
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THANH NỐI, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết
Chương I : NGHIÊN CỨU PHÂN TÍCH CHI TIẾT GIA CÔNG
-----&-----
I/ Nghiên cứu, phân tích chi tiết :
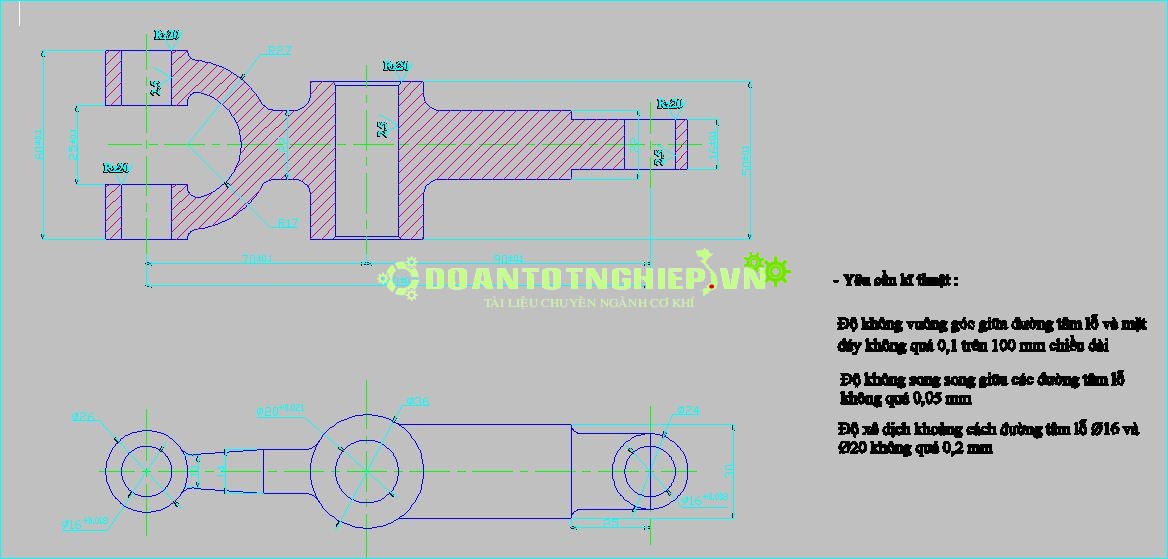
- Chi tiết thanh nối có chiều dài khá dài,tiết diện mặt cắt ngang mỏng nên đòi hỏi độ phải có cứng vững cao.
- Các bề mặt làm việc chính : lỗ Ø20 và 2 lỗ Ø16.
-
- Vật liệu được lựa chọn hợp lý, đảm bảo giá thành và khả năng nhiệt luyện nhằm đạt yêu cầu kĩ thuật.
- Các thông số cần quan tâm:
+ Độ phẳng của mặt đáy.
+ Độ vuông góc đường tâm lỗ và mặt đáy.
+ Độ chính xác các lỗ.
+ Sai lệch kích thước các đường tâm lỗ với nhau.
II/ Tính công nghệ trong kết cấu chi tiết:
- Chi tiết có hình dáng tương đối đơn giản, điều kiện làm việc không phức tạp.
Chọn Vật liệu phôi là gang xám 15-32 ,đúc trong khuôn kim loại cấp chính xác II.
- Các bề mặt chính:
+ Mặt phẳng đáy: Độ bóng cấp 5,sau khi gia công được chọn làm chuẩn thô,hạn chế 3 bậc tự do,đảm bảo được độ vuông góc đường tâm lỗ và mặt đáy.Dùng để định vị gia công lỗ chính Ø 20.
+ Lỗ chính Ø20 : cấp chính xác 7,độ bóng cấp 6, sau khi gia công chính xác được chọn làm chuẩn tinh thống nhất gia công các mặt còn lại.
+ Lỗ Ø16 : Cấp chính xác 7, độ bóng cấp 6,sau khi gia công có thể tham gia định vị trong quá trình gia công.
..........................................................
III/ Phân tích kĩ thuật:
- Vật liệu chế tạo: Gang xám 15-32
Thông số kĩ thuật trong bảng sau:
|
Độ Bền Kg / mm2 |
Độ Cứng HB |
Thành phần hoá học |
|||||
|
C |
Si |
MN |
P |
S |
|||
|
sk |
su |
|
|
|
|
Không quá |
|
|
15 |
32 |
163 ¸229 |
3,5 ¸3,7 |
2,0 ¸ 2,4 |
0,5 ¸ 0,8 |
0,3 |
0,15 |
- Gang chịu nén và uốn tốt hơn chịu kéo,cơ tính tốt có thể làm việc trong điều kiện mài mòn và rung động .Tuỳ theo điều kiện làm việc có thể chọn các mác gang khác nhau không cần thay đổi vật liệu phôi.
CHƯƠNG II: XÁC ĐỊNH DẠNG SẢN XUẤT
- Mục đích của chương này là xác định hình thức tổ chức sản xuất(đơn chiếc,hàng loạt,hàng khối..) từ đó cải hiện tính công nghệ của chi tiết, chọn phương pháp chế tạo phôi thích hợp,chọn thiết bị hợp lí để gia công chi tiết.
2/ Khối lượng của chi tiết gia công:...................
