
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THÂN HỘP, hướng dẫn thiết kế đồ gá
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo máy,
Phần I :PHÂN TÍCH SẢN PHẨM
I.Phân tích công dụng & Điều kiện làm việc của chi tiết gia công
-Thân hộp bao gồm các chi tiết có hình khối rỗng thường làm nhiệm vụ của chi tiết cơ sowrddeer lắp các đơn vị lắp ( như nhóm , cụm, bộ phận) của những chi tiết khác lên tạo thành một bộ phận máy nhằm thực hiện nhiệm vụ động học nào đócủa toàn máy.
-Vì chi tiết THÂN HỘP II này được chế tạo bằng gang xám
nên có độ bền rất cao , độ cứng của kết cấu, độ chống rung,, chống mài mòn cuuar cac bề mặt. Gang xám là vật liệu có gia thanh rẻ, có tính đúc rất tốt, cho phép tạo phôi có hình dạng phức tạp. Gang xám rất dễ gia công và có tính chống rung tốt cho nên thân máy của các may gia công kim loại, máy nông nghiệp, máy bơm…Thương chế tạo tư các loại gang xám GX15-32, GX18-36, GX21-40.
2.Nhược điểm :
- Kém bền trong điều kiện làm việc tải trọng động , khả năng chịu va
đập kém .
-Do graphit ở dạng tấm nên gang xám có cơ tính thấp nhiều hơn thép.
3.Giải thích ký hiệu : GX 21-40
+ GX: chỉ ký hiệu gang xám .
+ 21: chỉ giới hạn bền kéo của gang xám dk =21 kg/mm2
+ 40: chỉ giới hạn bền uốn của gang xám bu= 40 kg/mm2
+ Độ cứng của bề mặt chi tiết không ghi trên bản vẽ , do đó độ cứng
được lấy trong khoảng HB= 163÷229 kg/mm2
Chọn HB=185 kg/mm2
+ Thành phần hóa học cơ bản của gang xám GX 21-40 sắt (Fe),
cacbon ( C) trong đó:
• Cacbon (C) : 3.5 ÷ 3.7 %
• Phót pho (P) : 0.3 %
• Lưu huỳnh (S): 0.15 %
• Man gang (Mn) : 0.5 ÷ 0.8 %
• Si lic (Si) : 2 ÷ 4%
Còn lại là sắt (Fe)
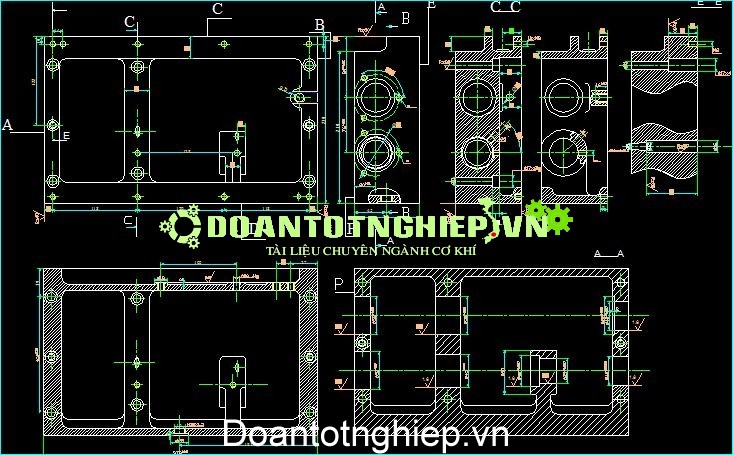
III. Phân tích yêu cầu kỹ thuật
Chi tiếc gia công của chúng ta phải đảm bảo 4 yếu tố :
- Độ chính xác về kích thước
-Độ chính xác về hình dáng hình học
-Độ chính xác về vị trí tương quan
-Độ chính xác về chất lượng bề mặt chi tiếc gia công
1.Phân tích độ chính xác về kích thước
- Kích thước trên bản vẽ chi tiết có 2 loại : kích thước có sai lệch chỉ dẫn và kích thước không có sai lệch chỉ dẫn
a.Kích thước có sai lệch chỉ dẫn gồm có các kích thước: 378±0.5 160±0.2; 76±0.01 ;84±0.02; 30±0.1; 16±0.1; 52±0.03; 45±0.025; 42.0.025; 35±0.025;40±0.025.
