
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THÂN Ổ QUAY, hướng dẫn thiết kế đồ gá THÂN Ổ QUAY
đồ án môn học công nghệ chế tạo máy THÂN Ổ QUAY, bài tập lớn công nghệ chế tạo máy THÂN Ổ QUAY, thiết kế quy trình công nghệ gia công chi tiết THÂN Ổ QUAY, hướng dẫn quy trình công nghệ chế tạo máy,
Thiết kế quá trình công nghệ gia công chi tiết: THÂN Ổ QUAY
- Dạng sản xuất hàng loạt vừa.
- Trang thiết bị tự chọn.
- PHẦN BẢN VẼ:
- Bản vẽ chi tiết gia công khổ giấy A0.
- Bản vẽ chi tiết lồng phôi khổ giấy A0.
- Bản vẽ sơ đồ nguyên lý khổ giấy A0.
- 08 bản vẽ kết cấu nguyên công khổ giấy A0.
- 04 bản vẽ đồ gá khổ giấy A0 ( ).
- PHẦN THUYẾT MINH:
- Phân tích chi tiết gia công
- Chọn phôi, phương pháp chế tạo phôi và xác định lượng dư gia công.
- Lập bảng quy trình công nghệ gia công cơ
- Biện luận qui trình công nghệ.
- Thiết kế đồ gá.
- Kết luận về quá trình công nghệ
Ngày giao đề ……………, ngày hoàn thành ……………
Giám Hiệu duyệt Khoa Cơ khí GV hướng dẫn
PHÂN TÍCH SẢN PHẨM
-
Phân tích vật liệu chế tạo chi tiết gia công (CTGC)
-
Giải thích ký hiệu
- Gx: là từ viết tắt của gang xám, gang xám là gang có mặt màu xám.
- 16: Chỉ giới hạn bền kéo của gang xám là [¶]bk = 160 N/mm2.
- 36: Chỉ giới hạn bền uốn của gang xám là [¶bk] = 360N/mm2.
- Độ cứng bề mặt do trên bản vẽ không ghi nên CTGC có độ cứng nằm trong khoảng độ cứng của gang xám Gx16-36 là HB=170¸229N/mm2
-
Giải thích ký hiệu
- Thành phần hóa học của Gx16-32
Gang la hợp kim sắt cacbon trong đó thành phần trăm C > 2.13%. Ngoài ra trong gang cịn nhiều tạp chất khc hơn là thép.Gang có tính đúc tốt hơn nhưng không thể gia công biếng dạng dẻo. Tuỳ theo trong quá trình kết tinh tư gang lỏng và chế độ làm nguội và thành phần hoá học gang mà cacbonto6n2 tại dưới dạng liên kết hoá học Fe3C
- Thành phần hóa học cơ bản Gx16-36 là sắt (Fe), Cacbon), trong đó còn có
Cacbon : 3,5¸3,7%
Mangar (Mn) : 0,5 ¸0,8%
Photpho (P) : £ 0,3%
Lưu huỳnh (S) : £ 0,15%
Silic (Si) : 2¸4%, còn lại là sắt (Fe)
- Phân tích độ chính xác của CTGC
Để gia công chi tiết cử trượt Zizắc như bản vẽ, cần phải đạt được các độ chính xác:
- Độ chính xác về kích thước.
- Độ chính xác về vị trí tương quan.
- Độ chính xác về hình dáng hình học.
- Độ chính xác về chất lượng bề mặt.
