
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG NẮP ĐỠ BƠM LY TÂM
CHƯƠNG I. PHÂN TÍCH CHI TIẾT
I.PHÂN TÍCH SẢN PHẨM
1. Công dụng của chi tiết
Nắp đỡ bơm ly tâm dùng để trục quay của bơm thong qua ổ lăn được lắp với trục
2. Kết cấu chi tiết
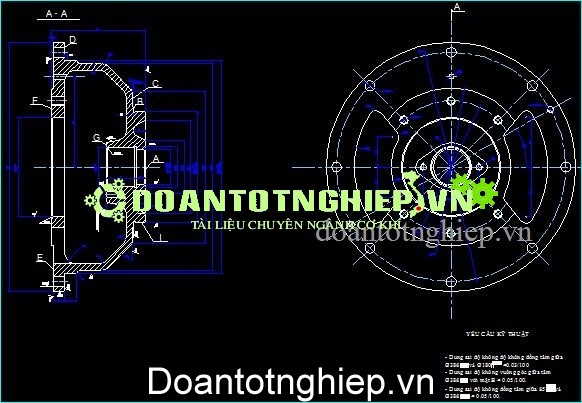
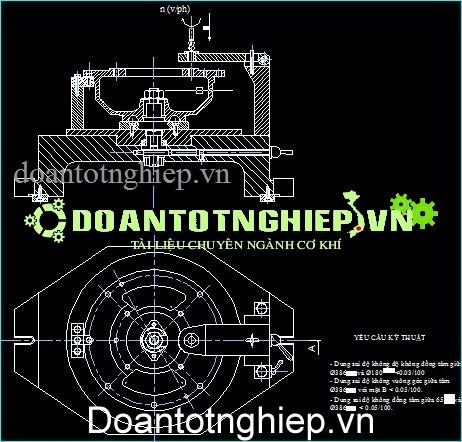
- Chi tết có dạng hình nón cụt, bên trong lõi được đúc rỗng và trên bề mặt nắp có đúc 2 rãnh thong suốt vào trong lõi chi tiết.
- Bên trong chi tiết có gia công lỗ Ø70+0.03 để lắp với ổ lăn,nối với lỗ là lỗ dùng để lắp trục quay. Trên bề mặt lỗ có gia công 2 lỗ M12x1.75 để lắp ghép với nắp chặn ổ lặn.
- Bề mặt trên cùng của nắp có gia công lỗ dùng để lắp với ổ lăn và xung quanh bề mặt bề được gia công 6 lỗ M16x2 để lắp ghép với nắp đậy sau khi đã lắp xong ổ lăn.
- Vành ngoài của nắp đỡ có gia công 8 lỗ dùng để lắp ghép cố định nắp trên bơm bằng bu lông, đai ốc.Ngoài ra trên chi tiết còn gia công 2 lỗ M12x1.75 và .
3. Phân tích vật liệu
Nắp đỡ bơm ly tâm thuộc loại chi tiết ít quan trọng, chịu tải trọng trung bình nên ta chon loại vật liệu chế tạo chi tiết là gang xám GX 18-36.
Thành phần hóa học của GX 18-36 :
C : 3.4 - 3.6 %
Si : 1.7 - 2.1 %
Mn : 0.5 – 0.8 %
P : 0.3 %
S : không quá 0.15 %
4. Phân tích yêu cầu về kích thước.................................................................
CHƯƠNG II. XÁC ĐỊNH PHƯƠNG PHÁP CHẾ TẠO PHÔI
I. PHÂN TÍCH VIỆC CHỌN PHÔI
Vật liệu chế tạo nắp đỡ bơm ly tâm là GX 18-36, thông thường đối với vật liệu là gang xám thì chọn phương pháp chế tạo phôi đúc là tốt nhất vì gang xám dễ đúc, cơ tính khá, làm việc tốt trong điều kiện mài mòn, rung động. Gang xám dễ đúc thể hiện ở các điểm sau:
+ Tính chảy loãng tốt, đúc chi tiết có hình dạng phức tạp.
+ Khi đông đặc co ngót ít do sự graphit hóa khi kết tinh.
+ Co khi đông đặc nhỏ nên ít gây ứng suất, nứt.
Tuy nhiên gang xám nhạy cảm với tốc độ nguội, đây là đặc tính riêng của gang xám.
