
THIẾT KẾ QUY TRÌNH SỬA CHỮA CHI TIẾT TRỤC II HỘP SỐ THEN KÉO, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết
THUYẾT MINH QTSC TRỤC II CỦA HỘP SỐ THEN KÉO
Phần I : PHÂN TÍCH CHI TIẾT SỬA CHỮA
I) Phân tích công dụng và điều kiện làm việc của CTSC
1) Công dụng :
- Trục được sử dụng rộng rãi trong ngành cơ khí với nhiều mục đích : trục có thể được dùng để truyền momem xoắn , truyền chuyển động qua các chi tiết khác lắp trên nó như bánh răng , bánh đai, bánh ma sát …, trục có thể gồm các loại trục trơn, trục đặc, trục đặc, trục rỗng, .., trục có thể có đường kính và chiều dài lớn ,vừa hay nhỏ.
2. Điều kiện làm việc :
- Trục làm việc với tốc độ cao, vì vậy lực ly tâm rất lớn gây hao mòn lớn trên các bề mặt ma sát trục, vì vậy trục cần phải được bôi trơn thường xuyên
- Trong quá trình làm việc do ma sát liên tuc với bánh răng nên sinh ra nhiệt rất lớn
- khi làm việc trục phải chịu lực rất lớn nên sẽ xuất hiện momen xoắn làm cho trục bị biến dạng
=> Với các hiện tượng phát sinh trên nên ta phải có các biện pháp công nghệ hợp lý trong quá trình sửa chữa.
II) Phân tích vật liệu chế tạo CTSC
- Theo bản vẽ chi tiết ta thấy vật liệu chế tạo trục II là thép C45 đã tôi đạt đọ cứng 40 – 50 HRC
-
- Giải thích ký hiệu :
- C45 là thép cacbon kết cấu chất lượng tốt
- C là ký hiệu cacbon
- 45 là thành phần , phần vạn cacbon trung bình
- Thành phần :
- Thành phần cơ bản của Fe và C
- Trong đó C = 0.45%, Si = 0.17 – 0.37%, P < 0.4%; S < 0.4%; Co < 0.3%; Ni < 0.3%.
- Công dụng : dùng để chế tạo các chi tiết máy chịu lực cao
Tính công nghệ: Đây là thép có nhiều ưu điểm cao hơn so với thép cacbon kết cấu chất lượng thường thường vì thép C45 có rất ít photpho và lưu huỳnh vì đây là bản chất làm cho thép dể bị hỏng trong truyền động như bị giòn ,các hạt không liên kết nhau được do đó thép dể bị hỏng .
- Cơ tính của vật liệu:
C45 có các đặt tính sau :
- Giới hạn bền kéo : Gk = 360 Mn/m2
- Gới hạn bền : Gb = 610 Mn/m2
- Độ dẻo : Fs = 0.16%.
- Độ thắt tỉ đối : q = 40%.
- Gới hạn chảy : Gch <,= 300N/m2
- Độ cứng : + Thép cán nóng HB = 229 kg/m2
+ Thép cán nguội HB = 197 kg/m2
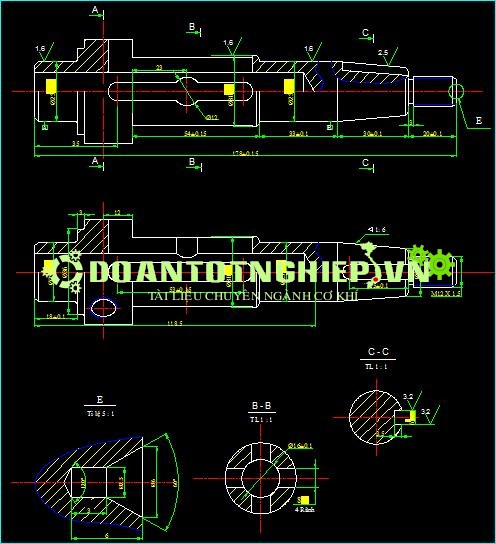
III) Phân tích hình dạng , kết cấu CTSC
- Trục then kéo có hình dạng và kết cấu phức tạp, khó gia công và phải qua nhiều nguyên công và nhiều bước. Vì vậy việc sửa chữa một cách chính xác cũng sẽ gặp những khó khăn.
- Những kích thước cần quan trọng là bề mặt tiếp xúc với bánh răng, hai ngõng trục, rãnh then kéo.