- Độ chính xác
A . Kích thườc có sai lệch chỉ dẫn
- Kich thước đường kính lỗ 70 ±0.02
+ Kích thước danh nghĩa D=70mm
+ Sai lệch trên ES=+0,02mm
+ Sai lệch dưới EI=+0.02
+ Dung sai IT=ES-EI=0,04mm
Dmax=55,02mm,Dmin=69,98mm
Tra bảng 4-2 sách dung sai đo lường trang 29 ta có
Độ chính xác về kích thước đường kính lỗ đạt cấp chính xác 8
Vì có sai lẹch đối xứng nên có dung sai cấp chính xác đối xứng Js10
Điều kiện kích thước đạt yêu cầu:
69,98< KT70< 70,02
Kích thước 96±0.027
+ Kích thước danh nghĩa D=96 mm
+ Sai lệch trên ES=+0,027mm
+ Sai lệch dưới EI=-0.027mm
+ Dung sai IT=ES-EI=+0,054mm
Dmax=76,027mm,Dmin=95,973mm
Tra bảng 4-2 sách dung sai đo lường trang 29 ta có
Độ chính xác về kích thước đường kính lỗ đạt cấp chính xác 8
Vì có sai lẹch đối xứng nên có dung sai cấp chính xác đối xứng Js10
Điều kiện kích thước đạt yêu cầu :
96,027 < KT< 95,973
Kích thước 18±0.09
+ Kích thước danh nghĩa D=18 mm
+ Sai lệch trên ES=+0,09mm
+ Sai lệch dưới EI= - 0.09
+ Dung sai IT=ES-EI=0,025—0.09= 0.18mm
Dmax=18,09mm,Dmin=17,91mm
Tra bảng 4-2 sách dung sai đo lường trang 29 ta có
Độ chính xác về kích thước đường kính lỗ đạt cấp chính xác 12
Vì có sai lẹch đối xứng nên có dung sai cấp chính xác đối xứng Js10
Điều kiện kích thước đạt yêu cầu :
- Kích thước 9± 0.075
+ Kích thước danh nghĩa D=9 mm
+ Sai lệch trên ES=+0,075mm
+ Sai lệch dưới EI=-0,075
+ Dung sai IT=ES-EI=0,075-(-0,075)=0,15mm
Dmax=9,075mm, Dmin=8,925mm
Tra bảng 4-2 sách dung sai đo lường trang 29 ta có
Độ chính xác về kích thước đường kính lỗ đạt cấp chính xác 12
Vì có sai lẹch đối xứng nên có dung sai cấp chính xác đối xứng Js12
Điều kiện kích thước đạt yêu cầu :
9,075≤ KT≤ 8,925
B . Dung sai kích thước không chỉ dẫn.
- Kích thước 70 là kích thước giữa hai bề mặt gia công cắt gọt nên cấp chính xác lấy 12 theo TCVN 2245-77 ở bảng 6 ta có sai lệch giới hạn là± 0,15
Vậy kích thước có dung sai là 70± 0,15
- Kích thươc Þ 45 là kích thước giữa 1 bề mặt gia công cắt gọt v mặt khơng gia cơng nn cấp chính xác lấy 14
Vậy kích thước Þ 45 có dung sai là 45± 0,31
- Kích thước 72 là kích thước giữa 2 mặt khơng gia cơng nn cĩ ccx 16
Vậy kích thước là 72±0.8
- Kích thước 16 là kích thước giữa tâm mặt A với mặt 128 lấy cấp chính xác 12 theo TCVN 2245-77 ở bảng 6 ta có sai lệch giới hạn là ±0,09
Vậy kích thươc1 có dung sai là 16± 0,09
- Kích thước 54 là kích thước giữa hai đường tâm 4 và 7 cấp chính xác lấy 12 theo TCVN 2245-77 ở bảng 6 ta có sai lệch giới hạn là ±15
Vậy kích thươc1 có dung sai là 54± 0,15
- Kích thước Þ 4 vì gia công thô nên lấy cấp chính xác 12 theo TCVN 2263-77 ở bảng 6 ta có dung sai kích thước đường kính lỗ gia công thô nên chọn IT=0,6mm có sai lệch trên ES=0,3 và sai lệch dưới EI=-0,3mm
- Kích thước Þ 7 vì gia công thô nên lấy cấp chính xác 12 theo TCVN 2263-77 ở bảng3 ta có dung sai kích thước đường kính lỗ gia công thô nên chọn IT=0,4mm có sai lệch trên ES=+0,4mm và sai lệch dưới EI=0 mm
- Kích thước Þ 11 vì gia công thô nên lấy cấp chính xác 12 theo TCVN 2263-77 ở bảng3 ta có dung sai kích thước đường kính lỗ gia công thô nên chọn IT=0,4mm có sai lệch trên ES=+0,4mm và sai lệch dưới EI=0 mm
- Kích thước Þ 16 theo TCVN 2263-77 ở bảng3 ta có kích thước đường kính lỗ thuộc cấp cính xác thô nên chọn IT=1mm có sai lệch trên ES=+1mm và sai lệch dưới EI=0 mm
- Kích thước R3 theo TCVN 2263-77 ta có sai lệch sai lệc giới hạn của bán kính góc lượn theo loại chính xác thô bảng 5, cho sai lệch gới hạn của bán kính góc lượn là± 0,3 mm
Dung sai kích thước R3 là R3± 0,3
- Kích thước R30 theo TCVN 2263-77 ta có sai lệch sai lệc giới hạn của bán kính góc lượn theo loại chính xác thô bảng 5, cho sai lệch gới hạn của bán kính góc lượn là± 0,3 mm
Dung sai kích thước R6,5 là R30 ± 0,3
- Kích thước 126 là kích thước giữa 2 mặt khơng gia cơng nn cĩ ccx 16
Vậy kích thước là 72±1.25
C.Giải thích các ký hiệu trên bản vẽ.
