
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ SỬA CHỮA TRỤC III, đồ án môn học công nghệ chế tạo máySỬA CHỮA TRỤC III, bài tập lớn công nghệ chế tạo máy SỬA CHỮA TRỤC III, thiết kế quy trình công nghệ gia công chi tiết TRỤC
ĐỒ ÁN
QUY TRÌNH CÔNG NGHỆ SỬA CHỮA TRỤC III
- Chức năng làm việc của máy – chi tIết
Hộp giảm tốc là một bộ phận của máy đặt biệt là máy tiện. Là cơ cấu truyền động bằng sự ăn khớp trực tiếp của các bánh răng với chức năng thay đổi vận tốc và truyền mômen xoắn từ trục này sang trục khác.
Trong hộp giảm tốc thì trục là chi tiết khá quan trọng vì nó đỡ các chi tiết máy như bánh răng, đĩa xích v.v…, để truyền mômen xoắn hoặc làm cả hai nhiệm vụ trên.
- Phân tích tính năng và công dỤng chi tIẾT gia công
Trục là loại chi tiết được dùng rất phổ biến trong ngành chế tạo máy. Trục dùng để đỡ các chi tiết máy quay như : bánh đai, bánh răng và để truyền mômen xoắn từ trục này sang trục khác. Chúng có bề mặt cơ bản phải gia công là mặt tròn xoay ngoài. Mặt này thường dùng lắp ghép với các chi tiết khác.
Trục có nhiều loại và được phân theo nhiều cách.
Theo đặc điểm chịu tải trọng, trục được chia ra làm hai loại: trục tâm và trục truyền.
Theo hình dạng đường tâm, chia ra hai loại: trục thẳng và trục khuỷu
Theo cấu tạo, chia ra: trục trơn và trục bậc
Để đảm bảo tính năng sử dụng, khi chế tạo trục cần bảo đảm những yêu cầu kỹ thuật như:
Độ chính xác kích thước đường kính các cổ trục để lắp ghép yêu cầu cấp chính xác 7 ÷ 8, có thể tới cấp 6; các sai số hình dáng, hình học như độ côn, độ ô van ... nằm trong giới hạn dung sai đường kính.
Độ chính xác kích thước chiều dài mỗi bậc trong trục trong khoãng 0,05 ÷ 0,2mm.
Độ chính xác về vị trí tương qua như độ đảo các cổ trục, độ không thẳng góc giữa đường tâm và mặt đầu vai sai lệch giới hạn trong khoãng 0,01 ÷ 0,05mm.
Độ nhám bề mặt của các cổ trục lắp ghép Ra= 1,25 ÷ 0,16 tùy theo yêu cầu làm việc cụ thể.
Việc chọn phương án gia công trục phụ thuộc vào điều kiện sản xuất, kích thước, hình gián kết cấu, yêu cầu kỹ thuật, vật liệu làm trục và phương pháp chế tạo phô.
Phôi cho chi tiết dạng trục có thể là phôi cán theo tiêu chuẩn, dùng gia công các trục trơn, trục bậc có chênh lệch các bậc không lớn. Phôi rèn khuôn, dập khuôn thường dùng cho các yêu cầu cơ tính cao trong sản xuất hàng loạt lớn, hàng khối. Phôi đúc bằng gang có độ bền cao dùng cho các trụ lớn để giảm nhẹ trọng lượng, giảm lượng dư và thời gian gia công.
Trước khi đưa vào gia công, thường các chi tiết dạng trục được gia công chuẩn bị để tạo chuẩn. Việc chọn phương pháp gia công để tạo chuẩn tùy thuộc vào hình dạng, kích thước trục, phương pháp chế tạo phôi. Ví dụ, phôi cán thường bao gồm các việc: cắt đứt tương ứng theo chiều dài trục, nắn thẳng, khỏa mặt đầu và khoan lỗ tâm hai đầu.
- Phân tích đỘ chính xác chi tIẾt gia công :
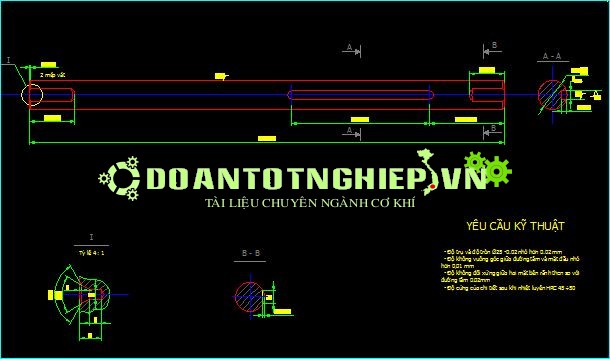
Trên bản vẽ chi tiết Trục III thì bề mặt hai mặt đầu của trục được chọn làm chuẩn kích thước. Khi gia công thì ta cũng chọn mặt này làm chuẩn định vị.Ngoài ra để đảm bảo độ đồng tâm các vị trí tương quan, ta phải gia công hai lỗ tâm để định vị để gia công các mặt khác, đảm bảo cho sự đồng tâm. Vì vậy có thể chọn mặt này làm chuẩn tinh chính.
Đối với trục chịu tải trung bình ta dùng thép C45 để chế tạo, sau đó nhiệt luyện.