II. PHƯƠNG PHÁP CHẾ TẠO PHÔI
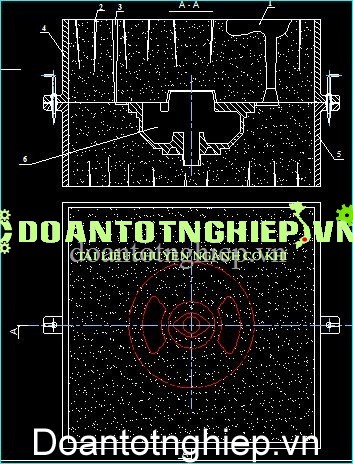
1. Đúc khuôn cát
- Chế tạo khuôn, mẫu rất tốn thời gian, độ chính xác không cao. Tuy nhiên giá thành chế tạo thấp, trang thiết bị đơn giản.Vậy phương pháp chế tạo phôi đúc bằng khuôn cát thích hợp dạng sản xuất đơn chiếc.
2. Đúc trong khuôn kim loại
- Độ chính xác cao, hình dạng, vị trí tương quan gần giống như phôi cần đúc. Tuy nhiên đúc bằng khuôn kim loại giá thành cao, trang thiết bị đầu tư lớn
- Độ chính xác 13-15, độ nhám Rz = 80µm
3. Đúc trong khuôn mẫu chảy
- Chỉ mang lại hiệu quả kinh tế cao khi đúc những chi tiết có hình dạng phức tạp
- Đạt cấp chính xác 11-12, độ nhám Rz = 40-10µm
4. Đúc áp lực
- Chủ yếu dùng để chế tạo phôi cho các chi tiết từ các vật liệu như thiếc, nhôm, hợp kim màu
5. Đúc ly tâm
- Chủ dùng để chế tạo phôi cho các chi tiết có hình tròn xoay khối lượng lớn
* Kết luận:
- Đối với những yêu cầu của chi tiết đã cho, mặt sản xuất, những mặt kinh tế. Ta chọn phương pháp đúc phôi bằng khuôn cát
- Phôi đạt cấp chính xác 2
- Độ nhám Rz = 160-180µm
III. TÍNH KHỐI LƯỢNG PHÔI
Mph = V.γ ( KG )
γ = 6.8
V = I + II + III + IV + V
* I = V1 – ( V1.1 + V1.2 + 8 V1.3 )
= ( 3,14.2,722.0,35 ) – [ ( 3,14.872.0,35) + ( 3,14.1.752.0,04 ) + ( 3,14.642.0,31)
= 4
* II = V2 – V2.1
= ( 3,14.1,952.0,16 ) – ( 3,14.1,752.0,16)
= 0.37
* III = V3 –V3.1
= ( 3,14.1,872.0,47 ) - ( 3,14.1,752.0,47).........................................................................
CHƯƠNG III. TÍNH TOÁN CHẾ ĐỘ CẮT
I. NGUYÊN CÔNG VI
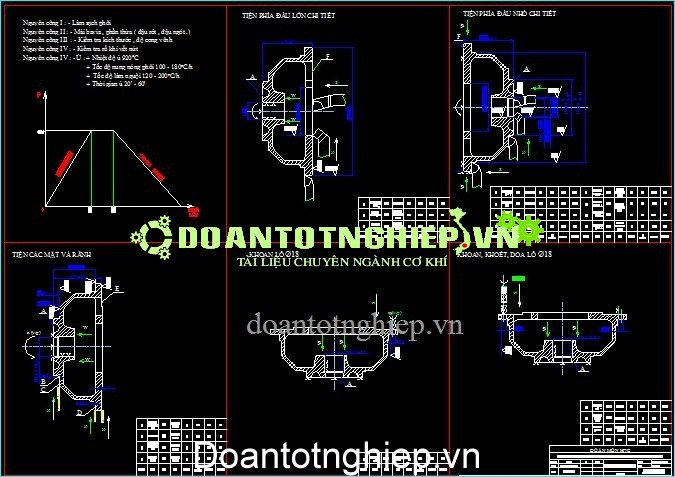
1. Tiện mặt đầu F
1.1 Chọn chiều sâu cắt
h = 180-174 = 6 ( mm )
Vì chỉ cần gia công thô là đạt kích thước nên lấy chiều sâu cắt lượng dư. Vậy

t = 6 ( mm )
1.2 Bước tiến
* Tính theo sức bền cán dao:
S1 = ( mm/vòng )
Dựa vào sức bền làm dao, vật liệu gia công chọn vận tốc sơ bộ = 131m/ph
( Bảng 45-1 )
Theo số liệu cho trước B X H = 20 X 32; [б] = 20 KG/ ;
l = 1.5H = 1.5.32 = 48 (mm)
Theo bảng (11.1): Cpz = 92; Xpz = 1; Ypz = 0,75;
nz = 0.