- Ký hiệu độ nhám
:Độ nhám không có gia công bề mặt
:Độ nhám các bề mặt đã gia công ,hoặc gia công không có phoi
√ :Chỉ bề mặt không qua gia công cắt gọt
Rz:Ký hiệu độ nhám chiều cao nhấp nhô profin theo 10 điểm
Rz80:là độ nhám chiều cao nhấp nhô theo 10 điểm ≤ 80 mm
Rz40:là độ nhám chiều cao nhấp nhô theo 10 điểm ≤ 40 mm
Rz20:là độ nhám chiều cao nhấp nhô theo 10 điểm ≤ 20 mm
Ra:Sai lệch trung bình số học profin
Ra2,5:Sai lệch trung bình số học profin 2,5
Ra1,25:Sai lệch trung bình số học profin 1,25
- Các cấp chính xác về độ nhám
Rz80:Độ nhám cấp 3
Rz40:Độ nhám cấp 4
Rz20:Độ nhám cấp 5
Ra2,5:Độ nhám cấp 6
Ra1,25:Độ nhám cấp 7
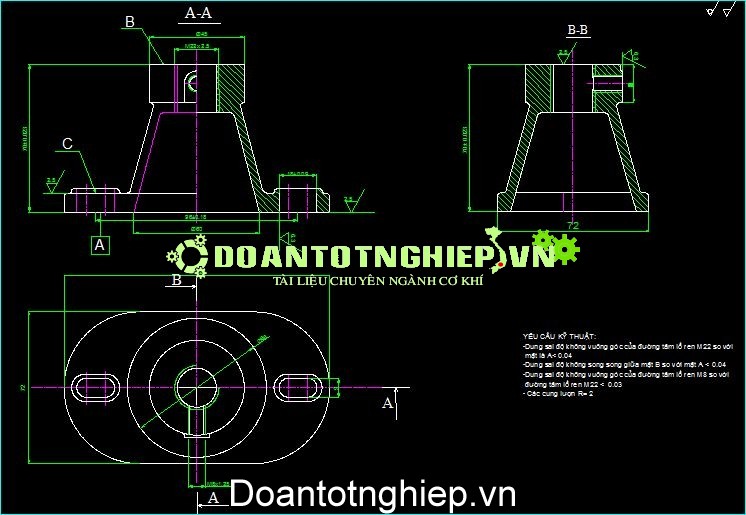
D. Phân tích yêu cầu kỹ thuật của bản vẽ.
-Dung sai độ không song song giữa mặt B đối với mặt A l 0.04
-Dung sai độ không vuơng gĩc lỗ ren M22 đối với mặt A l 0.04
- Dung sai độ không vuơng gĩc của đường tâm lỗ ren M8 đối với đường tâm lổ ren M22 0.04
CHƯƠNG II
BIỆN LUẬN DẠNG SẢN XUẤT
Để phân loại sản xuất ngưởi ta căn cứ vào sản lượng sản xuất hàng năm, và khối lượng sản phẩm .Muốn biết khối lượng sản phẩm ta phải tính thể tích của chi tiết.
1. Tính thể tích của chi tiết
Dựa vo phần mềm ta cĩ khối lượng chi tiết thân ổ quay là 0.98kg
- Sản lượng hàng năm:
Tra bảng 1 với :
- Khối lượng sản phẩm 027kg < 4kg
- Dạng sản xuất loạt vừa.
