
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG SỮA CHỮA CHI TIẾT BÁNH RĂNG Z49, SỮA CHỮA CHI TIẾT BÁNH RĂNG
PHẦN I :
I.CHỨC NĂNG LÀM VIỆC CỦA CHI TIẾT
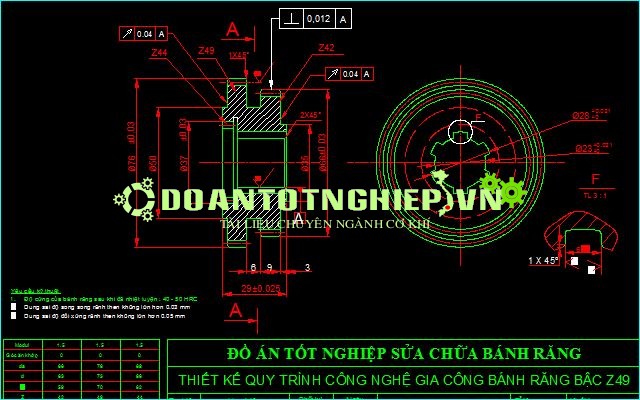
+Bánh Răng ( Z=49)
nhóm em thì bánh răng Z49 có nhiệm vụ là truyền chuyển động truyền lực từ trục chủ động sang trục bị động như vậy bánh răng này để truyền chuyển động quay giữa các trục, cách truyền là truyền động bánh răng trụ răng thẳng truyền động giữa hai trục song song nhờ vào cơ cấu ly hợp vấu và để hiểu rỏ hơn bánh răng Z49 ta vào phân loại và công dụng chung của truyền động bánh răng.
Công dụng chung của truyền động bánh răng là:
- Bánh răng là những chi tiết dùng để truyền lực và chuyển động mà chúng ta thường thấy nhất trong nhiều hợp số xe máy,trong cơ khí là mái tiện, máy phay... Với sự phát triển của ngành chế tạo máy và với yêu cầu của sửa chữa thay thế. Các loại chi tiết này ngày càng sản xuất nhiều hơn. Ở nhiều nước người ta đã xây dựng nhà máy, phân xưởng chuyên sản xuất bánh răng, bánh vít với trình độ cơ khí hóa và tự hóa cao.
- Truyền động bánh răng được sử dụng rộng rãi vì chúng có những ưu điểm như: khả năng truyền lực lớn, đảm bảo tỉ số truyền chính xác, hiệu suất truyền động cao, tỉ số truyền lớn v.v...
- Trong các loại máy như: Máy công cụ, máy nông nghiệp, ôtô, động cơ đốt trong, cần trục v.v... Truyền động bánh răng là cơ cấu quan trọng nhất.
- Phạm vi tốc độ và khả năng truyền chuyển động của bộ truyền bánh răng rất lớn. Bánh răng truyền chuyển động quay được gọi là bánh chủ động, bánh được truyền chuyển động quay gọi là bánh bị động (chỉ xét một cặp bánh răng ăn khớp).
- Sử dụng bộ truyền bánh răng có thể truyền chuyển động giữa các trục chéo nhau, vuông góc nhau, hoặc song song với nhau.
- Tùy thuộc vào hình dạng của bánh răng người ta chia các loại sau: Truyền động bánh răng trụ, bánh răng côn, bánh răng nghiêng, truyền động trục vít bánh vít v.v...
- Theo dạng ăn khớp Prôphin răng được chia thành hai loại:
+ Ăn khớp thân khai: là loại ăn khớp tiêu chuẩn và được sử dụng nhiều nhất.
+ Ăn khớp không thân khai bao gồm: Ăn khớp nôvikov, ăn khớp xiclôit, ăn khớp chốt.
Phân loại bánh răng: Bánh răng đươc chia làm ba loại sau
- Bánh răng trụ (răng thẳng và răng nghiêng)
- Bánh răng côn (răng thẳng và răng xoắn)
- Bánh vít
PHẦN II:PHÂN TÍCH ĐẶC ĐIỂM HƯ HỎNG
I.Đặc Điểm Hư Hỏng Của Chi Tiết.
+Khi truyền momen xoắn tại chỗ ăn khớp sẽ sinh ra lực pháp tuyến Pn lực này nằm trên đường ăn khớp và vuông góc với bề mặt thân khai của răng lực pháp tuyến Pn sẽ làm cho răng chiệu uốn và nén.Mặt khác khi an khớp cặp răng ăn khớp sẽ trượt trên nhau,tao nên lự ma sát dưới tác dụng của các lực này xảy ra các dạng hư hỏng sau.
1)Răng bị gãy.