Theo bảng (12.1): kmp = 1
Theo bảng (15.1): kφpz = 1; kγpz = 1,25; kλpz = 1
Vậy kpz = 1,25
Thay vào công thức:
S1 = = 2.6 ( mm/vòng )
Tính theo sức bền cơ cấu chạy dao:
S2 = ( mm/vòng )
Theo máy Pm = 360 ( KG )
Theo bảng (11.1): Cpx = 46; Xpx = 1; Ypx = 0,4;......................................................................
II. Đồ gá khoan
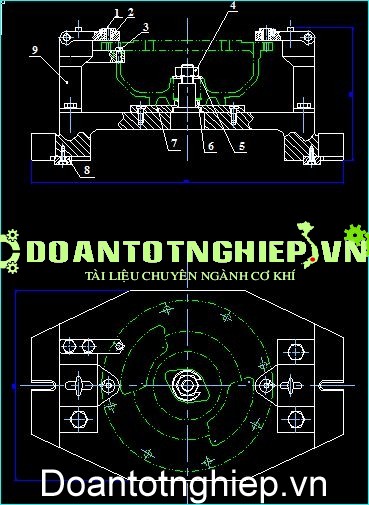
1. Nguyên công XII khoan và ta-rô 2 lỗ M12x1,75
1.1. Khoan 2 lỗ Ø10,3
Dưới tác dụng của lực moment được tạo ra khi khoan, chi tiết sẽ bị xoay quanh tâm.Phương trình cân bằng:
W. .f = k.M => W = =
Chọn k = 2,6; f = 0,15 (bề mặt tiếp xúc đã gia công)
=> W = =1,4 (KG)
1.2. Ta-rô 2 lỗ M12x1,75
Dưới tác dụng của lực moment được tạo ra khi ta-rô, chi tiết sẽ bị xoay quanh tâm.Phương trình cân bằng:
W. .f = k.M => W = =
Chọn k = 2,6; f = 0,15 (bề mặt tiếp xúc đã gia công)
=> W = = 2,2 (KG)
2. Nguyên công khoan và ta-rô 2 lỗ M16x2
2.1. Khoan lỗ Ø14
Dưới tác dụng của lực moment được tạo ra khi khoan, chi tiết sẽ bị xoay quanh tâm.Phương trình cân bằng:
W. .f = k.M => W = =
Chọn k = 2,6; f = 0,15 (bề mặt tiếp xúc đã gia công)
=> W = = 5,4 (KG)
2.2. Ta-rô 2 lỗ M16x2
Dưới tác dụng của lực moment được tạo ra khi ta-rô, chi tiết sẽ bị xoay quanh tâm.Phương trình cân bằng:
W. .f = k.M => W = =
Chọn k = 2,6; f = 0,15 (bề mặt tiếp xúc đã gia công)
=> W = = 4,3 (KG)
Ta chọn W = 5,4 (KG)
III. ĐỒ GÁ DOA: NGUYÊN CÔNG XVII DOA THÔ LỖ
Dưới tác dụng của lực moment được tạo ra khi doa, chi tiết sẽ bị xoay quanh tâm.Phương trình cân bằng:
W. .f = k.M => W = =
Chọn k = 2,6 (gia công tinh); f = 0,15 (bề mặt tiếp xúc đã gia công)
Vì doa tạo ra lực moment nhỏ nên lấy M = 1
=> W = = 0.7 (KG)
*
MỤC LỤC
CHƯƠNG I. PHÂN TÍCH CHI TIẾT.. 8
I.PHÂN TÍCH SẢN PHẨM... 8
1. Công dụng của chi tiết 8
2. Kết cấu chi tiết 8
3. Phân tích vật liệu. 8
4. Phân tích yêu cầu về kích thước. 9
5. Độ nhám bề mặt 16
6. Sai lệch vị trí tương quan. 17
7. Xác định dạng sản xuất 17
CHƯƠNG II. XÁC ĐỊNH PHƯƠNG PHÁP CHẾ TẠO PHÔI. 20
I. PHÂN TÍCH VIỆC CHỌN PHÔI. 20
II. PHƯƠNG PHÁP CHẾ TẠO PHÔI. 20
1. Đúc khuôn cát 20
2. Đúc trong khuôn kim loại 20
3. Đúc trong khuôn mẫu chảy. 20
4. Đúc áp lực. 20
5. Đúc ly tâm.. 20
III. TÍNH KHỐI LƯỢNG PHÔI. 21
CHƯƠNG III. TÍNH TOÁN CHẾ ĐỘ CẮT.. 23
I. NGUYÊN CÔNG VI. 23