CHƯƠNG III : CHỌN PHÔI
---- α ----
1/ Chọn phôi:
- Có nhiều phương pháp tạo phôi khác nhau, do đó phải phân tích ưu,khuyết điểm của các phương pháp nhằm chọn ra phương pháp chế tạo phôi thích hợp đảm bảo yêu cầu của quá trình công nghệ gia công sau này.
- Có nhiều phương án tạo phôi như rèn,dập,đúc…Nhưng đối với vật liệu gang xám thì ta lựa chọn phương án đúc là hiệu quả và dễ thực hiện nhất.
- Chi tiết thanh nối có dạng càng khá phức tạp, đòi hỏi độ đồng tâm, độ vuông góc cao do đó cần phải lựa chọn phương pháp đúc thích hợp đảm bảo được các yêu cầu kĩ thuật đã đề ra.
- Cơ tính và độ chính xác vật đúc phụ thuộc vào phương pháp đúcvà phương pháp làm khuôn đúc,có nhiều phương pháp đúc khác nhau như: đúc trong khuôn cát,đúc trong khuôn kim loại , đúc trong khuôn mẫu chảy,đúc li tâm,
đúc áp lực …Có thể làm khuôn bằng máy hoặc bằng tay.
2/ Phôi đúc :
- Phôi đúc có cơ tính không cao bằng phôi rèn dập,nhưng việc chế tạo khuôn đúc là tương đối dễ dàng, thiết bị đơn giản, lại rất phù hợp với chi tiết bằng gang do:
- + Lượng dư phân bố đều.
- + Tiết kiệm vật liệu.
- + Giá thành rẻ,dễ chế tạo.
- + Độ đồng đều của phôi cao,dễ gia công.
- Tuy nhiên phôi đúc khó phát hiện khuyết tật bên trong,có thể làm giảm chất lương chi tiết gia công.
+ Kết luận:
- Từ các phương pháp chế tạo phôi đã nêu ta thấy phôi đúc là phù hợp với chi tiết đã cho nhất vì có những ưu điểm hơn so với các phương pháp tạo phôi khác.
- Vậy ta chọn phương pháp chế tạo chi tiết dạng phôi đúc.
-
3/ Các phương pháp đúc kim loại:
Trong đúc phôi có những phương pháp sau:
a/ Đúc trong khuôn cát mẫu gỗ :
- Chất lương bề mặt vật đúc không cao, giá thành thấp , thiết bị đơn giản thích hợp cho dạng sản xuất đơn chiếc và loạt nhỏ.
-
Cấp chính xác phôi đúc : IT16 ÷ IT17......................
CHƯƠNG IV:TRÌNH TỰ GIA CÔNG CÁC NGUYÊN CÔNG
----α----
1/Mục đích:
- Xác định trình tự gia công hợp lý đảm bảo độ chính xác kích thước, vị trí tương quan, sai lệch hình học, độ nhám, độ bóng bề mặt theo yêu cầu chế tạo.
2/ Nội dung:
- Chọn phương pháp gia công các bề mặt phôi.
- Chuẩn bị công nghệ và sơ đồ gá đặt.
- Chọn trình tự gia công các bề mặt.
a/ Chọn phương pháp gia công các bề mặt:
- Sử dụng các thiết bị như : máy phay,máy khoan, máy doa….
b/ Chọn chuẩn công nghệ:
- Khi phân tích chi tiết ta thấy lỗ Ø20 và Ø16 là bề mặt quan trọng nhất, ta chọn tâm lỗ làm chuẩn công nghệ và gốc kích thước để:
- + Kiểm tra đánh giá các nguyên công sau.
- + Kiểm tra độ song song các đường tâm lỗ.
- + Độ vuông góc đường tâm lỗ và mặt đáy…
c/ Chọn tiến trình gia công :
- Gia công 2 mặt phẳng đầu lỗ.
- Gia công thô và tinh 3 lỗ.
3/ Phương án gia công:
...............................................................
CHUƠNG VII : TÍNH TOÁN THIẾT KẾ ĐỒ GÁ
-----α-----
I/Nhiệm vụ của đồ gá :
- Đồ định vị phải chính xác.
- Kẹp chặt phải đúng vị trí gá đặt, không làm chi tiết bị biến dạng, thao tác phải nhanh chóng, tiện lợi, dễ sử dụng .
- Gá đặt và tháo lắp chi tiết nhanh chóng.
- Đồ gá phải đơn giản, dễ chế tạo, giá thành rẻ.
-

II/ Nội dung thiết kế :
- Đơn giản quá trình gá đặt và kẹp chặt, giảm thời gian phụ, gỉm sức lao động và tăng năng suất.
- Yêu cầu: đảm bảo các yêu cầu kĩ thuật:
+ Độ vuông góc mặt đáy và các đường tâm lỗ.
+ Độ song song giữa các đường tâm lỗ.
+ Cấp chính xác và độ nhám bề mặt...
1/Định vị :
+ mặt phẳng đế : hạn chế 3 bậc tự do.
+ Chốt trụ ngắn : hạn chế 2 bậc tự do .
+ Chốt trám : hạn chế 1 bậc tự do .
2/ Cơ cấu kẹp : Chọn cơ cấu kẹp bằng bu lông.



