IV ) Phân tích độ chính xác của chi tiết gia công
- Phân tích về độ chính xác kích thước :
Trên bản vẽ chi tiết sủa chữa có 2 loại kích thước:
- Kích thước có sai lệch giới hạn chỉ dẫn
- Kích thước có sai lệch giới hạn không chỉ dẫn
- Kích thước có sai lệch giới hạn chỉ dẫn:
Theo bản vẽ chi tiết có các kích thước có sai lệch giớ hạn chỉ dẫn sau: , , , .
- Đối với kích thước ta có:
- Kích thước danh nghĩa: dn = 25 mm.
- Sai lệch giới hạn trên : es = +0.023 mm.
- Sai lệch giới hạn dưới : ei = +0.002 mm.
- Kích thước giới hạn lớn nhất : dmax : = dn + es = 25.02 mm
- Kích thước giới hạn nhỏ nhất : dmin : = dn + ei = 25.0 mm
- Dung sai : Td = es – ei = 0.021 mm
- Kích thức này thuộc cấp chính xác 7
- Đối với kích thước ta có:
- Kích thước danh nghĩa: dn = 30 mm.
- Sai lệch giới hạn trên : es = -0.02 mm.
- Sai lệch giới hạn dưới : ei = -0.04 mm.
- Kích thước giới hạn lớn nhất : dmax : = dn + es = 29.98 mm
- Kích thước giới hạn nhỏ nhất : dmin : = dn + ei = 29.96 mm
- Dung sai : Td = es – ei = 0.02 mm
- Kích thức này thuộc cấp chính xác 7
- Đối với kích thước rãnh then ta có:
- Kích thước danh nghĩa: dn = 7 mm.
- Sai lệch giới hạn trên : es = +0.04 mm.
- Sai lệch giới hạn dưới : ei = +0.01 mm.
- Kích thước giới hạn lớn nhất : dmax : = dn + es = 7.04 mm
- Kích thước giới hạn nhỏ nhất : dmin : = dn + ei = 7.01 mm
- Dung sai : Td = es – ei = 0.03 mm
- Kích thức này thuộc cấp chính xác 7
- Đối với kích thước ta có:
- Kích thước danh nghĩa: dn = 6 mm.
- Sai lệch giới hạn trên : es = 0 mm.
- Sai lệch giới hạn dưới : ei = -0.03 mm.
- Kích thước giới hạn lớn nhất : dmax : = dn + es = 6 mm
- Kích thước giới hạn nhỏ nhất : dmin : = dn + ei = 5.97 mm
- Dung sai : Td = es – ei = 0.03 mm
- Kích thức này thuộc cấp chính xác 7
- Kích thuớc có sai lệch giới hạn không chỉ dẫn :
- Các kích thước sai lệch giới hạn không chỉ dẫn là các kích thước còn lại ta lấy cấp chính xác 12
- Độ chính xác về hình dáng hình học :
Ta phải có sai lệch về hình dáng hình học để chi tiết gia công đạt yêu cầu
- Dung sai độ trụ của các mặt không lớn hơn 0.02 mm
- Kích thước thuộc cấp chính xác : IT7
- Độ chính xác về vị trí tương quan :
Ta có : + Dung sai độ song song rãnh then không lớn hơn 0.016 mm
+ Dung sai độ đối xứng rãnh then ko lớn hơn 0.04 mm
+ Dung sai độ đảo hướng kính của các mặt so với mặt A ,B không lớn hơn 0.05 mm
+ Các kích thước trên thuộc cấp chính xác : 7
THUYẾT MINH QTSC TRỤC II CỦA HỘP SỐ THEN KÉO
Phần I : PHÂN TÍCH CHI TIẾT SỬA CHỮA
I) Phân tích công dụng và điều kiện làm việc của CTSC
1) Công dụng :
- Trục được sử dụng rộng rãi trong ngành cơ khí với nhiều mục đích : trục có thể được dùng để truyền momem xoắn , truyền chuyển động qua các chi tiết khác lắp trên nó như bánh răng , bánh đai, bánh ma sát …, trục có thể gồm các loại trục trơn, trục đặc, trục đặc, trục rỗng, .., trục có thể có đường kính và chiều dài lớn ,vừa hay nhỏ.
2. Điều kiện làm việc :
- Trục làm việc với tốc độ cao, vì vậy lực ly tâm rất lớn gây hao mòn lớn trên các bề mặt ma sát trục, vì vậy trục cần phải được bôi trơn thường xuyên
- Trong quá trình làm việc do ma sát liên tuc với bánh răng nên sinh ra nhiệt rất lớn
- khi làm việc trục phải chịu lực rất lớn nên sẽ xuất hiện momen xoắn làm cho trục bị biến dạng
=> Với các hiện tượng phát sinh trên nên ta phải có các biện pháp công nghệ hợp lý trong quá trình sửa chữa.