Là dạng hong rất nghiêm trọng, không những làm cho bộ truyền mất khả năng làm việc,mà đôi khi còn phá hỏng nhửng chi tiết khác,răng bi gãy thường do ứng suất uốn gây nên,vết gảy thường bắt đầu ở góc lượn và nơi có tập trung ứng suất ứng suất uốn tai đây có giá trị lớn nhất. Răng bi gãy có khả năng bị quá tải,do mỏi do vật liêu dòn,do chế tạo không chính xác hay sử dụng khônh đúng cách.
2)Răng bị tróc rỗ bề mặt
-Thường do ứng suất gây nên, đây là dạng hỏng trên bề mặt răng,thường xãy ra trong các bộ truyền kín không có bụi bặm rơi vào,dầu bôi trơn tốt và đầy đủ,sau một thời gian làm việc trên bề mặt răng xuất hiện những vết nứt do ứng suất tiếp súc thay đổi theo chu kỳ hoạt động dán đoạn làm cho vật liệu bị mỏi những vết này phát triển theo hướng vận tốc trượt khi an khớp vết nứt bị tác dụng cua ứng suất dầu làm cho vết nứt phát triển nhanh cuối cùng làm cho các manh kim loại tróc ra.ùng với thời gian làm răng bị méo mó tải trọng tăng lên cuối răng bị hỏng không còn làm việc được nữa.
3)Răng bị dính.
-Do trục chiệu tải lớn làm việt ở vận tốc cao tại chổ ăn khớp vật liệu sinh ra nhiệt quá cao,mãng dầu bôi trơn bị phá vỡ làm cho ặp bánh răng ăn khớp trực tiếp, tiếp xúc với nhau do áp suất và nhiệt độ làm cặp răng dính vào nhau,khi chúng chuyển động thì các mảnh kim loai nhỏ văng ra dính vào bánh răng khác làm cho bề mặt răng gồ gề, méo mó gây hư hỏng răng.
4)Răng bi mòn.
-Thường say ra với bộ chuyền bôi trơn không tốt, dầu bôi trơn bi bẩn hay các bộ truyền hở làm việc nhiều bụi.răng bị mòn nhiều ở phần đỉnh và chân răng mòn răng làm tiết diện giảm xuống ứng suất tăng lên cuối cùng răng bi gãy.
PHẦN: III
I.Các Biện Pháp Hạn Chế Hư Hỏng Khi sử Dụng
-Trong các nhà máy cơ khí,việc đảm bảo máy làm việc tốt năng suất cao,giảm hư hỏng máy sau đây là các biện pháp khắc phục hư hỏng bánh răng như sau.
-1) Răng bị gãy.
+Để tránh răng bị gãy khi tính toán phai tính theo sức bền mỏi uốn nếu phải làm việc quá tải phải tính theo ứng suất quá tải,dùng phướng pháp nhiệt luyện tăng bền,giảm ứng suất tập trung ở chân răng bằng cách tắng bán kính góc lượn ở chân răng.
-2) Răng bị tróc rổ bề mặt
+Để tránh răng bị tróc rổ bề mặt phải tính răng theo ứng suất bền mỏi tiếp xúc,nâng cao độ cúng bề mặt nhiệt luyện nâng cao ấp chính xác của răng.
-3) Răng bị dính
+Để giảm hiện tượng rănh dính tăng độ nhẳn bóng và độ rắn bề mặt có thể dùng thêm dầu chống dính, khoảng cách giữa các bánh răng thích hợp.
-4) Răng bị mòn
+Để giảm mòn có thể tăng độ nhằn bóng và độ rắn bề mặt giử không cho các hạt mài mòn,bụi bậm không dơi vào bộ truyền,dầu bôi trơn tốt và thích hợp…..vv.
PHẦN :IV
I.PHÂN TÍCH HỌN PHƯƠNG ÁN CỤ THỂ.
-Khi bánh răng bị mòn nhiều ta có thể sửa bánh răng
-Phương pháp hàn đắp
-Khi bánh răng bị gãy hoạc nứt ta họn phướng án
-phương án ghép răng
-ghép răng bằng phướng pháp hàn
-ghép răng bằng vít
-Phương án chế tạo bánh răng mới
1) Phướng pháp hàn đắp
- Là phương án sử dụng nhiều trong quá trình phục hồi nhanh,nhưng hiệu quả không cao.phương án dùng trong chi tiết gãy nứt ,mãnh kim loại được nung nóng tới trạng thái dẻo,lỏng khi dùng phương pháp hàn.phương án sử dung tuỳ nhu cầu của từng nhà máy vì giá thành rẻ,thời gian phục hồi nhanh nhưng thường chỉ dùng khi không còn phương án nào.
2) Phướng án ghép răng.
-có hai phướng án để lựa chọn hàn và ghép răng bằng vít hai phương án có thể tiết kiệm được thời gian nhưng hiểu quả không cao về độ bền,khi làm việc ở tốc độ cao.hiệu trong tải va đập, hiệu suất va đập mạnh và bánh răng sủa chũa độ bền không cao.