1. Tiện mặt đầu F. 23
1.1 Chọn chiều sâu cắt 23
1.2 Bước tiến. 23
1.3. Vận tốc cắt 24
1.4. Tính lực cắt 25
1.5. Công suất tieu thụ khi cắt 25
1.6. Thời gian chạy máy. 25
2. Bước 2: Tiện trụ ngoài Ø450. 26
1.1 Chọn chiều sâu cắt 26
1.2 Bước tiến. 26
1.3. Vận tốc cắt 27
1.4. Tính lực cắt 28
1.5. Công suất tiêu thụ khi cắt 28
1.6. Thời gian chạy máy. 28
3. Bước 3: Tiện thô lỗ .. 29
1.1 Chọn chiều sâu cắt 29
1.3. Vận tốc cắt 30
1.4. Tính lực cắt 31
1.5. Công suất tieu thụ khi cắt 31
1.6. Thời gian chạy máy. 31
II. NGUYÊN CÔNG VII. 31
1. Bước 1: Tiện mặt đầu F. 31
1.1 Chọn chiều sâu cắt 31
1.2 Bước tiến. 32
1.3. Vận tốc cắt 33
1.4. Tính lực cắt 34
1.5. Công suất tieu thụ khi cắt 34
1.6. Thời gian chạy máy. 34
2. Bước 2: Tiện thô lỗ .. 34
1.1 Chọn chiều sâu cắt 34
1.2 Bước tiến. 35
1.3. Vận tốc cắt 36
1.4. Tính lực cắt 36
1.5. Công suất tiêu thụ khi cắt 37
1.6. Thời gian chạy máy. 37
2. Bước 2: Tiện rãnh lỗ .. 37
1.1 Chọn chiều sâu cắt 37
1.2 Bước tiến. 37
1.3. Vận tốc cắt 39
1.4. Tính lực cắt 39
1.5. Công suất tiêu thụ khi cắt 40
1.6. Thời gian chạy máy. 40
4. Bước 4: Tiện thô lỗ .. 40
1.1 Chọn chiều sâu cắt 40
1.2 Bước tiến. 40
1.3. Vận tốc cắt 42
1.4. Tính lực cắt 42
1.5. Công suất tieu thụ khi cắt 43
1.6. Thời gian chạy máy. 43
5. Bước 5: Tiện thô lỗ .. 43
1.1 Chọn chiều sâu cắt 43
1.2 Bước tiến. 43
1.3. Vận tốc cắt 44
1.4. Tính lực cắt 45
1.5. Công suất tieu thụ khi cắt 45
1.6. Thời gian chạy máy. 46
6. Bước 6: Tiện thô lỗ Ø200. 46
1.1 Chọn chiều sâu cắt 46
1.2 Bước tiến. 46
1.3. Vận tốc cắt 47
1.4. Tính lực cắt 48
1.5. Công suất tieu thụ khi cắt 48
1.6. Thời gian chạy máy. 48
7. Bước 7: Tiện tinh lỗ .. 49
1.1 Chọn chiều sâu cắt 49
1.2 Bước tiến. 49
1.3. Vận tốc cắt 50
1.4. Tính lực cắt 51
1.5. Công suất tieu thụ khi cắt 51
1.6. Thời gian chạy máy. 51
8. Bước 8: Tiện tinh lỗ 51
1.3. Vận tốc cắt 53
1.4. Tính lực cắt 53
1.5. Công suất tiêu thụ khi cắt 54
1.6. Thời gian chạy máy. 54
III. NGUYÊN CÔNG VIII. 54
1. Tiện mặt đầu E.. 54
1.1 Chọn chiều sâu cắt 54
1.2 Bước tiến. 54
1.3. Vận tốc cắt 56
1.4. Tính lực cắt 56
1.5. Công suất tieu thụ khi cắt 57
1.6. Thời gian chạy máy. 57
2. Tiện rãnh 3x4 và tiện mặt B.. 57
1.1 Chọn chiều sâu cắt 57
1.2 Bước tiến. 57
1.3. Vận tốc cắt 58
1.4. Tính lực cắt 59
1.5. Công suất tieu thụ khi cắt 59