- Kich thước 378±0.
+ Kich thước danh nghĩa: D= 375mm
+Sai lệch giới hạn trên es = +0.5mm
+Sai lệch giới hạn dưới ei= -0.5mm
+Dung sai Td=es-ei=0.5 - (-0.) = 0.4mm
- Kích thước 160±0.2
+Kích thước danh nghĩa: D= 160mm
+Sai lệch giới hạn trên es = +0.2mm
+Sai lệch giới hạn dưới ei = -0.2mm
+Dung sai Td = es – ei=0.2-(-0.2)= 0.4mm
- Kích thước 76±0.01
+Kích thước danh nghĩa: D= 76mm
+Sai lệch giới hạn trên es =+ 0.o1 mm
+Sai lệch giới hạn dưới ei = -0.01 mm
+Dung sai Td –es- ei = 0.01 - (-0.01) = 0.02 mm
- Kích thước 84±0.02
+Kích thước danh nghĩa : D= 84 mm
+Sai lệch giới hạn trên es =+0.02mm
+Sai lệch Giới hạn dưới ei =-0.02mm
+Dung sai Td = es – ei=0.02 - (-0.02) =0.04 mm
- Kích thước 30±0.1
+Kích thước danh nghĩa: D = 30 mm
+Sai lệch giới hạn trên es = +0.1 mm
+Sai lệch giới hạn dưới ei= -0.1 mm
+Dung sai Td = es-ei = 0.1 -(-0.1)=0.2 mm
- Kích thước 16±0.1
+Kích thước danh nghĩa : D=16 mm
+Sai lệch giới hạn trên es = +0.1 mm
+Sai lệch giới hạn dưới ei = -0.1 mm
+Dung sai Td =es - ei = 0.1 - (-0.1) =0.2 mm
- Kích thước lỗ ÷ 52±0.03
+Kích thước danh nghĩa: D = 52 mm
+Sai lệch giới hạn trên es = +0.03 mm
+Sai lệch giới hạn dưới ei = -0.03 mm
+Dung sai Td =es - ei =0.03 –(-0.03)=0.06 mm
- Kích thước 45±0.025
+Kích thước danh nghĩa : D= 45 mm
+Sai lệch giới hạn trên es = +0.025 mm
+Sai lệch giới hạn dưới ei = -0.025 mm
+Dung sai Td =es - ei =0.025 - (-0.025) = 0.05 mm
- Kích thước 42±0.025
+Kích thước danh nghĩa : D= 42 mm
+Sai lệch giới hạn trên es = +0.025 mm
+Sai lệch giới hạn dưới ei = -0.025 mm
+Dung sai Td =es - ei =0.025 -(-0.025)= 0.05 mm
- Kích thước 35±0.25
+Kích thước danh nghĩa : D= 35 mm
+Sai lệch giới hạn trên es = +0.025 mm
+Sai lệch giới hạn dưới ei = -0.025 mm
+Dung sai Td =es - ei =0.025 –(-0.025)=0.05 mm
- Kích thước 40±0.025
+Kích thước danh nghĩa:D = 40 mm
+Sai lệch giới hạn trên es = +0.025 mm
+Sai lệch giới hạn dưới ei = -0.025 mm
+Dung sai Td =es - ei =0.025 -(-0.025) = 0.05 mm
b.Kích thước không có sai lệch chỉ dẫn gồm các kích thước: 100,60,40,36,30,25,20,R5
- Đối với kích thước không chỉ dẫn, theo quy định trong TCVN 2244-77 và 2245-77, ta chọn cấp chính xác từ 12 dến 17
- Đối với kích thước 100
+Kích thước danh nghĩa:D= 100 mm
+Sai lệch giới hạn trên là ES =+0.5 mm
+Sai lệch giới hạn dưới là EI = -0.5mm
+Dung sai IT= ES – EI =0.5-(-0.5) =1mm
Ta chọn cấp chính xác 16 thuộc miền dung sai
Vậy 100 › 100±0.5
- Đối với kích thước60
+Kích thước danh nghĩa:D= 60 mm
+Sai lệch giới hạn trên là ES =+0.3 mm
+Sai lệch giới hạn dưới là EI = -0.3mm
