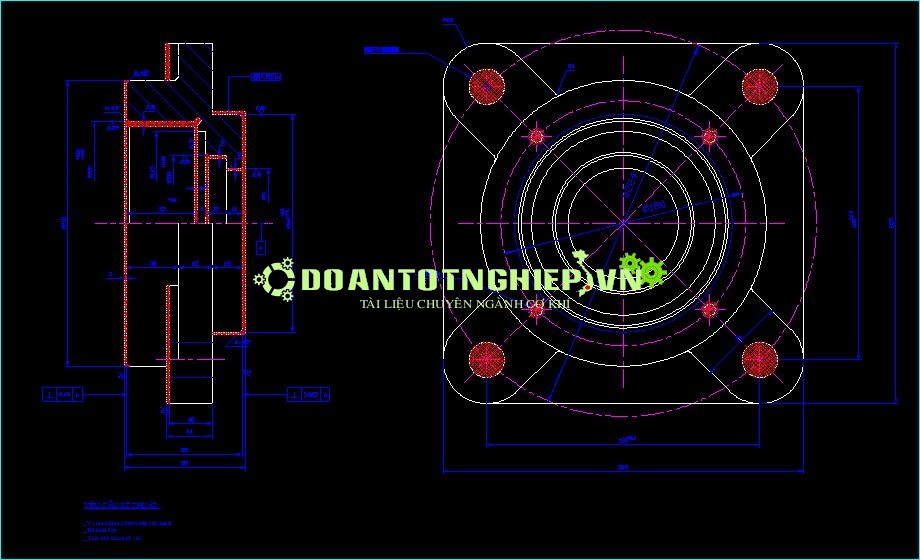
Chi tiết “Thân gối đỡ phụ “ có chức năng đỡ phụ cho đầu kéo máng cào P.R.P –150. Đây là một dạng chi tiết trong họ chi tiết dạng hộp, có nhiệm vụ của chi tiết cơ sở là để lắp các đơn vị lắp (cụ thể là đầu máng cào P.R.P 150) tạo thành một bộ phận máy nhằm thực hiện nhiệm vụ động học là kéo máng cào.
2. Phân tích tính công nghệ trong kết cấu của chi tiết:
Chi tiết “ thân gối đỡ phụ” có kết cấu thoả mãn tính công nghệ của chi tiết dạng hộp, cụ thể :
- chi tiết có đủ độ cứng vững để không bị biến dạng khi gia công (chiều dày lớn nhất là 85 mm) và có thể ding chế độ cắt cao, đạt năng suốt cao.
- Các bề mặt có thể dùng làm chuẩn có đủ diện tích nhất định cho phép thực hiện nhiều nguyên công khi dùng bề mặt đó làm chuẩn và cho phép thực hiện quá trình gá đặt nhanh.
- Các lỗ ren chi tiết có kết cấu đơn giản ( là các bề mặt trụ trơn), không có rãnh hoặc dạng định hình, bề mặt lỗ không đứt quãng. Các lỗ đồng tâm có đường kính giảm dần từ ngoài vào trong (f150, f135, f100, f81).
- Chi tiết không có lỗ nghiêng so với bề mặt đáy hoặc bề mặt ăn dao.
- Xác định dạng sản xuất:
Sản lượng hàng năm được xác định theo công thức sau đây:
N = N1m(1 + (a+b)/100)
Trong đó:
N : Số sản phẩm (số máy) được sản xuất trong một năm
N1 : Số chi tiết được sản xuất trong một năm, N1 = 10000(chiếc)
m : Số chi tiết trong một sản phẩm, m=1.
- : Số chi tiết được chế tạo thêm để dự trữ (5% đến 7%)
a : tỉ lệ phế phẩm, a = 3% - 6%
Þ Chọn a+b = 7%
Þ N = 10000.1.(1 + 7%) = 10700 ( chi tiết).
Sau khi xác định được sản lượng hàng năm ta phải xác định trọng lượng của chi tiết. Trọng lượng của chi tiết được xác định theo công thức:
Q = V.g
Từ bản vẽ chi tiết ta xác định được thể tích của chi tiết V = 203 (dm3). Với vật liệu là gang xám ta có trọng lượng riêng g = (6,8 – 7,4) kg/dm3. Chọn g = 7 kg/dm3, do đó:
Q = 203.7 = 14,21 (kg)
Theo bảng 2 trang 13 – Thiết kế đồ án CNCTM, ta được dạng sản xuất là dạng hàng khối
- Chọn phương pháp chọn phôi
-
Chi tiết được làm bằng gang xám, kết cấu gồm nhiều bề mặt trụ trong, đơn giản, sản lượng hàng năm lớn do đó ta chọn phương pháp đúc để chế tạo phôi.