1.6. Thời gian chạy máy. 60
3. Tiện mặt C.. 60
1.1 Chọn chiều sâu cắt 60
1.2 Bước tiến. 60
1.3. Vận tốc cắt 61
1.4. Tính lực cắt 62
1.5. Công suất tieu thụ khi cắt 62
1.6. Thời gian chạy máy. 62
4. Tiện rãnh 3x4 và tiện mặt D.. 63
1.1 Chọn chiều sâu cắt 63
1.2 Bước tiến. 63
1.3. Vận tốc cắt 64
1.4. Tính lực cắt 65
1.5. Công suất tieu thụ khi cắt 65
1.6. Thời gian chạy máy. 65
IV. NGUYÊN CÔNG IX: KHOAN LỖ Ø18. 65
1.Chọn chiều sâu cắt 65
2. Bước tiến. 66
3. Tốc đô cắt 66
4. Moment khi cắt 66
5. Công Suất khi khoan. 67
6. Định số vòng quay của trục chính và lượng chạy dao của đầu khoan. 67
7. Thời gian chạy máy. 67
V. NGUYÊN CÔNG X: KHOAN, KHOÉT, DOA LỔ Ø18. 67
1.1 Chiều sâu cắt 67
1.2 Bước tiến. 67
1.3. Tính vận tốc cắt 68
1.4 Tính lực cắt và moment xoắn. 68
1.5. Công Suất khi khoan. 68
1.6. Thời gian chạy máy. 68
2. Bước 2: Khoét bán tinh lỗ Ø17,8. 69
2.1 Chiều sâu cắt 69
2.2 Bước tiến. 69
2.3 Tính vận tốc cắt 69
2.4. Moment khi khoét 69
2.5. Công suất khi cắt 70
1.6. Thời gian chạy máy. 70
3. Doa thô lỗ Ø18. 70
3.1 Chiều sâu cắt 70
3.2 Chọn S. 70
3.3 Tính vận tốc cắt 70
3.4. Moment xoắn khi doa nhỏ có thể bỏ qua. 71
VI. NGUYÊN CÔNG XI KHOAN 6 LỖ Ø18 CÒN LẠI. 71
1. Chiều sâu cắt 71
2. Bước tiến. 71
3. Tính vận tốc cắt 71
4. Tính lực cắt và moment xoắn. 71
5. Công Suất khi khoan. 72
1.6. Thời gian chạy máy. 72
VII. NGUYÊN CÔNG XII: KHOAN VÀ TARO 2 LỖ M12X1,75. 72
1. Khoan lỗ Ø10.3. 72
1.1 Chiều sâu cắt 72
1.2 Bước tiến. 72
1.3. Tốc độ cắt 72
1.4. Moment khi cắt 73
5. Công Suất khi khoan. 73
6. Định số vòng quay của trục chính và lượng chạy dao của đầu khoan. 73
7. Thời gian chạy máy. 74
2. Ta-rô 2 lỗ m12x1,75. 74
2.1 Chiều sâu cắt 74
2.2. Bước tiến. 74
2.3. Tốc độ ta-rô. 74
2.4. Tính moment xoắn khi ta-rô Ren. 74
2.5. Công suất khi ta-rô Ren. 74
2.6. Thời gian chạy máy. 75
VIII. NGUYÊN CÔNG XIII: KHOAN VÀ TARO 6 LỖ M16X2. 75
I. Bước 1: Khoan lỗ Ø14. 75
1.Chiều sâu cắt 75
2. Bước tiến. 75
3. Tính vận tốc cắt 75
4. Tính lực cắt và moment xoắn. 76
5. Công Suất khi khoan. 76
1.6. Thời gian chạy máy. 76
II. Bước 2: Ta-rô lỗ M16x2. 76
2.1 Chiều sâu cắt 76
2.2. Bước tiến. 76
2.3. Tốc độ ta-rô. 76
2.4. Tính moment xoắn khi ta-rô Ren. 76
2.5. Công suất khi ta-rô Ren. 77
2.6. Thời gian chạy máy. 77