3) chế tạo bành răng mới
-Đây là phương án tốt nhất và hiệu quả khi chi tiết không còn khả năng sữa chửa hoạc sửa chửa không đạt được yêu cẩu kỉ thuật đạc điểm của phương án này là giá thành đắt gia công tốn kém thời gian ảnh hương tới thơi gian làm việc của máy.chất lượng chi tiết đảm bảo.
KẾT LUẬN:qua việc phân tích các phương án sửa chữa en thấy tất cả các phương án đều không phù hợp để ó thể đảm bảo tính năng độ bền làm việ ở tốc độ cao không anh hương tới tỉ số truyền,anh hương tới các chi tiết lam việc cùng không chánh khoải việc sửa chữa gặp nhiều khó khăn trong khâu hàn đắp răng, rãnh then cần thợ lành nghề để đảm bảo mối ghép,củng như sức bền bánh răng theo YKCT.Do đó em chọn phương án: CHẾ TẠO BÁNH RĂNG MỚI LÀ PHÙ HỢP NHẤT.
|
NGUYÊN CÔNG SỬA CHỮA BÁNH RĂNG BẰNG PHƯƠNG PHÁP HÀN ĐẮP |
||||||
|
Nguyên công |
Bước |
Nội dung nguyên công |
Chuẩn định vị |
Dao |
bậc thợ |
Máy |
|
I |
|
chuẩn bị phôi,làm xạch phôi kiểm tra hư hong của bánh răng |
|
giẻ lau dầu hoả |
2/7 |
|
|
II |
|
Hàn đắp bằng dưởng đồng |
Giá trên hai khối v ngắn định vị 4 bậc tự do |
Que hàn |
2/7 |
Máy hàn điện |
|
III |
|
tiến hành phay răng |
Hai lổ chống tâm+ tốc kẹp |
Dao phay đĩa định hình |
2/7 |
Máy phay 6H82 |
|
IV |
|
Nhiệt luyện |
|
|
|
|
|
V |
|
Mài răng |
Hai lổ chống tâm+ tốc kẹp |
Đá mài modun |
2/7 |
Máy mài |
|
VI |
|
Kiểm tra |
|
|
|
thước cặp, đồng hồ số….vv |
|
|
|
|
|
|
|
|
|
NGUYÊN CÔNG SỬA CHỮA BÁNH RĂNG BẰNG PHƯƠNG PHÁP GHÉP RĂNG |
||||||
|
Nguyên công |
Bước |
Nội dung nguyên công |
Chuẩn định vị |
Dao |
bậc thợ |
Máy |
|
I |
|
chuẩn bị phôi,làm xạch phôi kiểm tra hư hỏng của bánh răng |
|
giẻ lau, dầu hoả |
2/7 |
|
|
II |
|
Phay răng gãy |
Hai lổ chống tâm+ tốc kẹp |
Dao phay đĩa định hình |
2/7 |
Máy phay 6H82 |
|
III |
|
Gia công răng ghép |
|
|
|
|
|
IV |
|
Hàn răng ghép vào bánh răng |
Hai khối v ngắn |
Que hàn |
2/7 |
Máy hàn điện |
|
V |
|
Tiện -tiện mặt trụ bánh răng -tiện hai mặt bên bánh răng |
Hai lổ chống tâm+ tốc kẹp |
Dao tiện gắn mảnh hợp kim cứng T15k6 |
2/7 |
Máy tiện 1K62 |
|
VI |
|
Nhiệt luyện |
|
|
|
Dòng điện cao tần |
|
VII |
|
Mài rănh |
Hai lổ chống tâm+ tốc kẹp |
Đá mài modun |
2/7 |
Máy mài |
|
VIII |
|
Kiểm tra |
|
|
|
|
|
|
|
|
|
|
|
|
MỤC LỤC
----------**&**----------
Nội dung Trang
-Lời nói đầu 1
- Nhận xét của giáo viên hướng dẫn 2
- Nhận xét của giáo viên hội đồng xét duyệt 3
-Phần I : Thuyết minh chức năng làm việc chi tiết 4
-Phần II : Phân tích đặc điểm hư hỏng 5
-Phần III: Phân tích phương pháp hạn chế hư hỏng 6
-Phần IV
: Phân tích Chọn phương án cụ thể 7-14
+ Bảng tiến trình công nghệ sửa chữa bằng phương pháp
Hàn
+ Bảng tiến trình công nghệ sửa chữa bằng phương pháp
+ Bảng tiến trình công nghệ sửa chữa bằng phương pháp
Chế tạo mới
-Phần V : Sơ đồ nguyên công sửa chữa 14-23
- Phần VI : tính chế độ cắt một nguyên công 23-26
-Kết luận 27
-Tài liệu tham khảo
28-Mục lục 29
........................................


