II) Phân tích vật liệu chế tạo CTSC
- Theo bản vẽ chi tiết ta thấy vật liệu chế tạo trục II là thép C45 đã tôi đạt đọ cứng 40 – 50 HRC
- Giải thích ký hiệu :
- C45 là thép cacbon kết cấu chất lượng tốt
- C là ký hiệu cacbon
- 45 là thành phần , phần vạn cacbon trung bình
- Thành phần :
- Thành phần cơ bản của Fe và C
- Trong đó C = 0.45%, Si = 0.17 – 0.37%, P < 0.4%; S < 0.4%; Co < 0.3%; Ni < 0.3%.
- Công dụng : dùng để chế tạo các chi tiết máy chịu lực cao
Tính công nghệ: Đây là thép có nhiều ưu điểm cao hơn so với thép cacbon kết cấu chất lượng thường thường vì thép C45 có rất ít photpho và lưu huỳnh vì đây là bản chất làm cho thép dể bị hỏng trong truyền động như bị giòn ,các hạt không liên kết nhau được do đó thép dể bị hỏng .
- Cơ tính của vật liệu:
C45 có các đặt tính sau :
- Giới hạn bền kéo : Gk = 360 Mn/m2
- Gới hạn bền : Gb = 610 Mn/m2
- Độ dẻo : Fs = 0.16%.
- Độ thắt tỉ đối : q = 40%.
- Gới hạn chảy : Gch <,= 300N/m2
- Độ cứng : + Thép cán nóng HB = 229 kg/m2
+ Thép cán nguội HB = 197 kg/m2
III) Phân tích hình dạng , kết cấu CTSC
- Trục then kéo có hình dạng và kết cấu phức tạp, khó gia công và phải qua nhiều nguyên công và nhiều bước. Vì vậy việc sửa chữa một cách chính xác cũng sẽ gặp những khó khăn.
- Những kích thước cần quan trọng là bề mặt tiếp xúc với bánh răng, hai ngõng trục, rãnh then kéo.
IV ) Phân tích độ chính xác của chi tiết gia công
- Phân tích về độ chính xác kích thước :
Trên bản vẽ chi tiết sủa chữa có 2 loại kích thước:
- Kích thước có sai lệch giới hạn chỉ dẫn
- Kích thước có sai lệch giới hạn không chỉ dẫn
- Kích thước có sai lệch giới hạn chỉ dẫn:
Theo bản vẽ chi tiết có các kích thước có sai lệch giớ hạn chỉ dẫn sau: , , , .
- Đối với kích thước ta có:
- Kích thước danh nghĩa: dn = 25 mm.
- Sai lệch giới hạn trên : es = +0.023 mm.
- Sai lệch giới hạn dưới : ei = +0.002 mm.
- Kích thước giới hạn lớn nhất : dmax : = dn + es = 25.02 mm
- Kích thước giới hạn nhỏ nhất : dmin : = dn + ei = 25.0 mm
- Dung sai : Td = es – ei = 0.021 mm
- Kích thức này thuộc cấp chính xác 7
- Đối với kích thước ta có:
- Kích thước danh nghĩa: dn = 30 mm.
- Sai lệch giới hạn trên : es = -0.02 mm.
- Sai lệch giới hạn dưới : ei = -0.04 mm.
- Kích thước giới hạn lớn nhất : dmax : = dn + es = 29.98 mm
- Kích thước giới hạn nhỏ nhất : dmin : = dn + ei = 29.96 mm
- Dung sai : Td = es – ei = 0.02 mm
- Kích thức này thuộc cấp chính xác 7
- Đối với kích thước rãnh then ta có:
- Kích thước danh nghĩa: dn = 7 mm.
- Sai lệch giới hạn trên : es = +0.04 mm.
- Sai lệch giới hạn dưới : ei = +0.01 mm.
- Kích thước giới hạn lớn nhất : dmax : = dn + es = 7.04 mm
- Kích thước giới hạn nhỏ nhất : dmin : = dn + ei = 7.01 mm
- Dung sai : Td = es – ei = 0.03 mm
- Kích thức này thuộc cấp chính xác 7
- Đối với kích thước ta có:
- Kích thước danh nghĩa: dn = 6 mm.
- Sai lệch giới hạn trên : es = 0 mm.
- Sai lệch giới hạn dưới : ei = -0.03 mm.