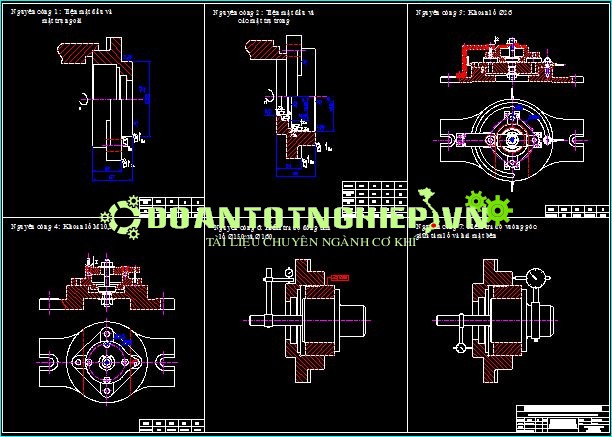
- Lập sơ bộ các nguyên công:
- Nguyên công 1 : Tiện mặt đầu và mặt trụ ngoài O160
- Nguyên công 4 : Khoan 4 lỗ f10,5 gá đặt tương tự nguyên công 3
- Nguyên công 5: Ta rô 4 lỗ M12x25
- Nguyên công 6 : Kiểm tra độ
- Nguyên công 7 : Kiểm tra
- Thiết kế các nguyên công cụ thể:
a. Nguyên công 1 :
Định vị: Hai mặt đầu tay biên cần đảm bảo độ song song và cần phảI đối xứng qua mặt phẳng đối xứng của chi tiết, bởi vậy ta sử dụng cơ cấu kẹp tự định tâm hạn chế cả 5 bậc tự do, và má kẹp là hai khối v và một khối v di động và mặt chuẩn thô là mặt bên.
Kẹp chặt: Dùng hai khối v kẹp chặt chi tiết, phương thức lực kẹp song song với mặt định vị dùng khối v vát tạo lực vuông góc với mặt định vị.
Chọn máy: Máy phay đứng 6H10. Công suất của máy Nm = 3kW
Chọn dao: Phay bằng dao phay đĩa mặt đầu răng gắn mảnh thép gió, có các kích thước sau( Tra theo bảng 4-93 Sổ tay Công nghệ Chế Tạo Máy tập 2):
D = 100 mm, d =32 mm, B = 40 mm, số răng Z = 10 răng.
Lượng dư gia công: Phay 1 lần với lượng dư phay thô Zb1 = 2.5 mm và lượng dư màI thô Zb2 = 0.5 mm
Chế độ cắt: Xác định chế độ cắt cho một dao. Chiều sâu cắt t = 2.5 mm, lượng chạy dao S = 0.2mm/răng, tốc độ cắt V = 34,5 (34,5 hoặc 31)m/phút. Các hệ số hiệu chỉnh:
K1: Hệ số điều chỉnh phụ thuộc vào nhóm và cơ tính của thép cho trong bảng 5-225 Sổ tay CNCTM2- k1 = 1
.....................................................................
Xác định phương pháp định vị.

Hai mặt đầu tay biên cần đảm bảo độ song song và cần phải đối xứng qua mặt phẳng đối xứng của chi tiết, bởi vậy ta sử dụng cơ cấu kẹp là hai khối V, mặt chuẩn thô hạn chế cả 5 bậc tự do.
9.3. Trong trường hợp có phôi để gia công cụ thể cần xác định kích thước thực của bề mặt dùng làm chuẩn để từ đó chọn kết cấu đồ định vị cho hợp lí: định vị vào hai đầu tay biên và một mặt làm chuẩn thô do đó cần có một khối V di động để kẹp chặt chi tiết lại.
9.4. Vẽ đường bao của chi tiết tại nguyên công thiết kế đồ gá( theo tỉ lệ 1:1). Đường bao của chi tiết vẽ bằng nét chấm gạch. Việc thể hiện hai hoặc ba hình chiếu là tuỳ thuộc vào mức độ phức tạp của đồ gá. Hình chiếu thứ nhất của chi tiết phải được thể hiện đúng vị trí đang gia công trên máy.
9.5. Xác định phương, chiều và điểm đặt của lực cắt, lực kẹp.
Phương của lực kẹp song song với thân tay biên có hướng từ một phía tiến vào tự định tâm. Điểm đăt của lực kẹp ta chọn vào giữa của phiến kẹp (PK thu gọn về).
9.6. Xác định vị trí và vẽ kết cấu của đồ định vị( cần đảm bảo cho lực cắt, lực kẹp hướng vào đồ định vị vuông góc và song song với chúng).


