+Dung sai IT= ES – EI =0.3-(-0.3) =0.6mm
Ta chọn cấp chính xác 14 ( TCVN2244-77)
Thuộc miền dung sai Js (TCVN2245-77)
Vậy 60Js14 › 60±0.3
- Đối với kích thước 40
+Kích thước danh nghĩa:D= 40mm
+Sai lệch giới hạn trên là ES =+0.3 mm
+Sai lệch giới hạn dưới là EI = -0.3mm
+Dung sai IT= ES – EI =0.3-(-0.3) =0.6mm
Ta chọn cấp chính xác 14 ( TCVN2244-77)
Thuộc miền dung sai Js (TCVN2245-77)
Vậy 40Js14 › 40±0.3
- Đối với kích thước 36
+Kích thước danh nghĩa:D= 36 mm
+Sai lệch giới hạn trên là ES =+0.2 mm
+Sai lệch giới hạn dưới là EI = -0.2mm
+Dung sai IT= ES – EI =0.2-(-0.2) =0.4mm
Ta chọn cấp chính xác 12 ( TCVN2244-77)
Thuộc miền dung sai Js (TCVN2245-77)
Vậy 36Js12 › 36±0.2
- Đối với kích thước 30
+Kích thước danh nghĩa:D= 30 mm
+Sai lệch giới hạn trên là ES =+0.2 mm
+Sai lệch giới hạn dưới là EI = -0.2mm
+Dung sai IT= ES – EI =0.2-(-0.2) =0.4mm
Ta chọn cấp chính xác 12 ( TCVN2244-77)
Thuộc miền dung sai Js (TCVN2245-77)
Vậy 30Js12 › 30±0.2
- Đối với kích thước 25
+Kích thước danh nghĩa:D= 25 mm
+Sai lệch giới hạn trên là ES =+0.2 mm
+Sai lệch giới hạn dưới là EI = -0.2mm
+Dung sai IT= ES – EI =0.2-(-0.2) =0.4mm
Ta chọn cấp chính xác 14 ( TCVN2244-77)
Thuộc miền dung sai Js (TCVN2245-77)
Vậy 25Js14 › 25±0.2
- Đối với kích thước 20
+Kích thước danh nghĩa:D= 30 mm
+Sai lệch giới hạn trên là ES =+0.2 mm
+Sai lệch giới hạn dưới là EI = -0.2mm
+Dung sai IT= ES – EI =0.2-(-0.2) =0.4mm
Ta chọn cấp chính xác 14 ( TCVN2244-77)
Thuộc miền dung sai Js (TCVN2245-77)
Vậy 20Js14 › 20±0.2
- Kích thước R5 có sai lệch giới hạn ±0.3
2.Phân tích vị trí tương quan
- Dund sai độ đồng tâm của lỗ trên 2 trục I-I và II-II phải ≤ 0.06/378, tra bảng 7( dung sai lăp ghép của PGS.TS NINH ĐƯC TỐN và GVC. NGUYỄN HTI XUÂN BẢY thi sai lệch nay thuộc cấp 10.
-Độ không vuông góc giữa mặt P và đường trục I-I phải≤ 0.06 tra bảng 7( dung sai lăp ghép của PGS.TS NINH ĐƯC TỐN và GVC. NGUYỄN HTI XUÂN BẢY thi sai lệch nay thuộc cấp 8.
- Dung sai độ song song giữa 2 trục I-I và II-II phải ≤ 0.06/378 tra bảng 7( dung sai lăp ghép của PGS.TS NINH ĐƯC TỐN và GVC. NGUYỄN HTI XUÂN BẢY thi sai lệch nay thuộc cấp 8.
3.Phân tích độ chính xác , nhám bề mặt
-Theo bản vẽ ta có:
+Độ nhám các lỗ Ø52+0.03, Ø45+0.03, Ø42+0.025, Ø35+0.025, và Ø 40+0.025 là
Ra = 1.6.
+Mặt C và mặt D , mặt E và mặt F có độ nhám bề mặt Rz80.
+Mặt A có độ nhám bề mặt Rz40.
+ Mặt B có độ nhám bề mặt Rz20.
+Các lỗ khoan 11, 16, 17 có độ nhám bề mặt là Rz 80.
................................................................................



























