
PHÂN TÍCH SẢN PHẨM
1.Phân tích tính năng và công dụng của chi tiết gia công:
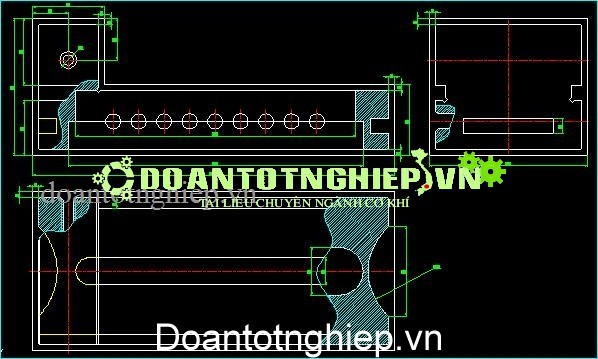
-Chi tiết được phân tích là là môt bộ phận của một loại đồ gá vạn năng được dùng trong các máy phay CNC. Là 1 hàm tỉnh của ÊTÔ, có thể định vị 3 hoặc 5 bậc tự do tùy vào hình dạng của chi tiết gia công. Và kẹp chặt chi tiết gia công đã được định vị.
2.Vật liệu chế tạo phôi:
-Gang xám được dùng để chế tạo phôi của chi tiết. Do có cơ tính chịu bền nén cao. Gang xám được dùng là GX 21-40, gang xám peclit với grafit tấm nhỏ mịn qua biến tính, có độ bền nén và chịu tải trọng cao.
3.Yêu cầu kỹ thuật:
-Với các tính năng của chi tiết ta cần phân tích các yêu cầu kỹ thuật đã cho trong bản vẽ:
*Đảm bảo độ song song giữa hai rảnh trược đạt 0.02 mm, chi tiết được xét là thân tỉnh của ÊTÔ, đê đảm bao cho thân tỉnh và thân động trược chính xác lên nhau để kẹp chặt chi tiết gia công do đó yêu cầu về độ song song giửa hai rảnh trược là rất quan trọng.
*Đảm bảo độ vuông góc giửa má kẹp và rảnh trược đạt 0.02 mm, yêu cầu này giúp cho chi tiết đảm bảo được chức năng định vị chi tiết gia công. Mặt phẳng của rảnh trược định vị 3 bậc tự do của chi tiết gia công, má kẹp tỉnh vừa có chức năng kẹp chặt vừa định vị 2 bậc tự do của chi tiết gia công.
*Yêu cầu về độ nhám:
Các mặt của má kẹp và rảnh trược phải được gia công tinh chính xác đạt độ nhám Ra 2.5 để đảm bảo chức năng định vị chi tiết gia công.
Các mặt trong của 9 lổ để tháo lắp trục dễ dàng và để không xảy ra hiện tượng rung động khi làm việc nên cũng cần phải qua gia công tinh chính xác đạt Ra 2.5.
Các mặt còn lại của chi tiết do chi tiết làm việc trong điều kiện tiếp xúc với phôi bẩn, các dung dịch tưới nguội nền cần gia công đạt độ nhám Ra 2.5 để loại bỏ các khe hở tế vi trên bề mặt nhằm tránh các bụi bẩn, dd tưới nguội đảm bảo độ bền cho chi tiết, ngoài ra còn có yêu cầu về tính thẩm mỹ.
-Chi tiết có khả năng làm việc trong đề kiện có sự va đập và rung động đồng thời tiếp xúc với dung dịch tưới nguội cũng như các bụi bẩn của môi trường bên ngoài.
BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ
1.Phân tích thứ tự nguyên công gia công cơ:
a. Nguyên công I : Chuẫn bị phôi
b. Nguyên công II: Phay thô mặt 2
Mặt 2 có vị trí quan trọng khi làm việc. Là mặt quan trọng để làm chuẩn định vị cho các nguyên công sau.
c. Nguyên công III, IV: Phay thô mặt 4, 5
Hai mặt này làm chuẩn kích thướt, chuẩn định vị để gia công 2 rảnh 9 và 10, hai rảnh trượt này có vị trí quan trọng khi làm việc.
d. Phay thô các mặt còn lại:mặt 1,3,6,7,8.
e. Khoan, khoét, doa 9 lỗ đạt kích thướt và độ nhám theo yêu cầu:
f. Phay tinh tất cả các bề mặt
g. Phay các rảnh 11,12,15,16
h. Bào các rảnh 13,14:
Các rảnh không quan trọng nên gia công ở nguyên công sau.
i. Kiểm tra toàn bộ quy trình công nghệ.
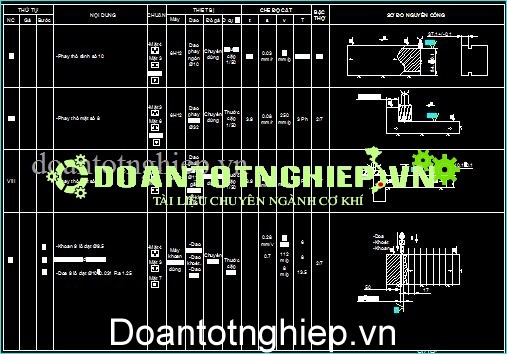
2. Tính chế độ cắt cho nguyên công IX:
a. Chế độ cắt khi khoan:
*Chiều sâu cắt t:.....................................................
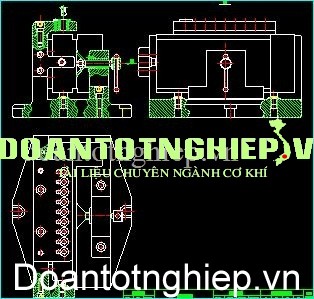
THIẾT KẾ ĐỒ GÁ
1. Tính sai số gá đặt:
Sai số này được tính cho nguyên công đang được thực hiện trên đồ gá, sử dụng công thức:
Trong đó:
ε: là sai số chuẫn
ε: là sai số kẹp chặt
ε: là sai số của đồ gá, thường lấy bằng 1/5 dung sai kích thướt. ε =0.006
a.Tính sai số chuẫn: ε

Kích thướt 190.02 có gốc kích thướt trùng với chuẫn định vị nên có sai số chuẫn bằng không.
MỤC LỤC
Phần 1. Phân tích sản phẩm
1. Công dụng, chức năng, điều kiện làm việc
2. Vật liệu chế tạo
3. Yêu cầu kỹ thuật
Phần 2. Phương pháp chế tạo phôi
Phần 3. Bảng quy trình công nghệ
Phần 4. Biện luận quy trình công nghệ
1.Phân tích thứ tự nguyên công gia công cơ
2. Tính chế độ cắt cho nguyên công IX
Phần 5. Thiết kế đồ gá
1.Tính sai số gá đặt:
2.Tính lực kẹp cần thiết
3. Tính lực kẹp do cơ cấu kẹp tạo ra
4. Tính toán sức bền của cơ cấu chịu lực:
Phần 6. Kết luận chung về quy trình công nghệ
.
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG THÂN ETO MÁY PHAY CNC , đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết



