Dựa vào bản vẽ chi tiết trục, trục sau khi gia công phải đạt những yêu cầu sau :
Độ nhám mặt trụ ngoài đạt Ra= 1,25; hai mặt bên rãnh then đạt Ra= 1,6; độ nhám chung các mặt còn lại là Rz40
Để cố định bánh răng quay theo chiều trục ta dùng rãnh then. Độ không đối xứng của rãnh then so với đường tâm là 0,01 mm.
Trục thường chịu tác dụng của ứng suất thay đổi nên thường hỏng do mỏi. Do đó trục phải được nhiệt luyện để đạt độ cứng cao từ 45 ![]() 50 HRC.
50 HRC.
- Phân tích đẶc điỂm hư hỎng
Do phải chịu tác dụng của các lực khác nhau trục làm việc lâu ngày có thể bị mỏi, biến dạng.
Trục mòn là hiện tượng rất phổ biến do độ cứng và sức bền của trục khi chết tạo không cao.
Các bề mặt là việc của trục bị biến dạng có thể do mòn hay rạng nức
Để hạn chế hư hỏng, trục làm việc tốt hay xấu có ảnh hưởng trực tiếp đến sự làm việc của bộ truyền hoặc của cả máy. Khi thiết kế trục, chủ yếu phải xét đến các vấn đề kết cấu, sức bền, độ cứng và dao động của trục. Ngoài ra còn chú ý đến quy trình công nghệ, nhiệt luyện và biện pháp sử dụng, chăm sóc bảo trì trục v.v…, là các nhân tố có ảnh hưởng lớn đến sức bền và tuổi thọ của trục.
Xác định mức độ hư hỏng của chi tiết trục III
Sau khi kiểm tra trục III phát hiện trục bị mòn nhiều ở hai đầu có lắp ống bạc, nguyên nhân có thể do trong quá trình làm việc bôi trơn giữa bạc lót và trục không đảm bảo…
- PHÂN TÍCH CHỌN PHƯƠNG ÁN CỤ THỂ
Các phương án sửa chữa:
Phương án hàn đắp:
Là phưng án sử dụng nhiều và quá trình phục hồi nhanh nhưng hiệu quả không cao. Phương pháp này dùng sửa chữa các chi tiết gãy, nứt, vỡ mãnh kim loại được nung nóng đến trạng thái dẽo hoặc lỏng khi được nối ghép bằng hàn. Phương án này chỉ sử dụng tùy theo nhu cầu làm việc của từng nhà máy vì giá thành rẻ, thời gian phục hồi chi tiết nhanh.
Phương án mạ phun:
Là phương án ích dùng nhất vì giá thành mạ phun rất đắt chỉ dùng cho những bánh răng có độ chính xác cao và nhỏ không thể nào tiến hành gia công được ta mới tiến hành mạ phun.
Phương án chế tạo bánh răng mới:
Đây là phương án tốt nhất và hiệu quả nhất khi chi tiết không còn khả năng sửa chữa. Nhược điểm của phương án này là giá thành đắt, gia công tốn nhiều thời gian, ảnh hưởng đến thời gian hoạt động của máy.
Bản tiến trình công nghệ:
- CHỌN PHƯƠNG ÁN SỬA CHỮA
Chọn phương án có lợi nhất:
Từ điều kiện thực tế kết hợp với lợi nhuận về kinh tế khi sửa chữa chi tiết. Ta chọn phưong pháp sửa chữa trục III bằng phương pháp chế tạo mới. Vì trục bị mòn khá nhiều. Khả năng làm việc không còn. Chế tạo mới cũng không mất nhiều thời gian vì trục đơn giản, kích thước nhỏ. Khi chế tạo mới trục thì đảm bảo các yêu cầu kỹ thuật
Để tiến hành sửa chữa bằng phương pháp chế tạo mới ta tiến hành lập quy trình công nghệ như sau:
Quy trình công nghệ chế tạo mới trục III:
Gồm 8 nguyên công:
- Nguyên công I : Chọn phôi
- Nguyên công II: Gia công lỗ tâm
- Nguyên công III: Gia công lỗ tâm
- Nguyên công IV: Tiện
- Nguyên công V : Phay
- Ngưyên công VI: Nhiệt luyện
- Nguyên công VII: Mài
- Nguyên công VIII: Tổng kiểm tra
Bản vẽ sơ đồ nguyên công:
- ChuẨn và chẾ đỘ cẮt cho nguyên công IV: TIỆN
Chuẩn định vị là hai lỗ tâm của trục, được định vị 5 bậc tự do
Nguyên công đượcthực hiện trên máy tiện 1K62, gồm 8 bước, 3 lần gá
Chế đô cắt cho các bước:
Gá lần thứ nhất:
Bước 1: Tiện thô đạt kích thước Φ29±0,1(mm)
Chọn dao tiên thép gió P18 đầu cong
1) Chiều sâu cắt:t
2) Lượng chạy dao:S
Lấy theo bảng 16-1 ta được S = 0,8 ÷ 4,4
Theo thuyết minh máy chọn S=0,8(mm/vòng)
3) Vận tốc cắt: v
Tính theo công thức :
Theo bảng (1-1) Cv Xv Yv m T
56 0,25 0,66 0 60
(2-1) kmv = 1
(7-1) knv = 1
(8-1) kuv = 1
(9-1) kφv = 1; kφ1 = 1; kqv = 1
(10-1) kov = 1, Vậy kv = 1
Thay vào công thức ta có:




