Vậy, sản lượng hàng năm là
500 ¸ 5000 (chiếc/năm)
-
CHỌN PHÔI PHƯƠNG PHÁP CHẾ TẠO PHÔI
-
Phân tích việc chọn phôi:
-
Trong ngành CT cơ khí phôi thường được chế tạo bằng 3 phương pháp: đúc, rèn, cán.
- Đối với phôi rèn: phôi rèn là phôi được chế tạo bằng phương pháp rèn, phương pháp này chỉ sử dụng với vật liệu dẻo, mà gang xám là vật liệu dòn nên ta không thể chọn phôi rèn.
- Đối với phôi cán: phôi cán là phôi được chế tạo bằng phương pháp cán, phương pháp này cũng như phương pháp rèn, phương pháp cán chỉ sử dụng đối với vật liệu dẻo. Do đó ta cũng không thể chọn phôi cán.
- Đối với phôi đúc: phôi đúc là loại phôi được sử dụng bằng phương pháp đúc. Phương pháp đúc được sử dụng cho tất cả các loại vật liệu có tính nóng chảy, mà gang xám là vật liệu có tính nóng chảy tốt nên ta chọn phôi được chế tạo bằng phương pháp đúc.
-
Trong ngành CT cơ khí phôi thường được chế tạo bằng 3 phương pháp: đúc, rèn, cán.
-
Phân tích việc chọn phôi:
- Phân tích phương pháp chế tạo phôi
- Trong ngành đúc kim loại, phôi được chế tạo bằng 5 phương pháp khác nhau:
- + Đúc bằng khuôn cát.
- + Đúc bằng khuôn kim loại.
- + Đúc bằng khuôn ly tâm.
- + Đúc bằng mẫu chảy.
-
+ Đúc bằng áp lực.
- Đối với đúc bằng khuôn kim loại và đúc áp lực, khuôn được làm bằng nhôm - thép, do đó có độ chính xác và độ nhẵn cao, nhưng 2 phương pháp này chỉ áp dụng cho dạng sản xuất loạt lớn trở lên.
- Còn đúng bằng khuôn ly tâm chỉ đúc được các chi tiết có dạng tròn xoay, mà chi tiết cử trượt 2ic - 2ắc có dạng hình chữ nhật, nên ta không thể chọn phương pháp này để chế tạo phôi. Còn đúc mẫu chảy thường được sử dụng cho việc đúc các chi tiết có hình dạng phức tạp, việc chế tạo khuôn tốn kém vật liệu làm mẫu chãy cũng như thời gian, do đó ta cũng không thể sử dụng phương pháp này.
- Chỉ còn lại phương pháp đúc bằng khuôn cát việc đúc bằng khuôn cát phải có mẫu để làm khuôn. Mẫu được sử dụng có thể được làm bằng gỗ hay hợp kim nhôm. Đối với mẫu làm bằng gỗ, giá thành tương đối rẻ, nhưng mẫu dẽ bị biến dạng khi tiếp xúc với môi trường ẩm ướt. Còn mẫu làm bằng hợp kim nhôm thì thành tương đối đắt hơn mẫu gỗ, nhưng sử dụng được lâu hơn, thích hợp cho dạng sản xuất vừa, việc làm khuôn có thể làm bằng máy. Nhưng làm bằng tay tốn nhiều thời gian hơn làm khuôn bằng máy, làm khuôn bằng tay chỉ thích hợp cho dạng sản xuất đơn chiếc, còn khuôn bằng máy có độ chính xác cao hơn Do đó việc làm khuôn bằng máy thích hợp hơn cho dạng sản xuất lọai vừa.
-
® Tóm lại, phôi được chọn ở đây là phôi đúc, và phôi được đúc trong khuôn cát, mẫu bằng gỗ, đất xét.
- Vật liệu làm khuôn thép CT3
- Vật liệu làm mẫu: hợp kim nhôm.
- Hỗn hợp làm khuôn và lõi, cát, đất sét, (chất kết dính), chất phụ gia, nước…
Sơ đồ quy trình chế tạo phôi

