- Kích thước giới hạn lớn nhất : dmax : = dn + es = 6 mm
- Kích thước giới hạn nhỏ nhất : dmin : = dn + ei = 5.97 mm
- Dung sai : Td = es – ei = 0.03 mm
- Kích thức này thuộc cấp chính xác 7
- Kích thuớc có sai lệch giới hạn không chỉ dẫn :
- Các kích thước sai lệch giới hạn không chỉ dẫn là các kích thước còn lại ta lấy cấp chính xác 12
- Độ chính xác về hình dáng hình học :
Ta phải có sai lệch về hình dáng hình học để chi tiết gia công đạt yêu cầu
- Dung sai độ trụ của các mặt không lớn hơn 0.02 mm
- Kích thước thuộc cấp chính xác : IT7
- Độ chính xác về vị trí tương quan :
Ta có : + Dung sai độ song song rãnh then không lớn hơn 0.016 mm
+ Dung sai độ đối xứng rãnh then ko lớn hơn 0.04 mm
+ Dung sai độ đảo hướng kính của các mặt so với mặt A ,B không lớn hơn 0.05 mm
+ Các kích thước trên thuộc cấp chính xác : 7
Phần II : PHÂN TÍCH ĐẶC ĐIỂM, NGUYÊN NHÂN VÀ BIỆN PHÁP KHẮC PHỤC HƯ HỎNG
- Các hư hỏng thường gặp :
|
TT |
Hư hỏng thường gặp |
Nguyên nhân |
Cách khắc phục |
|
1 |
- Ngõng trục bị mòn |
- Do hộp số làm việc quá tải, chế độ bôi trơn không tốt… |
- Tiện lại ngõng trục rồi ép hoặc dán bạc bằng keo epoxit, sau đó gia công bạc bằng pp tiện hoặc mài. |
|
2 |
- Rãnh then bị mòn |
- Do hộp số làm việc quá tải, chế độ bôi trơn không tốt… |
- Ta có thể mài rãnh then trên trục và trên bạc lại, và thay then khác |
|
3 |
Trục bị uốn |
Do hộp số làm việc quá tải, làm cho trục nóng lên… |
- Có thể nắn nguội trục bằng tay dùng hàm kẹp vít, đòn bẩy, nhưng tốt nhất là nắn trên máy ép |
|
4 |
Bề mặt trục bị mòn |
- Do hộp số làm việc quá tải, chế độ bôi trơn không tốt, do ảnh hưởng của môi trường xung quanh |
|
|
5 |
Trục bị gãy và nứt |
Do chế tạo và lắp ráp không đúng, vật liệu chế tạo trục không đảm bảo chất lượng, do làm việc quá tải vượt quá giói hạn mỏi |
- Dùng pp chế tạo mới |
|
6 |
Ren bị hỏng |
- Do hộp số làm việc quá tải |
Ta có thể hàn đắp, sau đó tiện lại ren với kích thước ban đầu |
- Đặc điểm hư hỏng :
- Ngõng trục bị mòn, lúc đó hộp số sẽ có tiếng gõ mạnh trong lúc đang hoạt động ,…
- Trục bị gãy và nứt, đặc diểm: hộp số không hoạt động được, trục bị kẹt không quay được,…
- Biện pháp hạn khắc phục hư hỏng:
- Thường xuyên kiểm tra dầu bôi trơn trong hộp số
- Trong quá trình vận hành không được để cho hộp số hoạt động quá tải
- Trong quá trình chế tạo , chi tiết cần có độ cứng phù hợp
Phần III : PHÂN TÍCH VÀ LỰA CHỌN PHƯƠNG ÁN SỬA CHỮA TỐI ƯU
I ) Phân tích ưu, nhược điểm cho từng phương án sửa chữa:
A . CÁC PHƯƠNG ÁN :..................................................................................
.......................................................................................................................................................................................................................
MỤC LỤC
Trang
- Lời nói đầu....................................................................................... 1
- Nhận xét giáo viên hướng dẫn..................................................... 2
- Phần I : phân tích chi tiết sửa chữa............................................. 3
- Phần II: phân tích đặc điểm, nguyên nhân và biện pháp khắc phục hư hỏng..... ..... 7
- Phần III : phân tích và lựa chọn phương án tối ưu........................... 8
- Phần IV: lập bảng QTCN sửa chữa................................................... 16
-
Phần V : tính chế độ cắt cho 1 nguyên công sửa chữa................. 17
- Chế độ cắt cho các nguyên công còn lại............................. 30
- Phần VI: Kết luận về QTSC................................................................. 66
- Tài liệu tham khảo, tra cứu.................................................................. 67

