IX. NGUYÊN CÔNG XIV: PHAY THÔ MẶT G.. 77
1.Chọn chiều sâu cắt 77
2. Chọn lượng dư gia công. 77
3.Vận tốc cắt theo công thức. 77
4. Lượng dao phút và lượng chạy dao răng thực tế theo máy. 78
5. Công suất tiêu thụ khi cắt 78
6. Thời gian chạy máy. 78
X. NGUYÊN CÔNG XV: KHOAN VÀ TARO 2 LỖ M12X1,75. 78
1. Khoan lỗ Ø10.3. 78
1.1 Chiều sâu cắt 78
1.2 Bước tiến. 78
1.3. Tốc độ cắt 79
1.4. Moment khi cắt 79
5. Công Suất khi khoan. 79
6. Định số vòng quay của trục chính và lượng chạy dao của đầu khoan. 79
7. Thời gian chạy máy. 80
2. Ta-rô 2 lỗ m12x1,75. 80
2.1 Chiều sâu cắt 80
2.2. Bước tiến. 80
2.3. Tốc độ ta-rô. 80
2.4. Tính moment xoắn khi ta-rô Ren. 80
2.5. Công suất khi ta-rô Ren. 81
2.6. Thời gian chạy máy. 81
XI. NGUYÊN CÔNG XVI: KHOAN LỖ .. 81
1. Khoan lỗ Ø10.3. 81
1.1 Chiều sâu cắt 81
1.2 Bước tiến. 81
1.3. Tốc độ cắt 81
1.4. Moment khi cắt 82
5. Công Suất khi khoan. 82
6. Định số vòng quay của trục chính và lượng chạy dao của đầu khoan. 82
7. Thời gian chạy máy. 82
XII. NGUYÊN CÔNG XVII: DOA THÔ LỖ .. 83
1. Chọn chiều sâu cắt 83
2. Chọn S. 83
3. Tính vận tốc cắt 83
4. Moment xoắn khi doa nhỏ có thể bỏ qua. 83
5. Thời gian chạy máy. 83
XIII. NGUYÊN CÔNG XVIII: DOA THÔ LỖ .. 84
1. Chọn chiều sâu cắt 84
2. Chọn S. 84
3. Tính vận tốc cắt 84
4. Moment xoắn khi doa nhỏ có thể bỏ qua. 84
5. Thời gian chạy máy. 84
XIV. NGUYÊN CÔNG XIX: DOA THÔ LỖ .. 85
1. Chọn chiều sâu cắt 85
2. Chọn S. 85
3. Tính vận tốc cắt 85
4. Moment xoắn khi doa nhỏ có thể bỏ qua. 85
5. Thời gian chạy máy. 85
XV. NGUYÊN CÔNG XX: TIỆN VÁT MÉP 2X45 . 86
1. Chọn chiều sâu cắt 86
2. Bước tiến. 86
3. Vận tốc cắt 87
4. Tính lực cắt 88
5. Công suất tieu thụ khi cắt 88
6. Thời gian chạy máy. 88
CHƯƠNG IV. TÍNH LỰC KẸP CHO ĐỒ GÁ.. 90
I.ĐỒ GÁ TIỆN.. 90
1. Lực kẹp khi tiện mặt đầu F. 90
2. Lực kẹp khi tiện thô Ø450. 90
3. Lực kẹp khi tiện thô . 90
II. Đồ gá khoan. 91
1. Nguyên công XII khoan và ta-rô 2 lỗ M12x1,75. 91
1.1. Khoan 2 lỗ Ø10,3. 91
1.2. Ta-rô 2 lỗ M12x1,75. 91
2. Nguyên công khoan và ta-rô 2 lỗ M16x2. 92
2.1. Khoan lỗ Ø14. 92
2.2. Ta-rô 2 lỗ M16x2. 92
III. ĐỒ GÁ DOA: NGUYÊN CÔNG XVII DOA THÔ LỖ .. 92
.
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG NẮP ĐỠ BƠM LY TÂM, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết



























